《仿形车削循环》教学设计
2016-07-21史银花
史银花
(江苏联合职业技术学院镇江分院 机电工程系,江苏 镇江 212016)
《仿形车削循环》教学设计
史银花
(江苏联合职业技术学院镇江分院 机电工程系,江苏 镇江212016)
摘要:以“数控加工工艺与编程”课程中《仿形车削循环》为例,深入分析教学设计背景和教学设计过程,并通过斯沃数控仿真软件综合比较G71,G73两种编程指令格式及其对应的刀路轨迹间的异同,可以让学生快速掌握学习任务的关键点,取得较好的教学效果。
关键词:教学设计; G73指令; G71指令
为了全面提升教育教学质量,江苏省教育科学研究院在“十二五”期间组织开展了全省职业学校“五课”教研工作和“两课”评比活动。“五课”教研活动包括备课、上课、说课、听课、评课等5个方面的职业教育活动;“两课”评比活动,即省级“示范课”和“研究课”的评比竞赛活动。这项活动的开展可以引导教师更新教育教学观念、创新教学方式和教学模式、提升专业能力和教学水平,进而全面提高职业教育教学质量[1]。教学设计是其中重要的一环,必须综合运用各种有效教学资源和教学手段,以精巧的策略、科学的步骤、合乎学习心理的教学方式,创设一种有效的教与学的“过程”或“程序”[2]。
1教学设计背景
基于“项目导向,任务驱动”的教学思路,选取学生感兴趣的加工零件,并以数控仿真操作为载体,由简到繁、由易到难、循序渐进地完成教学任务。把课堂还给学生,引导学生发现问题,感悟知识。
1.1教材分析
“数控加工工艺与编程”是一门实践性很强的课程,是数控技术专业的核心课程。它是在“机械制图”“机械设计基础”“机械制造技术基础”等课程的基础上开设的,并且是后续课程“数控机床故障诊断与维修”“特种加工”的基础,具有承前启后的作用。选用杨建明主编、北京理工大学出版社出版的高职教育“十二五”创新型精品规划教材《数控加工工艺与编程》[3]。教学任务是利用数控车床加工复杂的零件外形轮廓。仿形车削循环指令G73能够弥补G71车削指令的不足,在整个教学单元中的地位举足轻重。
1.2学情分析
授课对象是五年制高职数控技术专业二年级的学生。他们思维活跃,乐于尝试。经过前阶段相关课程的学习,学生已经能够熟练运用外径粗车循环指令G71独立完成简单轮廓零件的加工,具备基本编程与加工能力。
1.3教学目标、重点、难点
针对课程情况与学生特点,拟定教学目标: 1) 掌握G73指令的编程格式和编程方法。2) 区分G71指令和G73指令的应用场合。3) 运用G73指令在数控仿真软件上加工符合要求的零件。
教学重点为编程格式和编程方法的学习,教学难点为编程指令的实际运用。
1.4教学策略
1) 以学生感兴趣的国际象棋和酒杯作为课程导入、知识讲授和演练的线索性要素,创设教学情境,激发学生的学习兴趣。
2) 充分利用多媒体设备及课程学习网站等资源,引入数控仿真软件,类比知识,降低学习难度,增强学生的自信心,提高学生的技能水平。
3) 采用先会后懂的方式,让学生运用仿真软件不断实践,培养自主学习的能力。
2教学设计过程
授课前,教师将学习任务书、教学课件及相关视频上传至校园网数字空间以便于学生课前预习。同时,教师还要准备教学课件、学习任务书、仿真软件、教学视频及评价表等。
2.1任务引入
播放国际象棋的视频片段,展示上一届学生的设计及加工作品,引出学习任务——国际象棋的加工,如图1所示。
2.2任务实施
任务实施是知识学习和技能培养的重要环节。按照零件的加工流程,将学习任务分成工艺分析、编程及仿真两个阶段。

2.2.1工艺分析
综合运用所学知识分组讨论,针对图1进行工步划分,并选取合理的加工刀具和切削用量,完成如图2所示的数控加工工艺卡。教师强调注意刀具干涉等事项,并对学生进行过程考核。

项目仿形车削循环(G73)系统FANUC0iT材料45装夹定位简图程序名称O0001切削用量工序号工步工步内容刀具主轴转速/(r/min)进给速度/(mm/min)背吃刀量/mm11如简图装夹工件,35°尖头外圆车刀粗加工工件右端,长度90mmT0101800/1200120/801/0.252用切断刀切断工件,并保证工件总长T0202300手轮当量0.013用45°外圆刀修去毛刺T0303500手轮当量0.01
图2数控加工工艺卡(参考工艺)[3]
2.2.2编程及仿真
1) 让学生用G71指令对图1进行编程并仿真。软件报警提示:零件轮廓非单调变化。引导学生发现,外形非单调变化零件不能用G71指令加工。
2) 指导学生修改程序,将G71指令改成G73指令,并修改格式中U和R的数值,得到正确的仿真结果。学生体验到成功的乐趣,激起学习欲望[4]。
3) 利用投影给出G71指令和G73指令的标准格式,如表1所示,对比参数,重点讲解U和R,随后给出计算公式,通过实例计算U和R。为了让学生即学即用,要求他们独立完成如图3所示的酒杯图纸的工艺分析及编程加工。
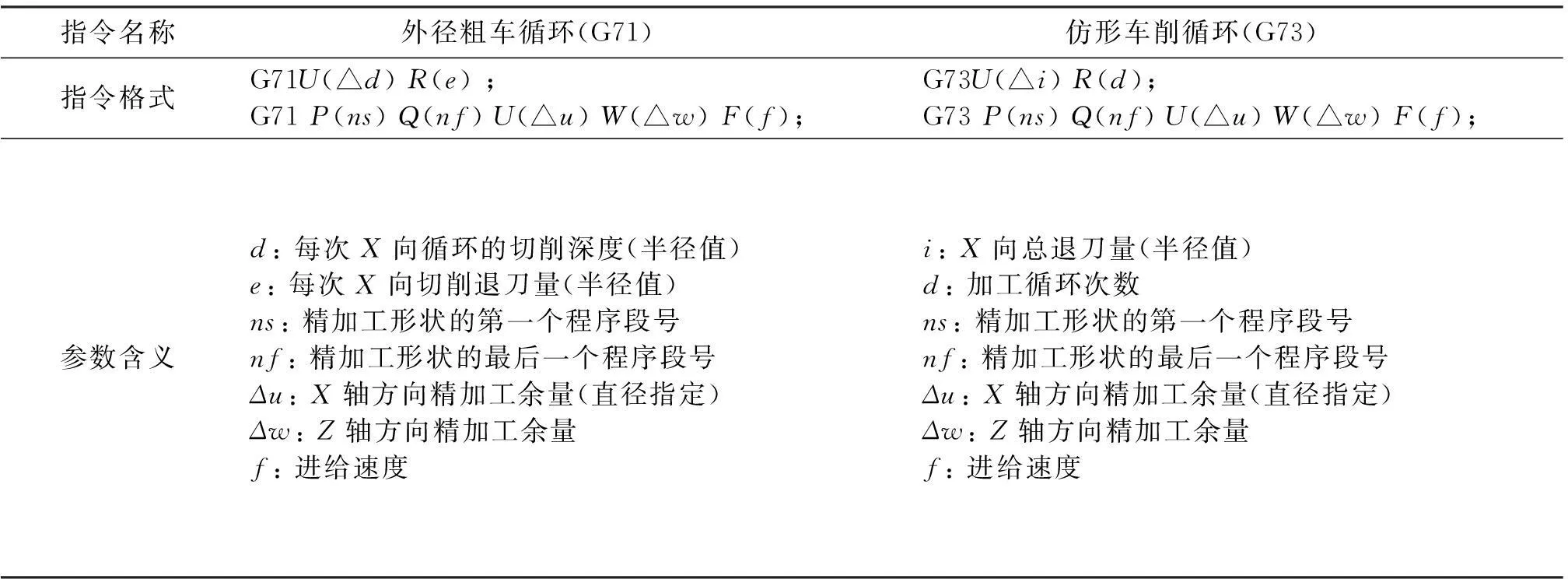
表1 G71指令和G73指令标准格式[5]

图3酒杯加工图
2.3任务提升
播放两组仿真视频,详见图4,图5,再次类比G73指令与G71指令,帮助学生梳理两者之间的关系,找出各自的优缺点。

图4 视频1

图5 视频2
学生通过观看视频发现,零件外形呈现单调变化特征时,G71指令和G73指令均可以进行加工,但G71加工效率更高;零件外形非单调变化时,只能用G73指令进行加工。最后,师生共同总结G71指令和G73指令的应用场合。
2.4任务总结与评价
在任务考核表中设置多个考核项目,实现过程性评价[6]。学生将自己在学习中遇到的问题和解决的方法记录到学习任务书中,并针对自己的每个学习环节给予恰当评价。教师依据各小组的积分评选优胜小组并进行表彰。
3结束语
理性审视教材,对教材进行深入的分析,充分利用数控仿真软件,并辅以信息化手段教学,可以取得较好的教学效果。
参考文献:
[1] 沈晖.解读“五课”教研和“两课”评比[J].教育教学论坛,2014(35):168-169.
[2] 汪霞.对教学设计问题的几点思考[J].教育探索,2004(12):29-31.
[3] 杨建明.数控加工工艺与编程[M].北京:北京理工大学出版社,2014:109-112.
[4] 李福运.封闭切削循环指令G73的应用与研究[J].南方金属,2013(12):52-54.
[5] 张萍.数控加工工艺与编程[M].北京:北京理工大学出版社,2015:93-94.
[6] 范月圆,李玉兰,刘华勇.《分压式偏置共射放大电路》教学设计[J].镇江高专学报,2015,28(3):103-105.
〔责任编辑: 卢蕊〕
Teaching design of Copying Turning Circulation
SHI Yinhua
(Electrical and Mechanical Engineering Department, Zhenjiang Branch of Jiangsu Combined Higher Vocational College, Zhenjiang 212016, China)
Abstract:Taking Copying Turning Circulation in the NC machining process and programming course as an example, this paper analyzes the teaching design background and the design process. Comprehensive comparison of the similarities and differences of G71, G73 programming instruction format and the corresponding tool path trajectory is made through the swansoft CNC simulator so that students can quickly grasp the key points of learning tasks and achieve better teaching effect.
Key words:teaching design; G73 instruction; G71 instruction
收稿日期:2015-12-10
作者简介:史银花(1984—),女,江苏盐城人,讲师,硕士,主要从事数控加工研究。
中图分类号:G642.41
文献标志码:B
文章编号:1008-8148(2016)02-0091-03