CENTAC压缩机效率分析及修复对策
2016-07-18陈法祥
陈法祥
(中国石化仪征化纤有限责任公司PTA生产中心,江苏仪征 211900)
设备改造
CENTAC压缩机效率分析及修复对策
陈法祥
(中国石化仪征化纤有限责任公司PTA生产中心,江苏仪征211900)
摘要:CENTAC空气压缩机的主要作用是为氧化反应器提供反应所需要的氧气,该压缩机长期在PTA装置环境下(酸性、粉尘)运行,空压机的叶轮、扩压器以及叶轮背板被腐蚀及冲刷磨损严重,导致这些过流部件使用寿命较短,压缩机的效率下降严重,仅为原设计能力的70%左右。笔者分析PTA装置空压机的各项故障及设备效率严重降低的原因,对比了原有空压机的设计思想、依据及标准等,找出其优点和不足,针对PTA空压机原有设计所存在的缺陷,通过新技术、新材料进行修复解决,实现空压机的长周期稳定运行。
关键词:空压机恢复性能
离心式压缩机是透平式压缩机的一种。它除了用于压缩空气外,还可用来压缩和输送化工生产中的多种气体。离心压缩机由于其处理量大、体积小、结构简单、运转平稳、维修方便等特点,在石化行业得到广泛使用。
CENTAC空压机为齿轮式多轴离心式压缩机,该机型主要由动力机驱动大齿轮,再由大齿轮带动小齿轮轴,每根小齿轮轴上分别有一叶轮。由于每根小齿轮轴的转速不同,多轴压缩机可以实现叶轮与转速的良好匹配,能获得较高的单级压缩比。CENTAC压缩机组系1998年装置增容时投用,共A和B两台,其作用是为了解决增容后原大空压机组空气供给能力不足的问题,与原空压机并联运行,以下简称小空压机。其性能参数见表1及表2。
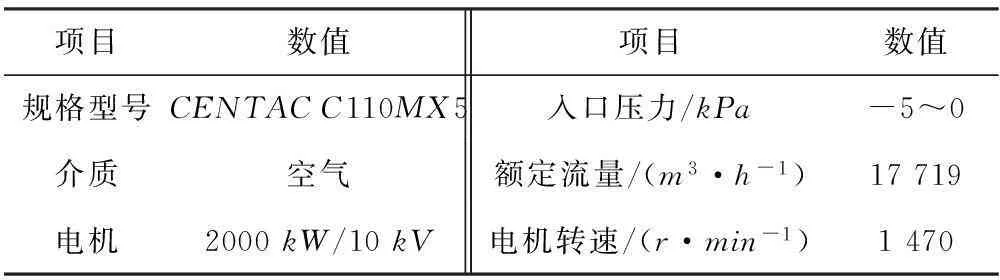
表1 CENTAC空压机性能参数表

表2 CENTAC空压机齿轮及叶轮参数
1工作流程及运行状况
1.1工作流程
压缩机工作流程:空气→空气过滤器→入口调节阀→第一级压缩→扩压器→第一级中冷器→除雾器→第二级压缩→(依次类推)→第五级压缩→扩压器→氧化反应器或排空,如图1所示。

图1 空压机组装配及主要零部件示意图
1.2运行状况
近年来,两台小空压机性能呈下降趋势,两台小空压机夏季气体的入口总流量2007年为32.8t/h,2008年为28.4t/h,2009为25.1t/h,同比下降了13.4%和11.6%。而B台较A台的能力更低,即使在冬季运行状况也不理想,入口气体流量从19.67t/h下降到12.98t/h,效率仅为设计流量的69.85%,其间虽然对部分中冷器和转子进行了清洗和更换,但流量下降的趋势未能得到有效的遏制,如图2所示。
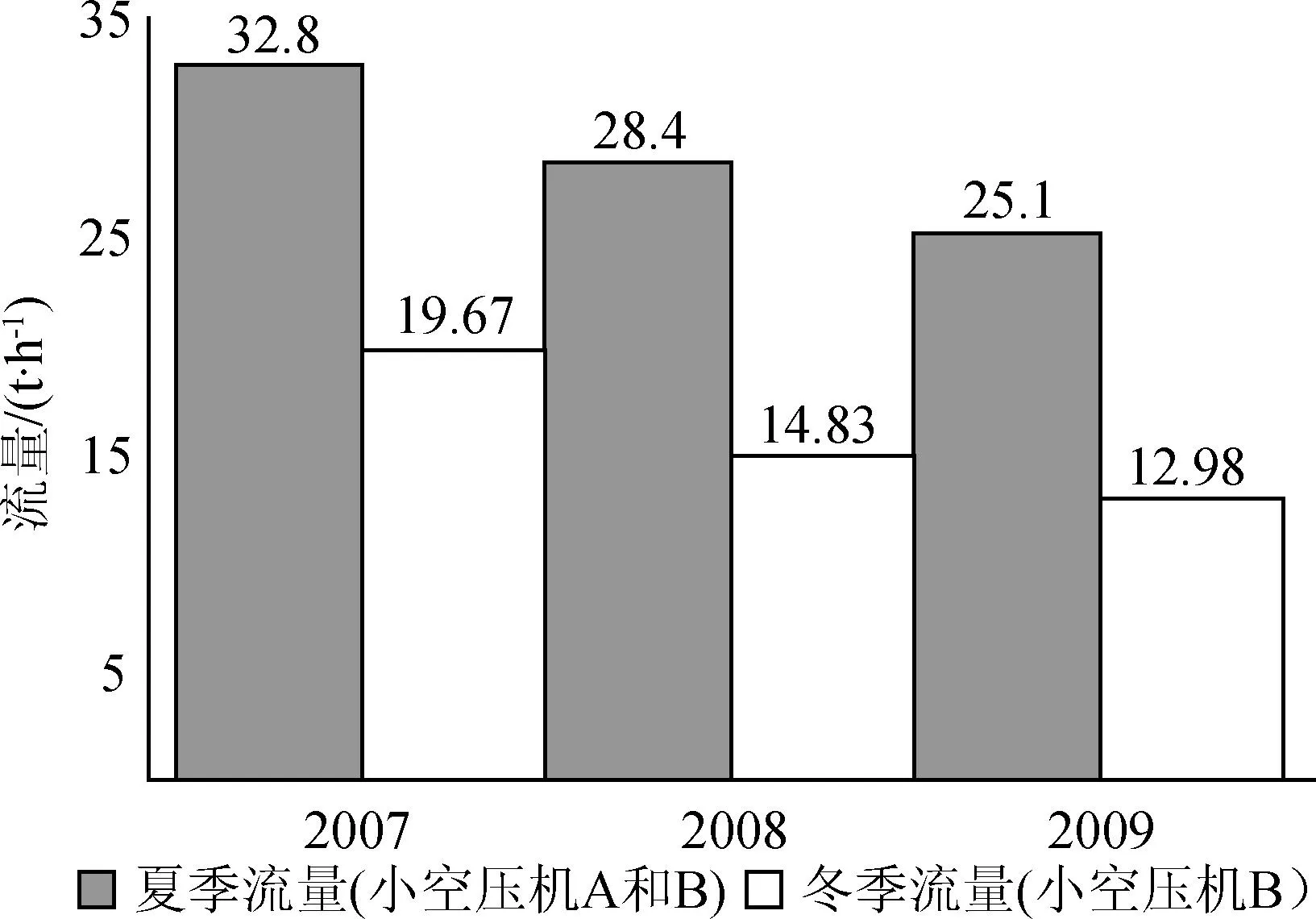
图2 小空压机单台及双台三年流量分布图
2压缩机效率降低原因分析
从小空压机台解体检修的过程中,发现机组存在以下情况:
情况一:除第一级叶轮情况稍好外,压缩机其它各级叶轮均存在流量角磨尖现象,如图3所示,以第三、第四级最为严重。
分析:叶轮除了被含有酸性成分的空气腐蚀,扩压器腐蚀后表面脱落的粉末及中间连接管(碳钢)有大量的铁锈粉末,随气流冲刷叶轮并引起叶轮的棱角磨损,气流进入叶轮的进口角和出口角发生较大的变化。同时叶轮与扩压器的配合间隙也随之加大,无用功增加,表现在流量不足,电流下降。

图3 小空压机叶轮腐蚀状况图
情况二:第三、四级叶轮背板、扩压器腐蚀严重,叶轮与型环的间隙超标,叶轮背板也发生变形,如图4所示。
分析:由于小空压机的空气中含有一定的酸性成分,腐蚀了扩压器及导流片(铸造铝合金),加上铝合金强度相对较低,长期被强气流冲刷导致冲刷磨损,使扩压器进气流道曲面和叶轮曲面的配合间隙逐步加大,超过间隙标准,导致空压机叶轮做功后压力损失加大,引起气体流量严重减小。

图4 小空压机扩压器腐蚀状况图
情况三:中冷器堵塞较为严重,约有10%已经堵塞,如图5所示。通常情况下,超过5%厂家就建议清洗或更换。
分析:空压机组共有四个中冷器,由于列管间排列紧凑,采用的是螺旋式内翅片管,在热空气作用下,壳程中的钙离子和碳酸根离子形成碳酸钙垢层,影响了中冷器的换热效果。管程中因设备本体腐蚀的大量铁屑堵塞翅片管,导致翅片管流道减小,影响了空压机的空气流量。

图5 小空压机中冷器堵塞状况图
3机组供气能力评价
根据专业厂家的评价报告,该压缩机如需恢复原设计能力,需对压缩机的主要部件(叶轮、扩压器、背板、中冷器等)进行更换,单台检修及备件费用约为512万元,过于昂贵。但考虑到夏天空气温度高、密度低,空压机的吸入能力和出气能力方面会进一步下降,现有流量能否满足工艺要求,需对空压机的出气能力与工艺需求进行评估。
3.1氧量需求情况
装置生产过程中氧化反应器对空气的需求量为3 600t/天,即每小时需要150t的空气供给量。空气主要来源于自然空气和富氧(约2 000m3/h),经大空压机和小空压机(A/B)压缩后供给氧化反应器。按夏季空气含氧量为21%计算,即每小时所需氧气量为:150×0.21=31.5t。
3.2氧量供给情况
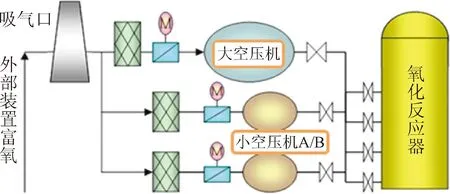
图6 空压机及富氧供给工艺图
空压机及富氧供给工艺如图6所示。大空压机流量为93 000~98 000m3/h(出口干气流量)。小空压机由于叶轮腐蚀及扩压器磨损等原因,出口流量维持在设计流量的70%左右,如表3所示。
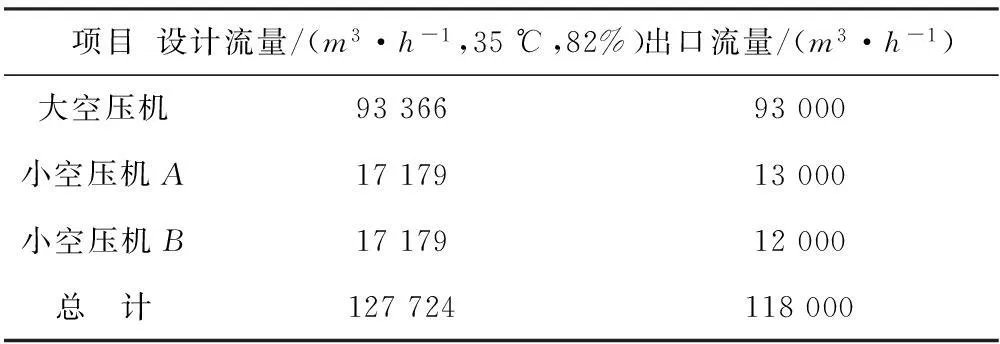
表3 三台压缩机设计流量和实际流量比照表
由于空气的密度与温度有很大的关系,参考理想气体状态方程式公式[1]:

3.2.1第一种情况:维持现状,且无富氧供应
夏季:空气温度高、密度低,空压机无论从吸入能力和出气能力方面都有所下降,三台空压机的供氧量约为(93 000+12 000+13 000)×1.2×0.21=29 736(kg/h),与31.5t/h至少有1.764t的缺口。
冬季:由于空气气温低且密度的提高,大空压机的输出流量最大可达到98 000m3/h,三台空压机供氧量约为(98 000+12 000+13 000)×1.3×0.21=33 579(kg/h),可有2.079t/h的富余空间。
3.2.2第二种情况:维持现状,有2 000m3/h的富氧供应
冬季:大空压机最高可达98 000m3/h的供应量,如再加一台小空压机13 000m3/h。空压机的空气含氧量约为:

二台空压机最大供给量可达到:
(98 000+13 000)×1.3×0.226=32 612(kg/h),可以满足31.5t/h的需求量。
3.2.3第三种情况:有2 000m3/h的富氧,修复1台小空压机流量达到设计值的90%
夏季:当富氧的供给量达到2 000m3/h时,大空压机和一台修复的小空压机输出的总流量为:
93 000+17 179×0.9=108 461(m3/h)。
系统中空气的含氧量约为:

二台空压机的供氧量为:
(93 000+15 461)×1.2×0.2242=29 180(kg/h),不能满足31.5t/h要求,必须开三台空压机。
3.2.4第四种情况:无富氧供应,修复1台小空压机流量达到设计值的90%
夏季:三台空压机的供氧量为
(93 000+15 461+13 000)×1.2×0.21=30 608(kg/h),与31.5t/h的需求量相近,但仍不能达到平均用量。
综上所述:夏季,在有富氧的情况下,三台空压机都必须运行,才能满足装置的负荷要求。如果空分装置故障不能提供富氧,即出现上述第四种情况,三台空压机必须全部运行,且其中一台小空压机的流量达到设计值的90%,勉强满足装置的负荷要求。因此,必须对小空压机进行检修,且其修后流量达到设计值90%以上,方能满足第四种情况下的负荷要求。
4压缩机低碳修复策略
过去的几十年,按照传统的检修方式,对于齿轮式多轴离心压缩机的检修,绝大多数依靠更换零部件的方法达到恢复使用性能的目的。注重资源节约和合理利用是时代对低碳检修的基本要求。再制造技术就是一种支持可持续发展的技术,是对设备的整体、部分、零件,或者材料进行再循环利用的系统工程。再循环就是利用原有零部件再成型,包括对设备整体或者部件的修复,使之重新恢复原有精度和性能,达到环境污染最少、资源利用率最高、投入费用最少的目的。由于叶轮和扩压器的失效是造成压缩机性能降低的主要原因,而磨损又是叶轮和扩压器失效的主要形式,如何使原叶轮和扩压器发挥作用,需从结构上加以分析。
4.1叶轮
美国英格索兰公司生产的CENTACC110MX5机型的叶轮为三元叶轮,其设计理论应是采用的CFD(计算流体力学)软件设计,该软件采用完全N-S方程解法,对流体内部定常、非定常,可压缩、不可压缩紊流流动进行高精度数值分析。通过对三维流场数值的模拟,对叶轮流道回转面的总压分布、叶轮回转面的相对压力分布和叶轮流道横截面的绝对马赫数分布进行分析而设计成型[2]。虽然叶轮的外径及轮角出现磨损,但叶轮的基本尺寸及流道未形成破坏,从理论上来分析,完全可以通过焊接手段复原其被磨损部分,再通过机械加工的方法恢复其外形尺寸。
4.2扩压器
本机组的扩压器材质为铝合金,其磨损面主要是导流板及与叶轮相配的型线面,由于扩压器体积相对较大,磨损部分只是局部,从理论上来讲,可以通过将磨损部分挖去,重新嵌入导流片和型环,将其尺寸恢复如图7所示。
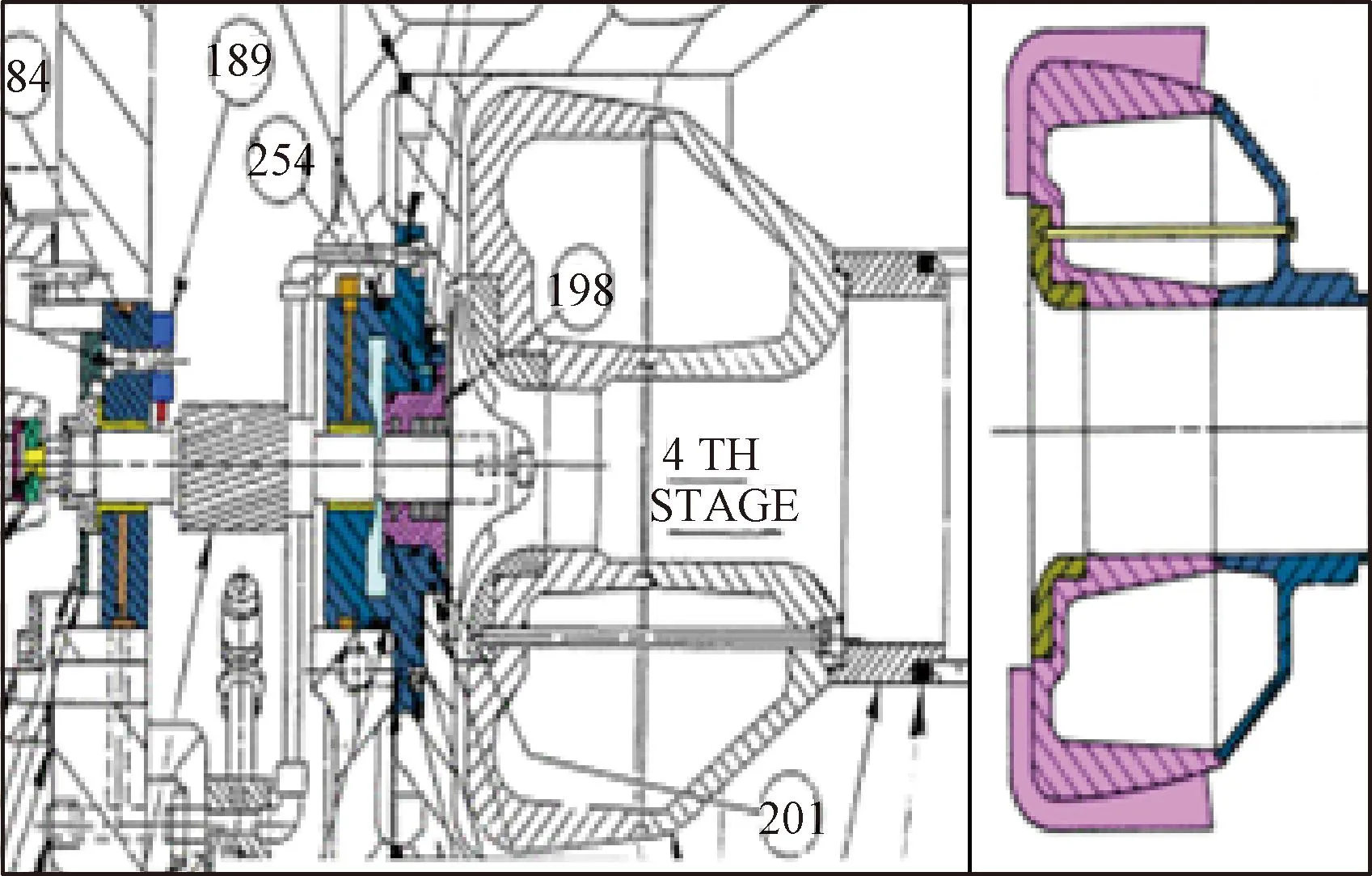
图7 第一级叶轮装配图及扩压器嵌型面示意图
4.3修复方案
根据对众多压缩机使用单位和压缩机修复单位的调研,最终确定对小空压机B台实施性能回复性检修。仪化公司与检修单位就CENTAC离心压缩机叶轮和扩压器的修复方案进行了多次研讨和论证,确定了最终检修方案。
4.3.1叶轮修复对策
首先,通过3D检测叶轮与扩压器的曲线贴合情况,对检测数据进行分析研究,确定需补焊的主要部位。其次,对各级叶轮进行三维检测,建立修复部位的三维模型并做逆向分析,以期恢复原有尺寸。再次,对叶轮材质进行分析,选用激光仿形熔覆技术,恢复叶轮磨损尺寸,同时保证恢复部分抗拉强度不小于原来强度的90%。在加工过程中注意控制温升在80 ℃以内。对熔覆部分进行探伤检测,保证没有气孔、夹砂及裂纹。最后,对成型后的叶轮进行全面检测,包括尺寸精度和熔焊质量情况;对整体转子进行动平衡校验,校验精度达到G0.4以上。叶轮修复前后情况如图8所示。

图8 叶轮修复前后比照图
4.3.2扩压器修复对策
(1) 将铸铝材质扩压器磨损部分切除,根据3D检测叶轮的线型尺寸,加工扩压器的型环部分,材质改用SS304。采用过盈配合,将加工件镶嵌到扩压器基体上,并且用螺钉从背面紧固保护,确保两部分连接可靠,如图9所示。

图9 第一级扩压器修复前后比照图
(2) 将第二级、第三级扩压器进气流道曲面和导流片整体切除,根据3D检测叶轮的线型尺寸,用304材料整体加工第二级、第三级扩压器进气流道曲面和导流片,将加工好的部件分别镶嵌到铸铝基体上,并且用螺钉从背面紧固保护,确保两部分连接可靠。
(3) 第四级及第五级导流片与背板相连,因为变形量较大,直接加工更换,如图10所示。

图10 第四、五级背板修复前后比照图
5实际效果
修复回装后,出口流量计显示小空压机B台的出口流量为14 500m3/h(干气流量)。显然该流量明显高于检修前的流量值,但该流量是否达到检修合同的考核要求,现计算如下。
5.1机组技术资料中相关参数[3]

表4 CENTAC空压机入口气体参数
5.2入口空气标准流量

P1为设计压力,V1为设计流量,T1为设计温度,P0为标压,V0为标态下的流量,T0为标态的温度。
5.3干气量计算
因入口流量中含水蒸汽的流量,需将其算成干气流量,计算公式为:
RH为相对湿度(82%),P1为空气中实际所含水蒸汽分压,P2为同温度下饱和水蒸汽分压,V1为水蒸汽体积流量,V0为标态下的流量,V2为干空气体积流量。
查表[4]得:35 ℃下饱和水蒸汽分压为5 623.81Pa。
P1=RH×P2=82%×5 623.81=4 611.5(Pa)
V2=V0-V1=15 039-705.8=14 333.2(m3/h)
5.4检修后效率
小空压机B台检修后流量计的流量显示为13 939m3/h,而设计流量17 719m3/h(入口)折算成出口流量为14 333.2m3/h,故修复后的流量值为设计值的97.2%。
6结束语
总体来说,本次小空压机的检修取得了预期的效果。检修后,小空压机B台的出口流量达到设计流量的97.2%,提升了约27个百分点。再制造技术的应用,节约修理费约332万元,不但为低碳检修带来了可观的经济效益,而且还有很好的社会效益,为今后处理类似的设备缺陷拓宽了思路,积累了经验。当然,叶轮的焊接也带来强度的部分削弱,这将依赖于焊材和焊接工艺的技术进步逐步加以改进。
参考文献:
[1]陈敏恒.化工原理(上)[M].北京:化学工业出版社,2000:121-124.
[2]吴德荣.化工工艺设计手册(上)[M].北京:化学工业出版社,2009:978-987.
[3]崔高峰,陈玉春,郑志明.离心式压缩机组特性研究[J].石油化工设备,2008,37(3):13-15.
[4]顾永泉.石油化工用离心式压缩机的效率及选取[J].华东石油学院学报,1981(2):61-70.
Efficiency analysis and reparation for CENTAC air compressors
ChenFaxiang
(PTA Production Center of Sinopec Yizheng Chemical Fibre L.L.C.,Yizheng Jiangsu 211900,China)
Abstract:The CENTAC air compressor was used to provide oxygen for the oxidation reactor. In PTA devices, the compressors had to work for a long term in an environment with acid gas and dust, leading to both serious corrosion of diffuser pressure devices and erosion wear of impeller backplanes, which made a short life and a serious efficiency decline for the compressor with only about 70% of its original design capacity. With a better understanding of the original air compressor design ideas, basis and standards, etc, causes of troubles and factors of efficiency decline were discussed for the compressors in PTA devices, and new technology and novel materials were used for compressor reparation to realize its long-term-stable operation.
Key words:air compressor; reparation; performance
收稿日期:2016-04-18
作者简介:陈法祥(1978-),江苏盐城人,工程师,主要从事PTA装置设备技术及管理工作。
中图分类号:TH16
文献标识码:B
文章编号:1006-334X(2016)02-0047-05