低密度高强度炭材料的制备研究
2016-07-14夏金童王双赵海霞赵庆才赵敬利
夏金童 王双 赵海霞++赵庆才++赵敬利++李允柱+刘奉来
摘要:以活化石油焦粉为原料,煤沥青为粘结剂,在不同成型压力和保压时间下制备的生坯样品并焙烧,成功制得高强度炭材料.对样品进行力学性能检测以及SEM,TGDTA,XRD分析,并阐明了活化原料与粘结剂相互作用机理.试验结果表明,随着保压时间和成型压力的增加,生坯体密及焙烧品性能都有所提升.在保压时间为20 min,成型压力为200 MPa时,焙烧后样品体积密度为1.54 g/cm3,抗压强度119 MPa,抗折强度61 MPa,各项性能均优于未活化石油焦粉原料所制样品.
关键词:活化;石油焦粉;高强度;成型压力;保压时间
中图分类号:TM242 文献标识码:A
炭石墨材料具有许多优异的性能,如导热导电性好、耐摩擦性能优异、模量高等[1].其中,高密度高强度炭材料因密度高、强度大、高温耐磨的特性而在国防工业、航空航天、新型能源、工业生产、日常生活等众多领域中显示出重要性和特殊地位[2].一般而言当密度达到1.70 g/cm3,抗压强度达到60 MPa以上即可认为属于高密高强炭石墨材料的范畴[3].目前,对高密度高强度炭材料的研究热点层出不穷[4].
国内外炭石墨材料领域制备高密高强度炭材料需要多次浸渍与焙烧,工艺复杂,周期长,生产成本高.本研究以活化石油焦粉为原料制备低密度高强炭材料,制备工艺简单,只需一次焙烧,无需浸渍,所制样品密度较低,生产周期仅为常规高密高强炭材料的1/3,大大节约了生产成本.对材料而言,高强度一般对应着高密度,这是材料的固有性质,但密度高,炭材料的膨胀系数一般也会增加,使材料抗热震性能变差[5-6].本研究制备的低密度高强度炭材料由于具有比较低的密度能更好地应用于温度变化剧烈、热应力大的苛刻场合.
为了降低成本,缩短工艺,同时提高性能,本研究从原料、配方、工艺条件等多方面进行探讨,试制比常规高密度高强度炭材料密度低10%,强度高10%的低密高强炭材料.
1实验
1.1原料
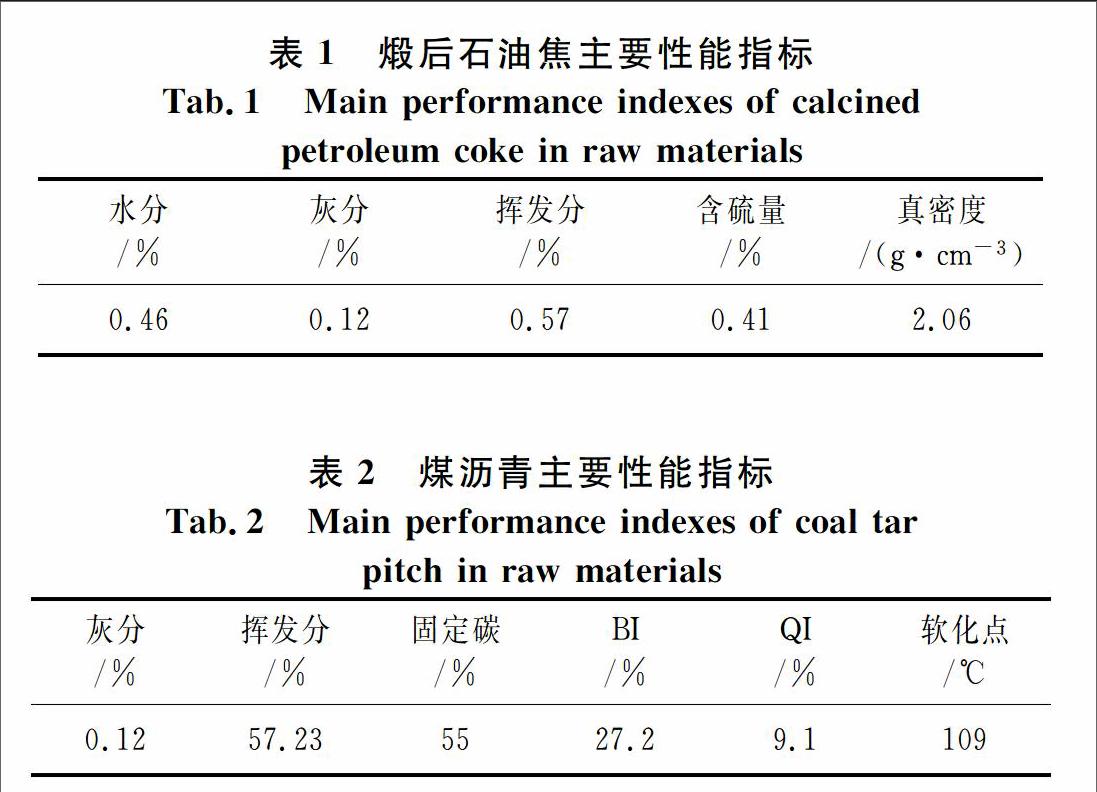
实验用主要原料为:A酸,质量分数65%;煅后石油焦,主要性能指标见表1;煤沥青,主要性能指标见表2(其中软化点用环球法测得).
1.2工艺流程
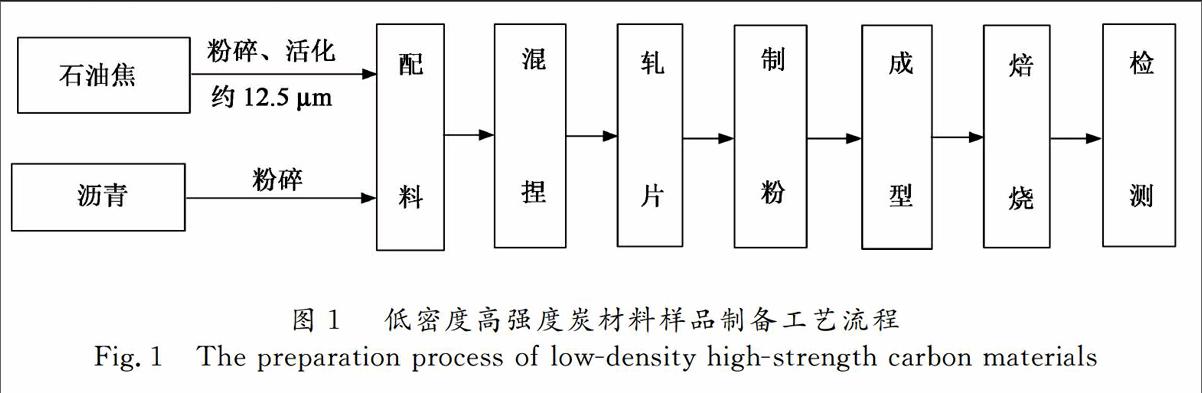
样品制备的工艺流程如图1所示.
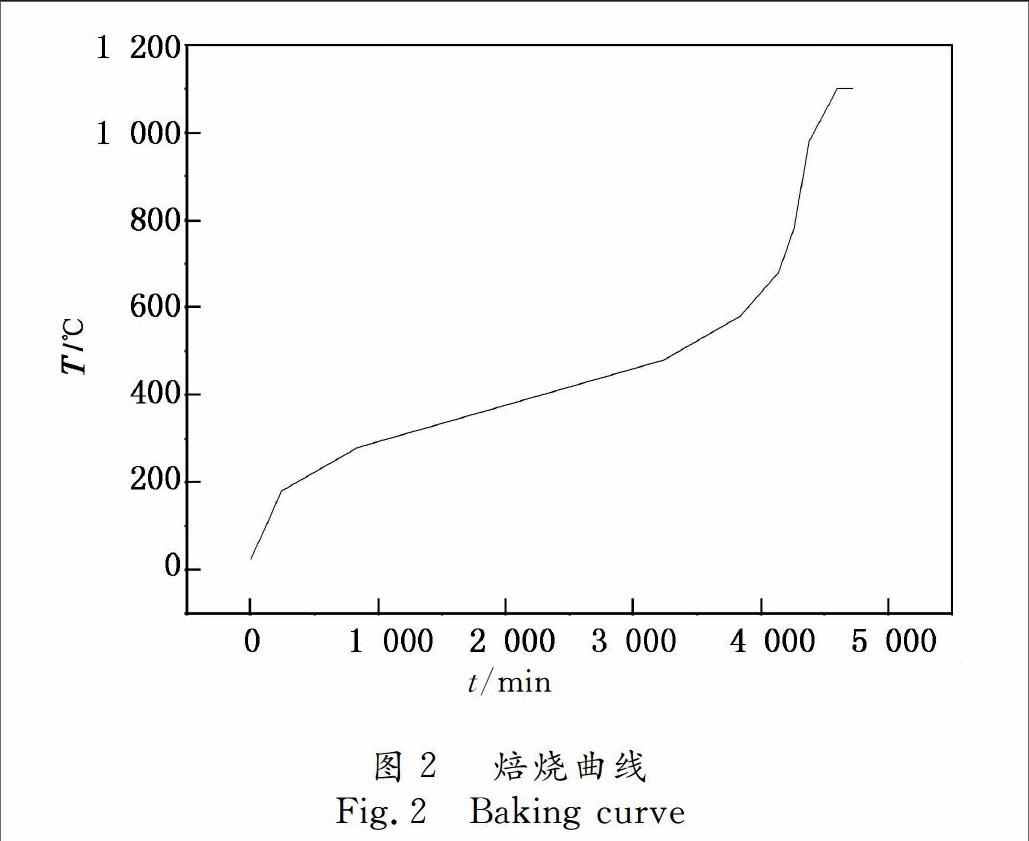
将石油焦粉碎至约12.5 μm,置于质量分数10%的A酸溶液中(以65%浓度A酸与蒸馏水配制而成)浸泡5 h,然后洗涤至pH约等于7,最后烘干.烘干后的细粉干料与破碎后的改质煤沥青进行配料、混捏,并连续轧片3次再粉碎至75 μm以下,制成二次料粉.将二次料粉装入16 mm×80 mm×60 mm的钢制模具中,用液压机分别施以100,150,200 MPa不同的成型压力,并分别保压5,10,20 min制成样品生坯,装炉后按图2升温曲线进行焙烧.
1.3测试分析
密度测试:镀铬游标卡尺,精确度0.02 mm;电子天平,精确度0.001 g,以质量除以体积计算密度.抗压强度、抗折强度测试:WE100型液压万能试验机,广州试验仪器厂.肖氏硬度测量:HS19A肖氏硬度计,山东莱州市试验机总厂.SEM:FEIQuanta 200环境扫描电子显微镜,美国FEI公司.TGDTA: (SEIKO)TG/DTA7300热重分析仪,日本精工(升温速度10 ℃/min,1 000 ℃,保温10 min,气氛:空气).XRD:D8 ADVANCE X射线衍射仪,德国布鲁克公司(Cu靶kα线,λ=0.154 18 nm,扫描速度,4°/min).
2结果与讨论
2.1成型压力对样品性能的影响
表3中列出了在不同成型压力和保压时间下各样品的性能.可以看出,在保压时间一定的情况下,生坯的体积密度随着成型压力的增大而增大,当保压时间为20 min,成型压力为200 MPa时,各项性能指标均为最好,生坯密度达到最大值为1.68 g/cm3,焙烧品密度1.54 g/cm3.这是因为在二次料粉压制时,随着压力的增加,其“桥架”破坏,拱桥效应消失,颗粒重排,坯料中大量孔隙被填充,压坯密度提高很快(线性增长).当坯料中孔隙基本填充后,颗粒彼此相切,继续增加压力,粉末体发生弹性和塑性形变,甚至断裂,粉末颗粒逐渐密实,体积密度增大.在分别保压5,10,20 min下,成型压力从150 MPa增大到200 MPa时,生坯体积密度分别增加了1.25%,1.82%和0.60% ,而由100 MPa增大到150 MPa时增长量分别为2.56%,2.50%和2.45%.这是因为炭质粉体在被压到一定程度后,内部阻力增大,塑性形变更难,虽然压力继续增长,但密度增长不如以前明显[7-8].而生坯密度对焙烧品密度有很大影响,在相同条件下,生坯致密度越高颗粒间距越小,焙烧时所需克服的传质势垒也更小,传质更容易进行.而且随着密度的增加,粘结剂沥青在结焦时挥发分逸出速度减缓,在原料表面接触时间增长,沥青析焦量增加,密度更大.
炭素材料的断裂一般是由于材料潜在裂纹扩展蔓延而引起的脆性反应,在断裂过程中几乎没有塑性变形,因此在受到外力作用时易在裂纹尖端形成应力集中,由于没有塑性变形,集中的应力是以裂纹的增殖和扩展形成新的表面来释放,导致在较低的应力下发生断裂[9].当成型压力在200 MPa,保压时间为20 min时,样品抗压强度和抗折强度达到最大值为119 MPa和61 MPa,肖氏硬度达到最大值为79.成型压力的增大使得生坯密度增加,干料、粘结剂的结合更加紧密,焙烧时传质与致密化进行得更加充分,样品需要在更大的外部压力驱使下才能发生断裂与破碎.所以成型压力越高,制得的坯体密度越大,焙烧后样品的综合性能也越好.
2.2保压时间对样品性能的影响
从表3中可以看出,在成型压力一定时,生坯密度随着保压时间的增加而增加,在保压时间为20 min时达到最大值为1.68 g/cm3.随着时间的增加,粉料粒子间的充填性能,弛豫现象趋于稳定,粉末压制体内气体逸出时间充足,压力传递更加均匀,料粉颗粒间机械啮合和变形充分.但在气体逸出后虽继续保压,受粉体间内摩擦力和自身性能的影响,弛豫现象和料粉颗粒间的形变不可能一直增大[10],所以在成型压力分别为100,150和200 MPa下,保压时间从5 min增至10 min时的生坯密度的增量分别为2.56%,2.50%和3.09%,而由10 min增至20 min时密度增量分别仅为1.88%,1.83%和0.60%.
焙烧后样品的密度随保压时间变化规律和生坯变化规律一致.在焙烧过程中,粘结剂沥青焦化所形成的炭网格将骨料颗粒结合起来,构成一个具有一定机械强度的整体.致密的坯体使沥青分解出来的挥发物压缩在颗粒内部及颗粒间空隙,减慢了粘结剂沥青分解气体逸出速度,使得沥青析焦量提高,结焦炭得以形成坚固的网格[11-12].
从表3可以看出,当成型压力一定时,样品的抗压、抗折及肖氏硬度都随着保压时间的增长而增大.在保压时间为20 min时,达到最大值.保压时间的增长使得样品在成型时气体有足够的时间逸出,压实过程也更完善,焙烧更充分,样品的机械力学性能也更好.
2.3原料活化对样品性能的影响
在200 MPa成型压力,保压20 min时,活化石油焦粉与非活化石油焦粉所制样品的性能指标见表3.可以看出生坯体密相差不大,焙烧品体密前者稍大于后者,但抗压、抗折、肖氏硬度等性能指标,前者远大于后者.在保压20 min,成型压力200 MPa时,活化原料制样品的抗压、抗折强度值已达到119 MPa和61 MPa而非活化原料制样品仅为92 MPa和39 MPa.
炭材料的强度主要取决于焙烧时煤沥青所形成的粘结焦强度,焙烧时煤沥青析焦量越大,形成的炭网格越强劲,粘结焦强度就越高.而粘结剂是在与干料表面接触的情况下进行炭化的,因此不能忽视干料表面活性的影响.干料与粘结剂在热混捏过程中的相互作用机理如图3所示.对于活化原料而言,A酸氧化使得焦粒表面原本处于平衡势场状态的碳原子裸露,不再平衡,焦粒表面活性点增多,能更容易吸附较多的小分子组分,而这种吸附是键力更强的化学吸附而非微弱的范德华吸附.吸附小分子组分后,干料颗粒表面膨胀,根据相似相容原理,膨胀的干料颗粒外表面吸附粘结剂中其他组分.由于这些组分相对分子质量大,无法渗入干料颗粒中,因此颗粒被吸附的高分子碳氢化合物形成的外壳包覆起来,继而呈凝聚状结构.继续焙烧热处理,干料颗粒吸附的高分子碳氢化合物并没有解吸,而是形成具有延伸性的致密外壳,因此在加热时每个骨料颗粒像密闭的容器,在温度的作用下,吸附着的低分子碳氢化合物进行分子缔合,转变为高分子碳氢化合物.而由于原料被活化,干料中部分碳原子上产生的羟基和羧基也在此时开始与沥青中的组分发生缩聚反应,在焙烧中后期参与建立较多有序的由稠合苯环所构成的二维碳网层面群.
由上述分析可知,活化焦粉会对粘结剂中各组分进行有选择的化学吸附,表面所吸附的氧或碳的氧化物将促进煤沥青的脱氢缩聚,同时也促使干料表面和粘结剂交叉键的形成.因此,这种表面被活化的焦粉与沥青混合形成了一种新的物质,其既不是焦粉也不是沥青,而是一种高含碳的“胶料”. 这种原料成型时生坯内部结构更加均匀,焙烧时减少了制品易开裂的现象,提高了沥青析焦量,使得沥青焙烧形成的炭网格更加强固,两相炭之间的结合更加牢固和均匀,从而可以明显提高焙烧品的强度.
2.4微观形貌分析(SEM)
为了对比试验中各样品的差异,选取了活化原料在100,150和200 MPa下成型并保压20 min时所制焙烧品和未活化原料在200 MPa下成型,保压20 min时所制焙烧品的SEM图像进行分析,并分别命名(a)~(d).从图4中可以看出,(a),(d)图的结构最为疏松,孔隙较多,分布不均,有颗粒集中的现象;(b)图的结构较为密实,与(a)图相比孔隙减少,颗粒集中现象不再明显;(c)样品最为致密,孔隙最少,基本没有颗粒集中的现象.这也佐证了(c)样品的机械和力学性能最好而(a),(d)样品的最差.而且图中(d)样品的表面形貌较为粗糙,粘结剂的析焦不够均匀.
2.5热分析
一般炭素制品的氧化失重温度在400~650 ℃之间.图5 为c,d两样品的TGDTA图.从图中可以看出c,d两样品开始氧化失重温度分别在550 ℃和450 ℃左右,c样品的放热峰也有所推迟.这是因为c样品形成的碳网群落较多,黏结焦强固,原料和煤沥青间两相炭结合更牢靠,同时挥发分颗粒较好地填塞在干料空隙间,使样品不易与空气充分接触,从而具有更好的抗氧化性能.另外,在用A酸进行活化时,可能新引入形成了部分的新键,与C—C键相比,新键键能更大,更不容易断裂,从而导致样品c的放热峰比d高,氧化失重温度后移.还有,就样品密度而言c样品的密度稍大,其与氧气接触面小,需要较长的时间完成反应,这也导致c样品的失重温度较高.
T/℃
2.6XRD分析
图6为c,d 2样品的XRD图谱.由于2样品的焙烧温度均较低,仅为1 100 ℃,且未经石墨化处理,均为无定形碳结构,因此c,d样的XRD峰值均比较低,但相较而言c样峰值稍高.根据布拉格方程计算可知,c,d两样品的d002峰分别为0.346 0 nm和0.347 8 nm,与标准六方石墨的晶面间距0.335 4 nm有比较大的差距.因为在1 600 ℃以前无定形碳通过微晶增长向石墨的转化并不明显.而 c样品峰值较高、d002较小的原因可能是,活化处理后的干料焙烧时形成的干料焦可石墨化程度更高.另外,在焙烧时煤沥青粘结剂与活化原料的反应可能更有利于中间相小球体的产生、融并与长大,也提高了粘结剂焦的可石墨化程度.
2.7综合性能比较
本研究制备的低密度高强度炭材料与传统二浸三焙高强炭材料相比,只需要一次焙烧无需浸渍便达到高于传统高强度炭材料的性能指标;生产周期由传统工艺100 d以上缩短至30 d左右;样品兼具低密度和高强度,膨胀系数小,抗热震性能优异,为材料力学性能的进一步提高留下了更大的空间.总之,本研究制备的低密度高强度炭材料生产成本低,性能优异,用途更广泛,市场潜力更大.
3结论
1)二次粉料模压成型时,前期的成型压力和保压时间的增长对样品各项性能的影响更显著.
2)以10%浓度A酸活化石油焦原料,在混捏和焙烧过程中能较好地吸附粘结剂沥青中的相关组分并与之反应生成强劲的炭网格.
3)本研究制备的低密度高强度炭材料各项性能均优于常规高密度高强度炭材料,生产周期缩短为传统高密高强炭材料的1/3,节约了生产成本,并为低成本制备超高强度的炭材料奠定了坚实基础.
4)在保压时间为20 min,成型压力为200 MPa时,活化原料制焙烧品体积密度为1.54 g/cm3,抗压强度119 MPa,抗折强度61 MPa,各项性能均优于同等条件下未活化的原料所制的d样品,具备了低密度高强度炭材料的特征.
参考文献
[1]李春华,黄可龙,李效东,等.炭材料高温抗氧化研究进展[J].材料导报,2004,18(2):56-58.
LI Chunhua,HUANG Kelong,LI Xiaodong,et al.Progress in research on oxidation resistance of carbon materials at high temperature[J]. Materials Review, 2004,18(2):56-58. ( In Chinese )
[2]夏立博,陈建,李春林,等.超细粉制备高密高强炭素材料[J].炭素,2008(4):23-29.
XIA Libo , CHEN Jian, LI Chunlin,et al.Highdensity highintensity carbon materials prepared by using ulterafine powder[J]. Carbon,2008(4):23-29. (In Chinese )
[3]许斌,王金铎.炭材料生产技术600问[M].北京:冶金工业出版社,2006:50-51.
XU Bin,WANG Jinduo.600 questions on production techniques of carbon materials[M]. Beijing : Metallurgy Industral Press,2006:50-51. ( In Chinese )
[4]MACKINNON A J,MEEZANN B,ROSS J S,et al. Highdensity carbon ablator experiments on the national ignition facility[J]. Physics of Plasmas, 2014,21(5):1-11.
[5]SOSHKIN G S, RUTKOVSKII A L, SOSHKIN S V.Development of a control system for roasting carbongraphite materials based on modeling quality characteristics of roasted products[J].Automation of Production Processes,2011,52(5):457-461.
[6]LOG T,MELAS J, LARSEN B. Technique for determining thermal shock resistance of carbon materials[J].Carbon,1993,31(6):931-936.
[7]SHTERN M B. Densitypressure dependence and density distribution during powder pressing[J].Powder Metallurgy and Metal Ceramics, 2014,53(3/4):139-142.
[8]SAMODUROVA M N, BARKOV L A, MYMRIN S A,et al. Powder compaction phenomenology for composite materials based on tungsten and carbon[J]. Metallurgist, 2014,57(9/10):935-943.
[9]蒋文忠.炭素工艺学[M].北京:冶金工业出版社,2009:500-501.
JIANG Wenzhong.Carbon materials technology[M]. Beijing: Metallurgy Industral Press,2009:500-501. (In Chinese)
[10]胡建华,尚会森,程呈,等.金属粉末压制成形理论与工艺进展[J].材料热处理技术,2012,41(20):45-48.
HU Jianhua, SHANG Huisen, CHENG Cheng,et al.Research progress of metal powder compression theory and technology[J].Material & Heat Treatment,2012,41(20):45-48.(In Chinese)
[11]宋永忠,翟更太,史景利,等.中间相沥青制备高密度高强度炭/石墨材料[J].无机材料学报,2008,23(3):519-524.
SONG Yongzhong, ZHAI Gengtai, SHI Jingli,et al.Carbon materials of high density and strength prepared from oxidized mesophase pitch grains[J].Journal of Inorganic Materials,2008,23(3):519-524. (In Chinese)
[12]FANG Mingdar, JOW Jiinjiang,YEH Yuheng,et al.Improving the sintering behavior of mesocarbon microbeads for the manufacture of high quality carbon products using a joint promoter comprising carbon[J].Materials Chemistry and Physics,2015,149/150:400-404.
