数字量与模拟量在工装设计与制造中的应用
2016-07-09孙丽华
李 涛 孙丽华
(1.沈阳飞机工业(集团)有限公司工装设计所,辽宁 沈阳 110850;2.辽宁经济管理干部学院,辽宁 沈阳 110122)
在飞机制造行业中,有两种方法保证互换协调:模拟量传递和数字量传递。随着近年来航空业不断发展壮大,新机型要求快速研制生产以占领市场,就要求工艺装备的设计制造周期相应缩短,因此数字化传递技术在我公司军民机科研生产中得到了广泛的应用。
一、模拟量装配的数字化制造和安装
1.某机型架外工装结构特
对于某些装配工装的制造与安装,设计的初始想法并未打算应用计算机辅助测量系统来安装,而图纸中给出的只是零、部件间的相对尺寸关系。但有些工装的零、部件间的相对尺寸是很长的,而且装配基准在实际安装制造中并不是很理想,这给工装的装配带来很大困难。最重要的是安装后型架装配精度很难保证设计给出的理论数据,对于检验验收也提出了很大的挑战,而且在后续的检修、返修中也留下了一定的难度。下图(图1)所示为某型飞机架外2号工装装配示意图,通过查看图纸分析得出该装配工装有以下四个特点:
①四个交点定位器的连接底座重量大、尺寸高,人工调整困难。
②四个交点定位器相对位置比较远,装配后要求安装尺寸精度高。
③如果利用传统的水平仪、经纬仪等仪器安装该型架,需要的二类工具较多、尺寸长因而引入的装配误差的概率就会相应增大。其中最关键的问题是装配后精度低、安装周期长、需要人力成本极高。
④对测量人员的操作水平要求很高。
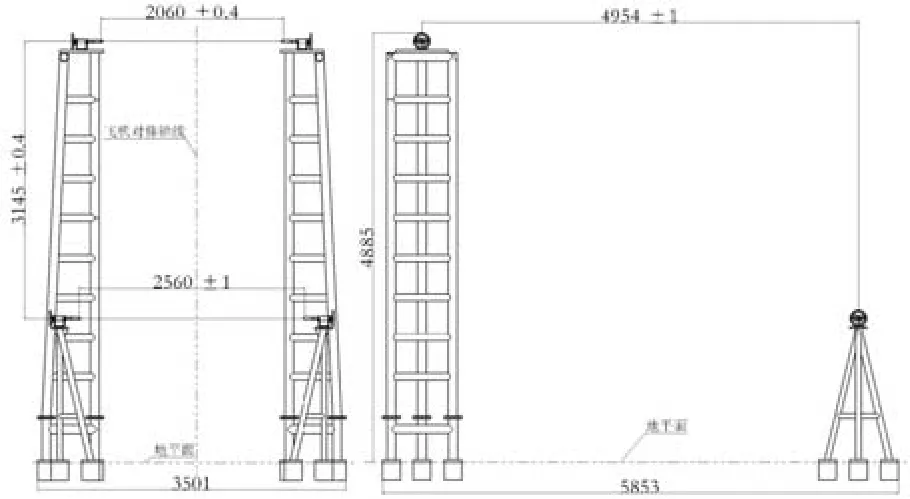
图1 某型飞机架外2号工装装配示意图
2.装配安装方案
基于以上问题的出现,为了能够按时保质保量的完成该工装的制造任务,根据以往的工装装配制造经验,结合激光跟踪仪的本身优点,我们决定采用数字化装配来完成该工装的安装任务,具体采取措施如下:
①根据夹具零件在工装上位置和使用情况,在夹具定位器上选择适当位置处增加装配测量用工具球孔。
②协调各定位器位置,按地基图所示安装各定位器支架,用水平仪调整各支架上的平面水平,用经纬仪初调对称方向尺寸,通过传统的安装方法初装各定位器。
③在地基图上预先计算出测量用的基准工具球,然后在地基上根据各定位器位置用经纬仪、水平仪等安装4个基准工具球座TB101~TB104见图2,并保证安装后工具球座间的相互平行、垂直及与各定位器大致平行垂直关系。
④利用地基平面上的基准工具球点使用激光跟踪仪实测该四个基准点TB101~TB104的位置(如图2所示TB101~TB104工具球值),必要时可以在工装适当位置增加辅助基准测量点。并按照图纸所示将理论值输入激光跟踪仪进行做小二乘法拟合,计算该工装的坐标系。
⑤根据图纸各定位器相对位置尺寸,换算出定位器的在该坐标系工具球值(如图2所示TB105~TB112工具球值)。
⑥按上述坐标系及各定位器工具球值来安装其余定位器。.

图2 某型飞机架外2号工装工具球示意图
通过装配方法改进,我们的装配周期缩短15天,安装精度也相应提高了一个数量等级,提前交付了本套工装,本工装经使用车间项目组等多方面论证,认定方案不仅可行,而且精度准确可靠。在以后的生产实践中我们的这种装配方法得到了广泛的应用。类似的工装装配方法有:747口框装配工装、某机型外翼协调检验夹具等都用到了该安装方法。最后在工装设计、制造时加大计算机辅助测量设备的使用,减少工人的工作量,提高工装的制造水平。
参考文献(References):
[1]Axyz LTM Software Reference Manual
[2]Axyz DM Software Reference Manual
[3]激光跟踪仪操作指南 AXYZ1.4.1
[4]几何量公差与测量技术 东北大学出版社张玉刘平主编
[5]CATIA工程制图 机械工业出版社刘宏新等主编
[6]CATIA V5零件设计范例 清华大学出版社 詹才浩主编
[7]机械设计简明手册 国防工业出版社 杨黎明杨志勤主编
[8]机械设计基础 北京理工大学王志伟主编
