S7-200 PLC在矿用主井装卸载控制与提升信号装置中的应用
2016-07-02徐崟岳黄阿芹黄晨晓
邹 萍,徐崟岳,黄阿芹,黄晨晓
(常熟理工学院电气与自动化工程学院,江苏常熟215500)
S7-200 PLC在矿用主井装卸载控制与提升信号装置中的应用
邹萍,徐崟岳,黄阿芹,黄晨晓
(常熟理工学院电气与自动化工程学院,江苏常熟215500)
摘要:矿井中的装、卸载设备是用于矿井中煤料运输、上下人员、材料运送等工作的重要设施,其控制系统及提升信号发送装置的可靠运行直接关系到煤料运送的安全生产.本文以S7-200 PLC为控制核心设计了主井中装、卸载控制与提升信号系统,各站间通过发送不同的脉冲代表不同的动作,用软件程序检测比较保证系统中装、卸载信号发送与接收的一致性.该控制系统所用网络设备资源少,程序设计简单、实用,在中小型煤矿中得到了广泛的应用.
关键词:矿用装卸载控制;提升信号装置;可编程控制器
矿用装卸载控制系统由用于运煤的主井装卸载控制与提升信号装置和用于上下人员、运送材料设备的副井多功能提升信号装置构成.装卸载控制系统能否可靠运行直接关系到煤矿生产的安全,而提升信号装置发出命令的可靠性和准确性是装卸载控制系统可靠运行的重要保证.目前在大中型矿井装卸载控制与信号装置系统中,一般以S7-300或S7-400等中大型PLC作为控制器,用光纤进行通信.对中小型矿用企业的装卸载控制系统而言,若采用这样的控制器,存在硬件资源配置多,功能不能充分利用,成本高,使用复杂的问题.本文采用S7-200 PLC设计了中小型矿用企业的主井装卸载控制系统,应用S7-200 CPU 224对装载站、卸载站及绞车房的运行进行控制,通过一根电缆来传递脉冲信号,从而构建各站之间的通信联系,简单地运用编制PLC控制程序来保证系统中装、卸载信号发送与接收的一致性.该系统既减少了网络设备资源的配备,又使控制系统应用简单、经济,在中小型煤矿控制系统中得到广泛应用.
1 主井装卸载控制与提升信号系统的设计方案
主井装、卸载控制与提升信号发送装置主要包括装载控制系统、卸载控制系统以及提升信号处理系统,三者之间既彼此独立,又相互关联.装载控制系统安装在井下装载站,煤流经过给煤机、带式输送机进入定量斗,定量斗下方安装了一个液压测重定量装置,当检测到装载重量达到设定重量时,液压测重定量装置通过传感器向装载控制系统发出信号,停止装载工作,然后打开定量斗将煤装于箕斗内,完成装煤过程[1].卸载控制系统安装于井口卸载站,控制煤从箕斗中自动卸载到煤仓,卸载完成后综合装载信号向绞车发出可以提升信号.提升信号处理系统安装在井口绞车房,接收装、卸载控制系统发来的信号,经比较相同后,发出最终的提升信号.
装、卸载控制有自动、手动,点动3种方式,根据运行要求可以选择不同的方式.绞车房的计算机上安装有组态软件,主要用以监控装载、卸载运行的全过程,并对当前故障的原因进行记录.该主机通过通信模块实现与远程PLC之间的通讯连接,实现对装、卸载系统的控制和监视.
1.1装载站的装煤控制过程
本系统装载站中有左右两个定量斗、两个箕斗,两者交替装煤、运煤.下面以左定量斗加煤为例说明其控制过程:
(1)右箕斗上提,且左定量斗为空载状态,先开左皮带机,然后再开左给煤机,为左定量斗加煤.皮带机在空载时开启可以减小电机损耗.
(2)定量斗下方有重量传感器,可以实时把加煤的重量以模拟量(DC 4~20 mA)电信号的形式输入到PLC中,经过PLC的处理把数据输出显示,以供工作人员参考.
(3)当左定量斗满载或时间到,左给煤机关闭,接着关闭皮带机.皮带机后关可以把皮带上的煤卸掉,保证皮带机下次在空载状态下启动.
1.2闸门的开关控制过程
本设计中定量斗闸门的驱动方式是气动的,默认闸门处于关闭状态.
(1)当需要闸门保持打开状态时,PLC输出高电位;当PLC控制点输出为低电平时,闸门自动回复到初始状态,即自动关闭.
(2)闸门有右定量斗和左定量斗的两个闸门.但是按钮只有闸门开和闸门关,程序自动判断哪一边的闸门需要开关.在右箕斗到位时,自动打开的闸门只能是右定量斗的闸门,装完煤后相应关闭右定量斗的闸门.左定量斗闸门的开关同理.

图1 主井卸载控制与提升信号
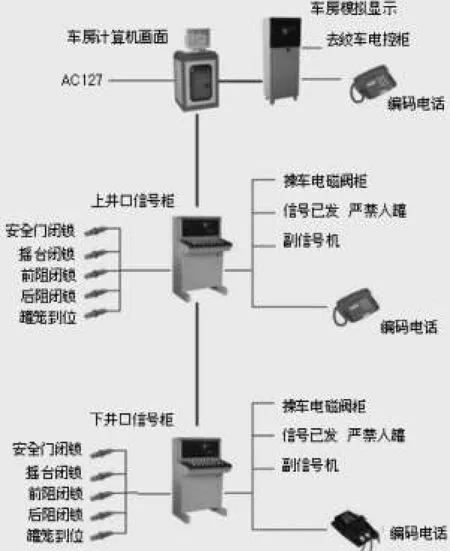
图2 副井多功能提升信号装置
2 控制系统的网络配置及实现
本矿用主井装、卸载控制与提升信号装置中应用了3套S7-200系列CPU224 PLC,分别安装在主井井口绞车房、井下装载站和井口卸载站,它们分别起着信号识别、传输和自检等作用,3套装置通过电缆接入MPI网络,组成一套完整的信号系统网络.
2.1网络结构和配置
图3为系统网络结构图.系统采用多点通信(MPI)方式.绞车房装有组态软件的上位机作为主站,通过CP5611通信卡与SIMATIC网络之间连接通讯,从而实现对装卸载系统的控制和监视,绞车房、装载站、卸载站的S7-200 PLC作为从站通过EM277接入整个网络.
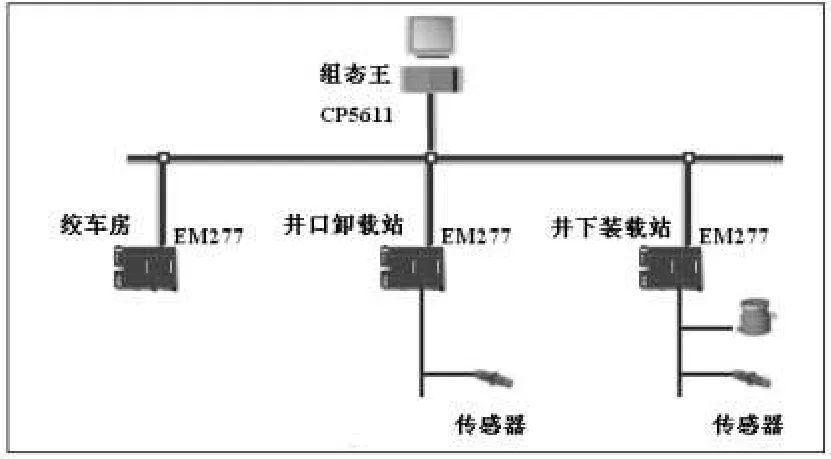
图3 系统结构图
根据“煤矿安全规程”的要求,装载站的提升信号不能直接发送给绞车房(停车、告警信号除外),绞车房的信号也不能直接发送给装载站,需经过卸载站的转发,信号传输不仅要稳定、准确,还要考虑到外界因素对信号的干扰问题[1].为了提高信号传输的质量,系统采用两种通讯方式:一种方式是装载站的打点信号由PLC通过电缆直接发送给卸载站,经卸载站转发给绞车房(转发式);另一种方式是装载站、卸载站、绞车房的各种信号由S7-200扩展模块EM277通过CP5611卡与绞车房上位机的组态软件进行通讯(直发式).
2.2装、卸载信号的发送与接收
在矿井中按下提升信号按钮的动作俗称打“点”,按下几号按钮就是打几号“点”,通常以1,2,3,4,5不同的点数来表示停止、上提、下放、慢上、慢下这5种运行信号.在矿井的实际生产中,经常会出现打错点——即井下与井口发出不一样的提升信号,这严重影响着矿井的生产安全,因此提升系统的难点之一就是解决这一问题.在本系统程序中以不同的脉冲次数来区别不同的打点信号.在井下装载站、井口卸载站和绞车房的3个信号箱之间都以脉冲信号进行通讯,并且在发出脉冲信号的同时,各信号箱中的数码管显示脉冲个数,音响也会发出相同数目的振铃信号.除“1”号停车信号外(停车信号通过硬件电缆直接送到绞车房),装载站发出的其他任何信号都从同一个输出点(Q0.5)以对应数目的脉冲由电缆先发给卸载站,再转发给绞车房.卸载站是以装载站打“点”为依据,若打相同的“点”,则卸载站将信号转发给绞车房,且将自身的信号也发送出去.绞车房在判断接收到的两个信号相同时,即发出开出信号;若卸载站的打点信号与装载站不同,则卸载站对装载站信号不进行转发,且发出报警信号,信号工马上就能发现自己打错了点,这样大大增强了系统对信号的自诊断能力.
以下装载站手动控制方式中的上提信号“2”为例解析脉冲数的产生,见图4.在手动工作模式下,上提按钮I0.6按下时的上升沿,把数字“2”存入存储器VW210(VW210用于存储提升信号),在显示板上的数码管显示“2”,并且输出两个脉冲.信号脉冲的产生是通过两个定时器T57、T58和一个计数器C1来完成的,定时器的预置值分别为400,200 mS,计数器的预置值是VW210,这样就可以发送2个周期为0.4 S的脉冲,脉冲波形图如图5所示.
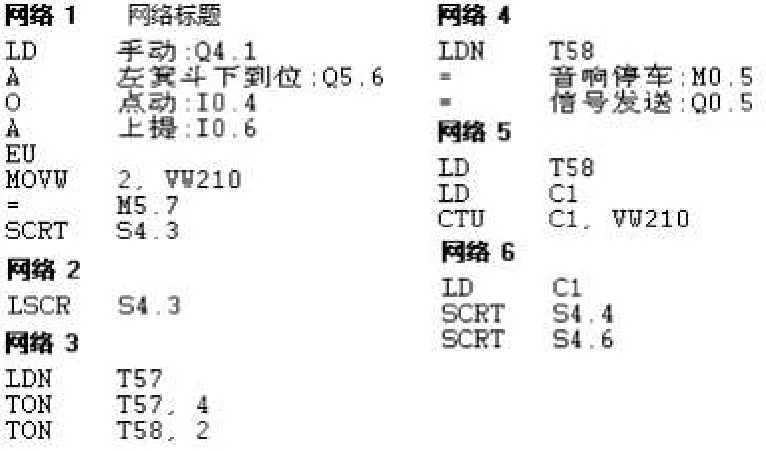
图4 上提信号的产生

图5 发送的脉冲信号
这里正是利用了装载站信号先发送到卸载站,再转发给绞车房,由卸载站进行自检这一方法,保证了三者之间信号的正确传递.本系统3套PLC相互之间简单地用一根电缆传递脉冲信号,不需要复杂的通信,就解决了一个有可能严重影响生产安全的问题.不用额外添加其他硬件设备,降低了成本,同时又满足了安全性、可靠性的要求.
2.3绞车房中装、卸载信号的接收及开车信号的发送
当绞车房接收到来自装载站和卸载站的信号后,只有信号一致(即绞车房接收到的装载站和卸载站发来的脉冲数目相等)且不是停车信号,绞车房控制柜才有动作,同时在数码管上显示信号代码并发出相同数目振铃信号.否则,绞车房控制柜无动作,数码管仍显示停车.这是为了进一步确保卸载站打的“点”跟装载站的一致(即双方进行相同的操作),使系统运行更安全、稳定.
图6所示为绞车房PLC的信号比较处理流程,装载站和卸载站发来的打点脉冲信号的个数分别存入VW10和VW12,当它们相等且不等于1(“1”为停车信号)时,绞车房可发出对应的开车信号并通过音响提示,且绞车房控制柜上的数码管也会显示相对应的数字,提升机司机就可根据信号开车.
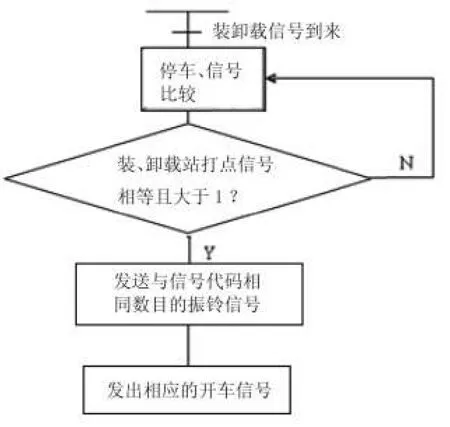
图6 绞车房信号的接收与发送流程
3 结束语
基于西门子PLC设计的矿用主井装卸载控制与提升信号装置控制系统,利用软件程序来保证提升信号的准确传递,使得整个系统的可靠性、安全性都得到了较大的提高.本系统已获得了专利.运用组态王和PLC进行实时通讯,速度快、可靠性高、运行稳定、调节灵活,组态王开发简单,结合S7-200 PLC良好的开放性和兼容性,可建立多种实时监控系统,提高工业自动化水平[2,3].
参考文献:
[1]张志. PLC在煤矿生产中应用[J].煤炭技术,2009,28(3):40-41.
[2]西门子. SIMATIC S7-200可编程序控制器[Z].北京:西门子公司,2014.
[3]亚控公司.组态王使用手册[Z].北京:亚控公司,2013.
Application of Siemens S7-200 Production in Mine Loading-unloading Control and Signal Device
ZOU Ping,XU Yinyue,HUANG Aqin,HUANG Chenxiao
(School of Electrical and Automation Engineering, Changshu Institute of Technology, Changshu 215500, China)
Abstract:This paper introduces the application of Siemens S7-200 PLC in mine loading-unloading control and signal device. It focuses on the structural components, the function and the unique control methods of the system. The control system ensures the project safety, credibility and accuracy.
Key words:mining loading-unloading control;signal device;PLC
中图分类号:TP273
文献标识码:A
文章编号:1008-2794(2016)02-0060-04
收稿日期:2015-10-20
基金项目:江苏省自动化类重点专业建设项目“基于《PLC控制技术》的递进式实践教学方法研究”(ZSZY03-2-02)
通信作者:邹萍,实验师,工程硕士,研究方向:电气自动化控制,E-mail:zouping97@163.com.
