860 MPa强度等级百万级核电励磁机转子锻件的试制
2016-06-13王晓芳郝兴敏
王晓芳 刘 烨 郝兴敏
(上海电气上重铸锻有限公司,上海200245)
860 MPa强度等级百万级核电励磁机转子锻件的试制
王晓芳刘烨郝兴敏
(上海电气上重铸锻有限公司,上海200245)
摘要:在不改变25Cr2Ni4MoV化学成分设计的基础上,采取合适的冶炼、锻造工艺,并通过工艺性试验研究,摸索出适合该材质860 MPa高强度等级转子锻件的热处理工艺参数,成功试制出各项性能指标满足标准要求的转子锻件。
关键词:25Cr2Ni4MoV;860 MPa强度等级;转子锻件;热处理工艺;试制
25Cr2Ni4MoV钢是20世纪80年代初期我国引进、研制和开发的新钢种,对应国外钢种的牌号为 Ni3.5CrMoV[1-2]。该钢种主要用于制造大型汽轮机、汽轮发电机用转子锻件等产品。
该钢种淬透性较好,具有高的强度、良好的塑性与低温韧性,能够满足现行汽轮机、汽轮发电机组使用要求,但其具有对回火脆性敏感、粗大原奥氏体组织及晶粒遗传严重等缺点[3-4]。
目前,由25Cr2Ni4MoV钢锻制的 300 MW~600 MW汽轮机发电机转子锻件力学性能要求主要为590 MPa及660 MPa强度等级[5]。本文试制25Cr2Ni4MoV百万级核电励磁机用转子锻件要求强度等级为860 MPa,强度较300 MW~600 MW汽机转子锻件有很大幅度提高,这对材料冶金质量、热加工技术提出了更高的要求。
1技术要求
国内某百万级核电项目发电配套励磁机用转子锻件采用合金钢25Cr2Ni4MoV制造,化学成分要求与300 MW~600 MW汽轮发电机转子锻件一致,具体详见表1。但其力学性能要求大幅度提高,详细指标要求对比见表2。
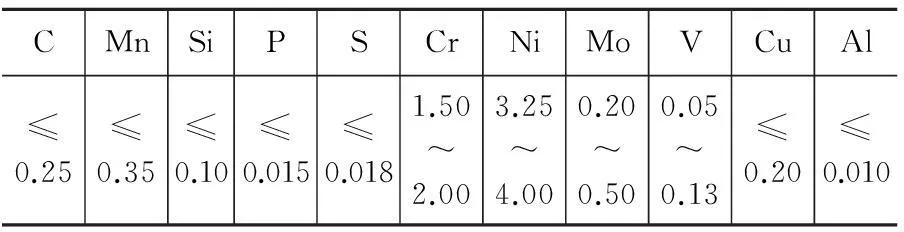
表1 25Cr2Ni4MoV转子锻件 化学成分要求(质量分数,%)Table 1 Chemical composition requirements of 25Cr2Ni4MoV rotor forging (mass fraction,%)

表2 不同强度等级要求下25Cr2Ni4MoV 转子锻件力学性能要求对比Table 2 Comparison of mechanical property requirements of 25Cr2Ni4MoV rotor forgings between different strength grades
在不改变化学成分设计基础上,进一步提升该材质转子锻件的力学性能,进行了下述工艺性试验研究,并制定相关制造工艺方案。
2试制工艺
该转子锻件试制工艺路线为:原材料准备→冶炼→锻造→预备热处理→粗加工→工艺性超声检测→性能热处理→半精加工→超声检测→取样及理化检测→精加工→成品检验→完工。
2.1冶炼
转子锻件化学成分上具有高C、低Si、低Al的特点,无损检测缺陷及夹杂物等级要求高。采用真空碳脱氧(VCD)方法冶炼钢锭,以获得高纯净度钢锭。
钢锭冶金质量控制关键点有:
(1)优选炉料,对原材料中合金及杂质元素进行复验,严格控制炉料中杂质元素含量。对浇注系统进行彻底的清洁及干燥,为保证钢水纯净度提供先决条件。
(2)电炉粗炼钢水(EF),冶炼过程中严格控制S、P等杂质元素含量,并将合金元素调整至接近规定值。
(3)真空精炼(LF),使用C粉均匀扩散脱氧,提高真空度进行除气处理,同时调整合金成分至内控指标。
(4)真空浇注,钢水化学成分及温度达到工艺要求后,在真空室实现滴流浇注,真空室真空度不超过65 Pa。
转子锻件成品化学成分检测结果为:S=0.002%,P=0.005%,Si=0.05%,Cu⟨0.10%。有害元素含量很低,完全满足采购规范要求。
2.2锻造
锻造过程中,钢锭水口、冒口端有足够切除量,以保证锻件无缩孔缺陷并满足非金属夹杂物等级要求。同时确保锻件中心线和钢锭轴中心线相一致。
钢锭脱模后热送至锻造车间,采用镦粗+拔长+分料成形三火次出成品工艺。最后一火次,合适设置加热保温温度,严格控制锻造变形量及终锻温度,保证锻后锻件组织及晶粒度的均匀,避免“混晶”问题的出现。锻件总锻比为6.5,可确保锻件中心的压实效果。
2.3热处理
25Cr2Ni4MoV钢是含有较高的Cr、Ni合金元素的高淬透性钢,组织遗传较严重[3]。锻造过程形成的粗大和不均匀的原奥氏体组织较难细化。预备热处理采用“两次正火+一次回火”工艺来调整和改善锻件组织及晶粒度状况[6],目的是切断组织遗传,细化晶粒,提高超声检测可探性,为后续性能热处理做组织准备。
针对转子锻件强度等级要求提高的特点,从调整性能热处理工艺参数角度出发进行了系列工艺性试验。
2.3.1试验研究
根据产品特点及该材质转子锻件前期制造经验,制定表3所示工艺性试验参数。
锻件预备热处理结束后,从转子端面割取试料,按表3所示工艺参数进行模拟性能热处理,淬火及回火保温时间模拟转子锻件执行。热处理结束后,制取拉伸及夏比V形缺口试样进行相关力学性能检测,检测结果见表4。

表3 工艺性试验参数Table 3 Parameters for the technological test
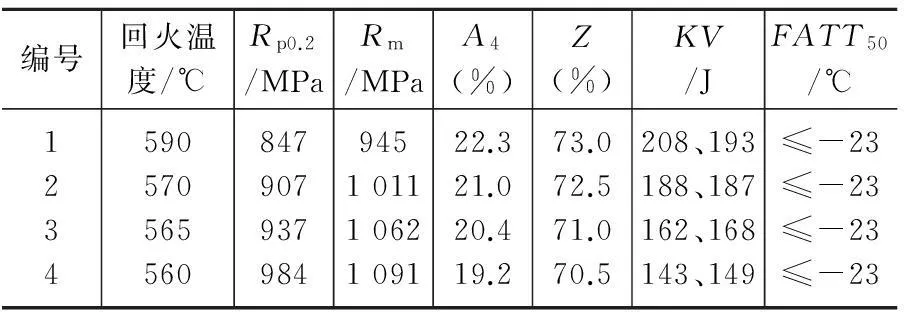
表4 工艺性试验检测结果Table 4 Technological test results
由表4可见,在相同淬火工艺参数情况下,随回火温度由560℃提高至590℃,试样抗拉及屈服强度逐渐降低,分别由1 091 MPa、984 MPa降低至945 MPa及847 MPa,塑性、韧性提高,塑性提高幅度较小,室温夏比V形缺口冲击值由143 J~149 J提高至193 J~208 J。回火温度在570℃、565℃下,试样力学性能完全满足标准要求。
2.3.2性能热处理
根据工艺性模拟试验结果,制定图1所示转子锻件性能热处理工艺曲线。转子锻件性能热处理时,在井式电炉中加热保温,采用旋转喷水淬火冷却方式,这可保证转子锻件不同部位加热保温温度及淬火冷却速度的均匀性,进而实现转子锻件整体组织及力学性能均匀化控制。
3检验结果
性能热处理后,对转子锻件进行取样分析,化学成分、非金属夹杂物及力学性能检测结果如表5~表7所示。
可见,转子锻件化学成分完全满足标准要求,且杂质元素含量很低。通过严格控制冶炼工艺参数及流程,足够的锻造切冒、切底量,转子锻件非金属夹杂物检测结果良好。

图1 转子锻件性能热处理工艺曲线Figure 1 Property heat treatment process curve of rotor forging

表5 转子锻件化学成分检测结果 (质量分数,%)Table 5 Tested results of chemical composition for rotor forging (mass fraction,%)

表6 转子锻件非金属夹杂物检测结果Table 6 Tested results of non-metallic inclusions for rotor forging
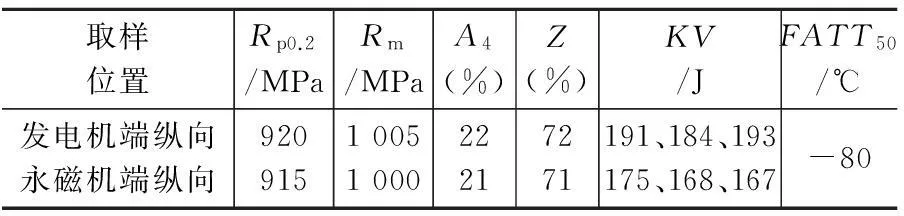
表7 转子锻件室温力学性能检测结果Table 7 Tested results of room-temperature mechanical property for rotor forging

(a)

(b) 图2 金相组织Figure 2 Metallographic structure
转子锻件性能热处理后,得到均匀细小的索氏体组织,按GB/T 6394要求评定转子锻件晶粒度为6.0级[7],如图2所示。金相检测结果表明,通过预备和性能热处理,转子锻件粗大锻后组织遗传被切断,获得了均匀、细小的调质态组织。
转子锻件力学性能检测结果满足标准要求,且各项指标较标准要求仍有较大富裕。
4结论
(1)优选炉料,采用真空碳脱氧(VCD)冶炼方式可获得纯净度高的转子锻件用钢。
(2)通过控制锻造最后一火次加热温度、变形量及终锻温度,并采用“两次高温正火+一次回火”预备热处理方式可切断转子锻件原始粗大的组织遗传,为性能热处理提供良好的基础组织。
(3)通过试验研究,获得满足转子锻件性能要求的性能热处理工艺参数。长轴类转子锻件,在井式电炉中加热保温及垂直旋转喷水淬火冷却,可获得均匀的组织及力学性能。
(4)通过采用合适的冶炼、锻造及热处理制造工艺技术,实现了860 MPa强度等级百万级核电励磁机转子锻件的成功试制,为后续该类转子锻件的制造提供指导。
参考文献
[1]林富生.我国电站锅炉、汽轮机材料的发展.发电设备[J],1997 (Z2): 15-19.
[2]刘显惠,林锦棠.国内外汽轮机大型转子锻件材料的技术进展(二).国外金属热处理[J],1999(6): 5-8.
[3]康大韬,叶国斌.大型锻件材料及热处理[M].北京: 龙门书局,1998.
[4]陈睿恺.30Cr2Ni4MoV钢低压转子热处理工艺的研究[D].上海:上海交通大学,2012.
[5]JB/T 8708—1998 300~600 MW 汽轮发电机无中心孔转子锻件技术条件[S].
[6]刘继红,梁宝乙,丛铁声,付 颖.大型26Cr2Ni4MoV转子钢锻件试制[J].大型铸锻件,2013(1):41-43.
[7]GB/T 6039—2002 金属平均晶粒度测定方法[S].
[8]王树立,张旭东,等.汽轮发电机转子锻件的检验控制[J].大型铸锻件,2015(1):35-37.
[9]刘中华,何成,等.670 MPa强度等级工业汽轮机转子锻件的生产[J].大型铸锻件,2016(1):44-46.
编辑杜青泉
Trial Manufacture of 1 000 MW Nuclear Exciter Rotor Forgings with 860 MPa Strength Grade
Wang Xiaofang,Liu Ye,Hao Xingmin
Abstract:Based on maintaining the chemical composition design of 25Cr2Ni4MoV,by adopting the appropriate smelting and forging processes,and by means of technological test and study,the heat treatment parameters which are suitable for 860 MPa high strength grade rotor forgings of this kind of material have been searched out.Meanwhile,the rotor forgings with various qualified properties have been trial manufactured successfully.
Key words:25Cr2Ni4MoV;860 MPa strength grade;rotor forging;heat treatment process;trial manufacture
收稿日期:2015—10—21
作者简介:王晓芳(1982—),从事火电、核电锻件材料及热处理工艺研究。电话:15026691726,E-mail:wangxf2@shanghai-electric.com
中图分类号:TG156
文献标志码:B
