支承辊最终热处理工艺优化
2016-06-13姜春雷
姜春雷 王 然
(中国第一重型机械(股份)公司铸锻钢事业部,黑龙江161042)
支承辊最终热处理工艺优化
姜春雷王然
(中国第一重型机械(股份)公司铸锻钢事业部,黑龙江161042)
摘要:介绍了一种支承辊最终热处理工艺优化方法,分析了其可行性并进行了试验验证。结果证明这种工艺优化方法在实际生产中是切实可行的。
关键词:支承辊;热处理工艺;优化
1传统热处理工艺
支承辊的传统热处理工艺流程为:调质→辊颈硬度检测→转运冷加工分厂→ 半精加工→转运热处理分厂→预热→差温、回火→辊身辊颈硬度检测。具体调质热处理工艺见图1。
支承辊调质回火降温到200℃时出炉冷却,冷却2至3天可进行辊颈硬度检测;辊颈硬度合格后,转运到冷加工分厂进行半精加工,而后支承辊入炉预热准备差温热处理,预热需(30~40)h。传统热处理工艺周期较长,耗费工时,成本较高。因此,我们考虑取消调质后的辊颈硬度检测、半精加工工序,待所有热处理结束后再进行硬度检测。
2改进的热处理工艺试验
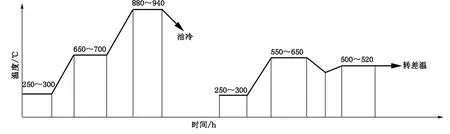
改进的热处理工艺流程为:调质→差温、回火→辊身辊颈硬度检测。改进后的工艺取消了调质后的辊颈硬度检测、半精加工和差温前的预热,充分利用调质后回火的蓄热量进行差温热处理。
比较两种工艺流程,要保证改进后的工艺成功,需做到两点:一是确保支承辊调质后辊颈硬度一次合格率,二是确定好转差温炉的合适时机。支承辊差温前预热目的是使辊身内外温度均匀一致,使整个辊身截面进入塑性状态,方能承受后续剧烈的快速加热,并且减少加热造成的热应力[1]。因此,要取消预热工序,利用调质后回火的蓄热量对支承辊进行差温热处理,必须要确定好转差温炉的合适时机。为确定调质回火后转差温炉的合适时机,我们做了一系列试验,选定了最终优化方案。
生产试验的支承辊尺寸∅1 215 mm×1 535 mm×4 415 mm,材质5%Cr,重量20 970 kg。技术要求:辊身62~68HSD,辊颈40~48HSD。最终热处理工艺见图2。
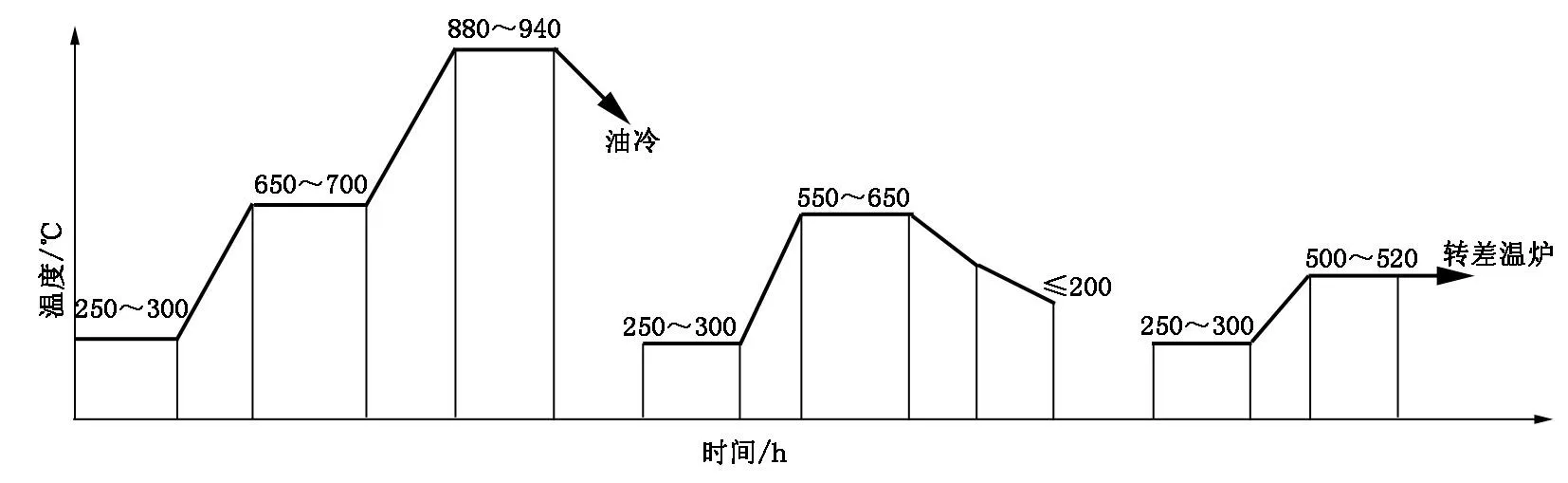
图1 传统支承辊调质热处理工艺Figure1 Traditional quenching and tempering heat treatment process for backup roll
调制工艺
差温工艺 图2 改进后的最终热处理工艺Figure 2 Improved final heat treatment process
3试验结果
在利用改进后的热处理工艺对支承辊完成最终热处理后,对支承辊进行硬度及残余奥氏体检验,检验结果见表1、表2。完全满足支承辊的技术要求。
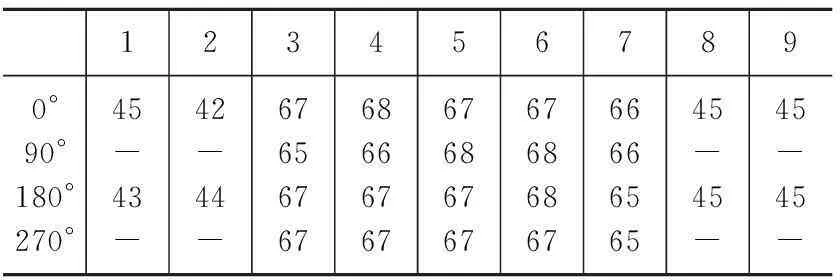
表1 支承辊硬度检验结果Table 1 Tested hardness results of backup roll
表2 残余奥氏体含量比较Table 2 Comparison of residual austenite content
4结论
从试验结果来看,对于3%Cr、4%Cr、5%Cr等热处理工艺比较成熟,且辊颈硬度范围较大(6个HS以上)的小型支承辊(d≤1 600 mm),取消支承辊最终热处理预热工序,利用支承辊调质回火降温段余热直接对支承辊进行预热,在工艺上是完全可行的。
支承辊最终热处理工艺优化方案取消了调质后交检辊颈硬度时的打磨工作、调质后的转运工作和差温前的半精加工工序等,有效的缩短了生产周期,降低了生产成本。因此,支承辊最终热处理工艺的优化实现了预期效果,在实际生产中是切实可行的。
参考文献
[1]康大韬,叶国斌主编.大型锻件材料及热处理[M].北京:龙门书局,1998:197-199.
编辑杜敏
Optimization of Final Heat Treatment Process for Backup Roll
Jiang Chunlei,Wang Ran
Abstract:An optimization method of final heat treatment process for backup roll has been described.Meanwhile,the feasibility of this method has been analyzed and the experimental verification has been performed.It turned out that this optimization method of process was achievable in the actual production process.
Key words:backup roll;heat treatment process;optimization
中图分类号:TG156;TG162.6
文献标志码:B
收稿日期:2015—11—19
作者简介:姜春雷(1987—),男,助理工程师,主要从事热处理工艺编制及研究工作。电话:0452-6811693,E-mail:434682201@qq.com
