箱盖卷耳工艺及模具设计
2016-06-05朱正才
朱正才
(南京交通职业技术学院,江苏 南京 211188)
箱盖卷耳工艺及模具设计
朱正才
(南京交通职业技术学院,江苏 南京 211188)
箱盖边缘卷边类似于普通铰链卷耳,不仅在冲压工艺和模具结构上较为复杂,而且要求模具工作可靠,避免在卷耳过程中出现问题,造成零件报废。文章介绍了汽车工具箱盖成形卷耳工艺及模具设计。
冲压;弯曲;卷耳;模具设计;箱盖
如图1所示箱盖零件,两端为不对称结构,其中左端需要卷边完成,右端采用简单的弯曲工序即可完成,中间有一个ø5mm小孔。冲压成形工序有落料、冲孔、预弯和卷边三道工序。如图2所示为其展开落料件。将卷耳部分展直后计算[1]毛坯总长为100.5mm,经过试验,确定尺寸为102mm。
1 预弯模具结构设计
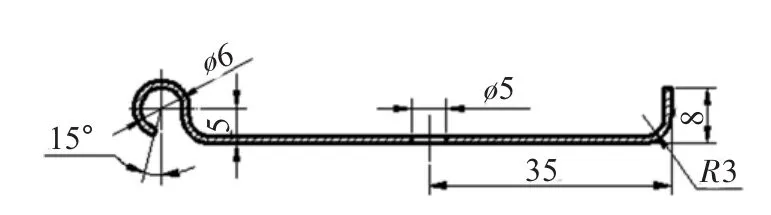
图1 箱盖

图2 箱盖展开件
预弯成形模具如图3所示。该模具配合J23-63开式曲柄压力机使用。弯曲凸模4与预弯镶块凹模3分别制造,然后用螺钉连接在一起,以便磨损后方便维修。下模座下装有弹顶器(图中未画),目的是通过压料板9保证制件成形前将坯料压紧,不至于使制件在成形后发生变形,成形后压料板可将工件从下模中向上顶出。装在压料板中的定位销7,利用箱盖中间的ø5mm小孔进行定位,不至于成形件在成形中发生偏移。为了提高模具寿命,使各部位磨损接近同步,弯曲凸、凹模采用T10A钢制造,经过淬火回火后硬度达到55~60HRC。镶块部位采用Cr12MoV制造,热处理后保证硬度60~65HRC[2]。

图3 箱盖预弯模
2 卷耳模具结构设计
卷耳模结构如图4所示。该模具在25t油压机进行。上模具采用夹具与油压机滑块相连接。在上模上设有弹性压料板6,目的是在卷耳前,将坯料压紧在下模固定板上,防止工件错移,保证工作可靠。卷耳上模3直接用螺钉吊装在上模座4上。卷耳下模2做成镶块用螺钉连接在定位板7上,既节约模具钢,又便于维修更换和调整。卷耳上模3和下模2采用Cr12MoV制造,热处理后保证硬度60~65HRC。

图4 箱盖卷耳模
3 结束语
该套模具结构设计合理,制造、调试、维修都很方便。模具使用后效果良好,产品质量稳定,满足了使用要求。
[1]李硕本.冲压工艺学[M].北京:机械工业出版社,2012.
[2]王孝培.冲压设计资料(修订本)[M].北京:机械工业出版社,2012.
Ear rolling process and tool design of box lid
ZHU Zhengcai
(Nanjing Vocational Institute of Transport Technology,Nanjing 211188,Jiangsu China)
The edge rolling of box lid is similar to ordinary hinge ear.It is not only relatively complexin the stamping process and die structure,but also requires reliable tool in order to avoid problems in the ear rolling process which may cause scrap parts.The ear rolling process and tool design of box lid have been introduced in the text.
Box lid;Ear rolling;Tool design
TG386
B
10.16316/j.issn.1672-0121.2016.06.026
1672-0121(2016)06-0102-02
2016-07-30;
2016-09-15
朱正才(1962-),男,副教授,从事模具技术教研。E-mail:2029978213@qq.com
