筒形件拉深压边力区间的理论确定
2016-06-05张思良
张思良
(济南大学 机械工程学院,山东 济南 250022)
筒形件拉深压边力区间的理论确定
张思良
(济南大学 机械工程学院,山东 济南 250022)
本文建立了筒形件拉深的力学模型,运用能量法推导出筒形件拉深过程中抑制起皱的最小压边力与拉深高度的关系,通过压边力诱发的拉深力和材料的承受极限,推导出抑制拉裂的最大压边力与拉深高度的关系。通过案例,给出了筒形件拉深的合适压边力区间。
拉深;筒形件;压边力;起皱;破裂
拉深是板材冲压成形过程中的重要工序。拉裂和起皱是冲压零件成形的主要失效形式[1]。施于庆[2]等学者提出在零件拉深时存在一个压边力区间,压边力过小容易导致起皱,过大则容易导致破裂。
在实际冲压生产过程中经常依赖经验公式来确定压边力,但由于考虑因素少,依据经验成分比较大,故而精度比较低。因此有必要对压边力进行更精确的计算,为实际生产中压边力的确定提供一个合适的区间。同时压边力区间的确定能为变压边力提供理论基础,有效减少拉深次数,节省生产成本[3-4]。
1 抑制起皱的最小压边力
法兰起皱主要有三种能量的变化。波纹隆起的弯曲功Uw,周长缩短切向应力释放的能量Uθ,压边力消耗的功UQ。
在临界状态下,满足能量守恒定律:

1.1 筒形件拉深时的力学模型
假定法兰起皱后波纹表面的模型如图1所示。
由此建立法兰区域内一个单波起皱的数学模型,如图2所示,并由此建立起皱数学表达式。

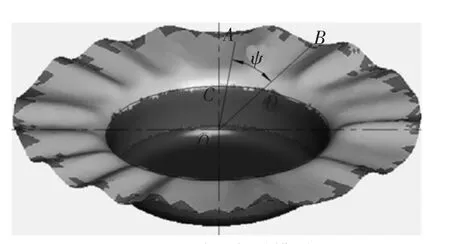
图1 法兰起皱模型
式中:Rt——某一瞬间法兰的外半径;
r——法兰的内半径;
R——法兰上任一点的位置半径;
φ0——单波所对的圆心角;
φ——单波中任意弧段的圆心角;
y0——单波的最大挠度;
y——法兰上任一点的挠度。
分析在筒形件拉深时突缘半径为R处一个微元的受力情况,如图3所示。图中σθ、σR分别代表切向、径向应力;Q为压边力;μ为摩擦系数;θ为微元所对的圆心角;t为板料厚度。
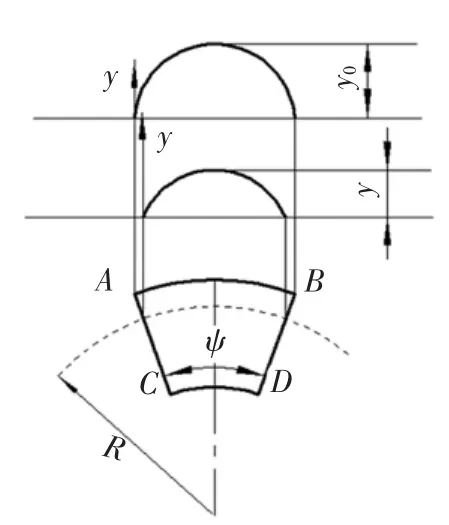
图2 单波起皱数学模型
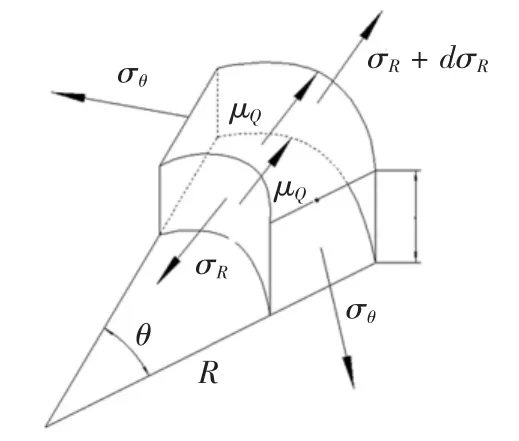
图3 微元受力示意图
因为等效应变比周向应变的绝对值不会大于3%[5],所以

假设法兰部分的等效应变和位置半径成简单反比例关系:

因此

根据平衡方程和塑性方程,有:

联立(5)、(6)、(7)得:
式中C为积分常数。利用边界条件当R=Rt时,σR=0:

1.2 周长缩短释放的能量
假定任意R处的周向应力为σθ,失稳起皱后,单波周长的缩短量为

在一个单波内,切向应力由于长度的缩短而释放出的能量为:

将S代入Uθ,得:
1.3 波纹隆起的弯曲功
单波失稳时所需的弯曲能Uw为

式中dI为半径R处,厚度为t的惯性矩:

D为切线模量

将公式(2)、(19)、(20)代入(18)得:
假定总压边力为Q,总波数为N,N=2π/φ,压边力基本作用在突缘边缘处,因为此处的挠度最大,因此每一波纹上锁消耗的压边功UQ为:

将(17)、(21)、(22)带入(1)得


带入(24),得

根据板厚恒定板料面积不变的假设可得

式中:h——为拉深高度;
r——成形件内半径;
rd——凹模圆角半径;
rp——凸模圆角半径。
因此将式(27)代入(26),即可得到抑制法兰起皱最小压边力与拉深高度的关系式:

2 抑制破裂的最大压边力
在筒壁与凹模圆角交界处是最危险的区域,图4所示,当此处的拉应力超过材料的抗拉强度极限时,拉深件就会被拉裂。
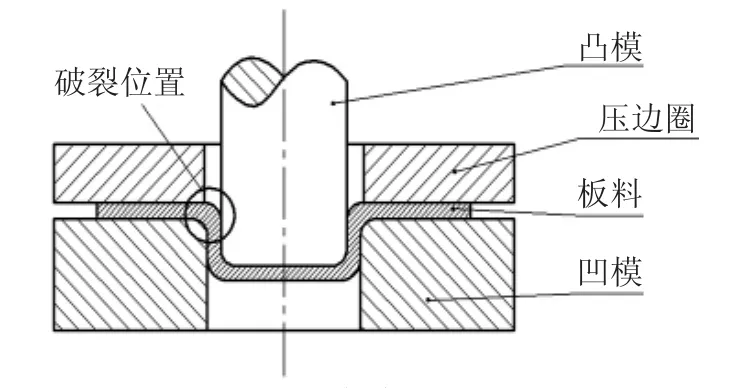
图4 拉深破裂位置
当有压边圈,沿径向方向列出单元的平衡方程
式中p为单位面积上的压边力,化去高阶无穷小项和忽略毛坯外缘变厚,得:

不考虑压边圈时,p=0,故有:

根据塑性条件(σR-σθ=σs),利用R=Rw时,σR=0的边界条件,得:

当考虑摩擦力时,增加的切向拉应力为:

材料流过凹模的圆角时,材料弯曲变形的附加拉应力为σw:

根据肖夫曼的研究:
在拉深时,当突缘材料变形抗力达到最大值时σR=σRmax时,此时材料的包角α=π/2,这时筒壁上的拉应力达到最大值:

材料的理论σp的最大值为:

因此在材料达到破裂极限时,压边力为:
将(29)代入(41)就可得抑制拉深破裂最大压边力与拉深高度的关系式:

3 案例分析
选择半径R0=80mm,厚度t=0.8mm,硬化指数n= 0.23,杨氏模量A=540MPa的初始板料成形为半径r=50mm筒形件。凸模和凹模的半径rd=rp=5mm,板料与压边圈之间的摩擦系数为μ=0.2。
根据式(28)和(40)计算出该理论区间,可得变压边力随筒形件拉深高度变化的加载曲线,如图5所示。案例所展示的压边力曲线与实际预测的压边力走向是一致的,可以从一定程度上验证变压边力公式的正确性。所以只要满足该限制区间,筒形件就可顺利成形,不会出现破裂和起皱现象。

图5 筒形件拉深起皱和破裂压边力
4 结语
本文通过建立筒形件拉深时的力学模型,考虑材料和工况的实际情况,推导出筒形件拉深时抑制起皱和破裂的极限压边力与拉深高度的关系式,并进行具体案例分析,给出了筒形件拉深的最大和最小压边力。
[1]朱正才.拉深件破裂起因探讨[J].锻压装备与制造技术,2008,43(5):71-73.
[2]施于庆,李凌丰.压边力曲线对极限拉深高度的影响[J].塑性工程学报,2009,(1):12-17.
[3]Lars Gunnarsson,Erik Schedin.Improving the proper ties of exterior body panels in automobiles using variable blank holder force[J].Journal of Materials Processing Technology,2001,168-173.
[4]林晓娟,于 宽,潘悦飞,等.变压边力拉深工艺的研究[J].锻压装备与制造技术,2009,44(1):59-62.
[5]朱 伟,董湘怀,张质良,等.圆筒件拉深成形临界防皱变压边力加载曲线研究[J].塑性工程学报,2007,(1):109-114.
Theoretical determination of interval for blank holder force in deep drawing process of cylindrical part
ZHANG Siliang
(School of Mechanical Engineering,University of Jinan,Jinan 250022,Shandong China)
The mechanics model has beenestablished to the deep drawing process of cylindrical part in the text.The relationship between minimum blank holding force and drawing height which can restrain wrinkling during drawing process of cylindrical part has been deduced by use of energy method.Through deep drawing force induced by blank holder force and the stand limit from material,the relationship of the largest blank holder force and the height of drawing which can restrain cracking has been deduced.The appropriate interval of Blank Holder Force(BHF)for drawing process of cylindrical part has been put forward by instance.
Deep drawing;BHF;Wrinkling;Crack
TG386;TG381
A
10.16316/j.issn.1672-0121.2016.06.025
1672-0121(2016)06-0099-03
2016-08-02;
2016-09-26
张思良(1991-),男,硕士在读,主攻模具设计与制造。E-mail:695894943@qq.com