170气缸盖漏水分析与改进
2016-05-12耿国芳丁富才季顺业张庆普李伟涛张行河潍柴动力潍坊铸锻有限公司山东潍坊261061
耿国芳,丁富才,季顺业,张庆普,李伟涛,张行河(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261061)
170气缸盖漏水分析与改进
耿国芳,丁富才,季顺业,张庆普,李伟涛,张行河(潍柴动力(潍坊)铸锻有限公司,山东潍坊 261061)
针对170气缸盖漏水缺陷进行统计与分析,主要为左侧挺杆孔、前导管孔缩松及左侧面砂眼造成漏水,熔炼工艺从提高原铁液碳当量、减少生铁使用比例等减少铸件缩松倾向,造型工艺从增加冷铁使用、去除出气片、人工刷涂激冷涂料提高缩松位置冷却速度及修改工装减少挤砂、冲砂等措施,有效降低铸件缩松、砂眼缺陷,铸件漏水率明显下降。
碳当量;冷却速度;漏水
170系列柴油机是潍柴动力中速机类产品,气缸盖属单体、四气门HT250材质灰铸铁铸件,轮廓尺寸为332 mm×225 mm×200 mm,毛坯质量57 kg。170气缸盖采用中频电炉熔炼工艺,浇注温度1 400 ℃~1 420 ℃,造型采用潮膜砂造型工艺,每箱4件,阶梯型浇注系统,底注内浇道紧贴着大皮芯从底部进入铸件型腔,中注内浇道从分型面进入型腔。
铸件加工后经打压试漏,漏水率达2.20%,占到外部废品率的95.2%。漏水缺陷主要集中在左侧挺杆孔、前导管孔和左侧面(依次对应位置如图1所示1、2、3)。
1 缺陷分析
1.1 缺陷取样电镜分析
利用EVO18扫描电镜对3个位置漏水缺陷进行电镜观察和电镜能谱分析,其中漏水1、2位置试样分析结果如图2所示,漏水位置位于铸件尺寸厚大处,缺陷呈现晶间缩松形成显微缩松特征[1],为缩松缺陷;漏水位置3试样分析结果如图片3所示,外形呈现明显的砂粒状,成份中主要为Si元素,判定为型砂砂眼缺陷。
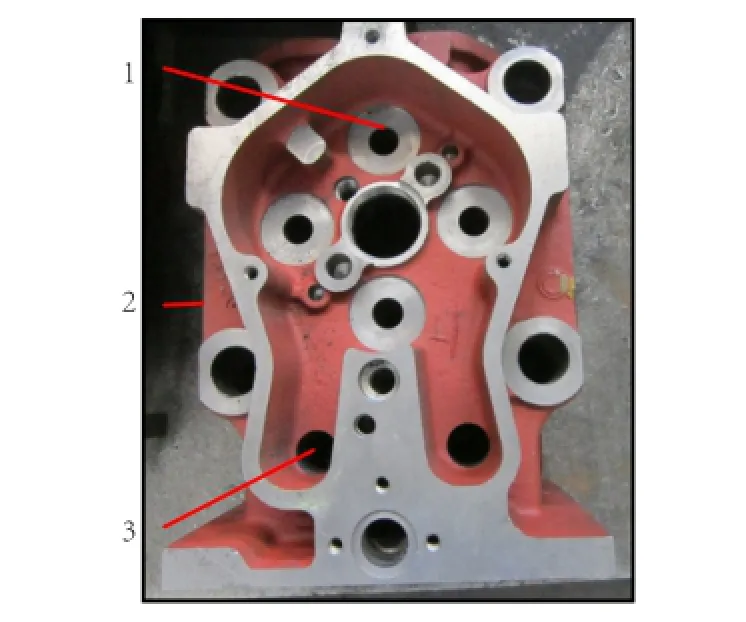
图1 漏水位置
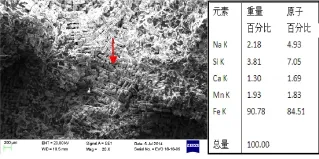
图2 试样1、2电镜分析结果
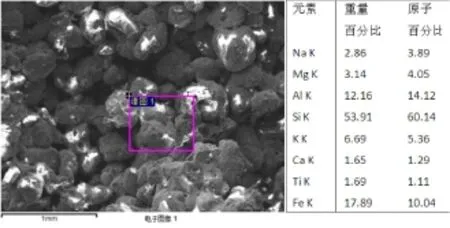
图3 试样3电镜分析结果
1.2 缺陷形成原因分析
1.2.1 熔炼工艺
铁液成分是影响铸件品质的主要因素,当浇注铁液碳当量下降时,铸件缩松倾向加剧[2]。统计现场的生产记录(见表1),发现出铁过程中,最后1次检测铁液成分与铁液出火时间差超过0.5小时以上,按铁液碳元素在电炉内保温时烧损规律,每0.5小时碳烧损0.04%~0.06%,但保温期间未进行二次补碳工艺,易导致铸件碳含量偏工艺下限。
其次,铁液中微量元素含量偏高会影响铁液的补缩能力及流动性,如P元素含量偏高,易形成磷共晶导致铁液补缩能力下降,微量元素主要来自生铁和废钢,而气缸盖在配料中生铁比例要高于其它铸件。
表1 铁液最终检测与出火时间差
1.2.2 造型工艺
如图4所示,为减少气孔缺陷,左侧挺杆孔上部增加厚度为3 mm出气片,因其直接与左挺杆孔厚大部位连接,易导致铁液冷却速度变慢,相应的位置易出现缩松问题。

图4 上盖芯出气片
图5 为缸盖砂芯芯组结构,挺杆孔(位置1)尺寸为40 mm,尺寸厚大,且周围由厚大砂芯包围,散热慢,造成其冷却速度慢,易出现缩松缺陷[3];前导管孔(位置2)尺寸为35 mm,相比其它3个导管,周期由多层砂芯环抱,易造成前导管孔铁液散热慢,易出现缩松缺陷。
图5 缩松位置
左侧面砂眼漏水的主要原因有:①如图6所示内浇道口为直角,造型起模后砂型易出现疏松,在下芯过程中易出现挤砂等问题,造成浇注冲砂形成砂眼;②如图7所示靠近过滤网侧内浇道与过滤网之间吃砂量仅12 mm,起模后出现砂型疏松,造成浇注时铁液冲砂,形成砂眼缺陷。
图6 挤砂缺陷位置

图7 挤砂缺陷

图8 冷铁位置
2 改进措施
2.1 熔炼工艺
调整电炉熔炼原铁液碳当量,将碳当量工艺范围由3.85%~3.90%改为3.90%~3.95%,同时缩小碳含量的工艺控制范围,提高原铁液碳当量的稳定性。
同时对于易引起微量元素波动的生铁,工艺加入比例由15%下降至5%,减少微量元素增多造成的铁液补缩能力下降,从而减少缩松缺陷产生机率。
重新制定原铁液成分取样频次要求,规定最后一次铁液检测成分距出铁时间差不得超过20分钟,从而减少碳元素的烧损,减少缩松机率的产生。
2.2 造型工艺
2.2.1 针对缩松缺陷
优化工装结构,将上盖芯上与左侧挺杆孔相联通的出气片去除,增加挺杆孔浇注后冷却速度;其次,在前导管孔、左侧挺杆孔内增加尺寸为10 mm冷铁(如图8所示),提高缩松位置的冷却速度,减少缩松缺陷产生的机率,避免形成漏水缺陷。
同时针对挺杆孔与前导管孔缩松问题,如图9所示,在相应的位置人工刷涂激冷涂料,加快浇注后铸件的冷却速度,减少缩松产生机率。

图9 激冷涂料
图10 砂胎增加倾斜角
2.2.2 针对砂眼缺陷
(1)优化型板工装,将16个内浇口与砂芯连接位置由直角改为倾斜角(如图10所示),提高砂型造成时的紧实率及强度,避免下芯过程中出现挤砂、浇注过程中铁液冲砂形成的砂眼缺陷;
(2)优化靠近过滤网位置内浇道处尺寸与形状(如图11所示),首先,将过滤网底座处工装的拔模斜度由1度改为10度,其次,将过滤网与内浇道处砂胎的吃砂量由12 mm增加到16 mm,提高砂胎的强度与紧实度,避免铁液浇注过程中冲砂形成的砂眼缺陷。
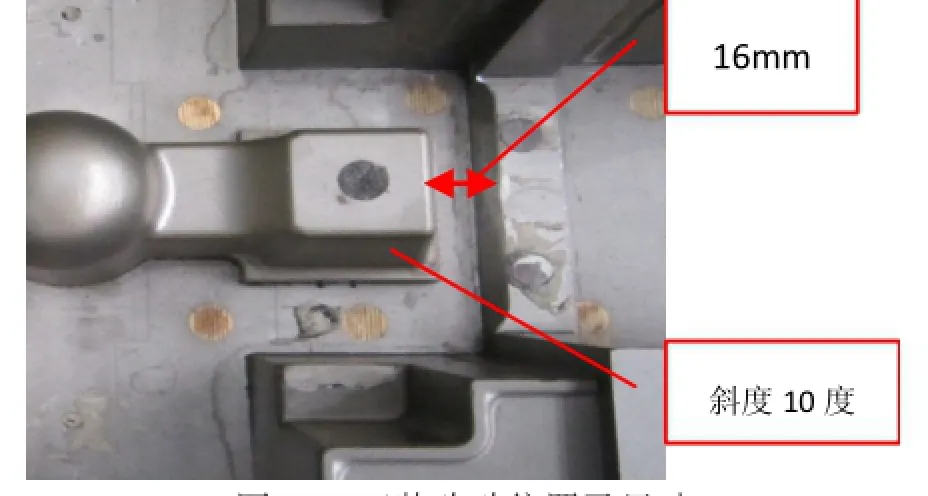
图11 工装改动位置及尺寸
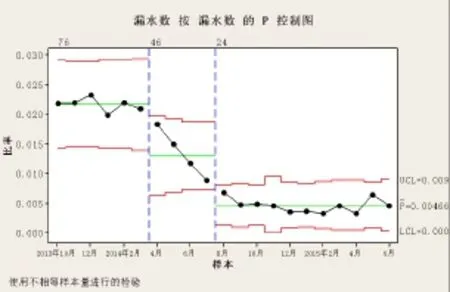
图12 改进效果图
3 改进结果
(1)冲砂位置砂胎强度得到提高,解决了冲砂形成砂眼问题,改进后未再出现左侧面砂眼漏水缺陷;
(2)左侧挺杆孔与前导管位置漏水数量明显降低,统计改进后的效果如图12所示,漏水率由2.20%降低到0.46%以内。
4 结语
(1)通过提高铁液碳当量、减少铁液中的微量元素及碳元素的损失,可有效的减少厚大位置缩松缺陷的产生;
(2)冷铁、激冷涂料可有效减少铸件厚大部位缩松缺陷的产生机率;
(3)提高砂胎的紧实度与强度,可有效的减少铁液浇注过程中的冲砂问题,降低砂眼缺陷。
[1] 郑洪亮,田卫星,孙建俊,等.球墨铸铁缩松形成机理研究的现状[J]. 铸造,2015,54(11):1063-1064.
[2] 陆文华,李隆盛,黄良余. 铸造合金及其熔炼[M]. 机械工业出版社,1997:44.
[3] 王文清,李魁盛. 铸造工艺学[M].机械工业出版社,1998:217.
[4] 程俊伟,郭亚辉,龚出群,等. 柴油机汽缸盖渗漏缺陷成因分析及对策[J].中国铸造装备与技术,2009(2).
[5] 陈世岗. 柴油机气缸盖缩松的控制[J].中国铸造装备与技术,2002(1).
业界资讯 Information
中国艺术铸造第十一届年会成功举办
由中国铸造协会主办,中国铸造协会艺术铸造分会承办,山西宇达青铜文化艺术股份有限公司协办,山西省铸造协会提供支持的“中国艺术铸造第十一届年会”于2016年10月17日—19日在山西运城市成功举办。此次年会的主题是“交流分享与创新转型”。
中国铸造协会执行副会长支晓恒、 运城市委常委、宣传部长王志峰,中国铸造协会艺术铸造分会副理事长詹绍思,以及来自全国各地的专家学者、艺术铸造厂家、材料供应商代表近百余人参加了本届行业盛会。
目前,我国经济发展进入新常态,文化产业得到迅猛发展,艺术铸造行业企业正面临着新机遇、新挑战。如何在新的形势下创业、创新、转型、升级,实现可持续的发展,已成为艺术铸造行业企业关注的热点问题。本次会议宇达、晨光、桐青、华艺、华日、新九鼎七家中国艺术铸造行业的龙头企业以视频的方式,分享了企业的经典案例和精彩作法。武汉工控艺术等四家企业以ppt的方式展示了企业的成就和风采 。同时进行了热烈务实的交流,就行业数字化制造技术创新,“互联网+”电商,行业人才及员工队伍建设,新形势下的转型等纵论行业发展,谋求创新转型。
与会代表重点参观了国家文化产业示范基地山西宇达青铜文化艺术股份有限公司的青铜文化产业园和生产线。代表们不仅感受到了青铜艺术的美仑美奂,溢彩流光,艺术之于心灵的巨大震撼,也感受到了3D打印制造、七轴机器人的科技创新的生命力。
本届年会以文件的形式发布了艺术铸造分行业“十三·五”发展规划。其指导思想是以艺术为先导,以技术为依托,提升产品的文化、艺术和技术内涵,通过艺术与文化、艺术与技术、文化和技术,传统工艺与现代技术的结合,加快行业建设步伐,增强行业自身实力,坚持可持续发展方向,攀登艺术铸造的新高峰,全面走向国际市场。其发展路线首先是行业结构的深化调整、其次扎实现代化的管理模式,稳步提高企业管理水平、第三积极推行数字化制造技术,建设科技型企业和行业,此外,还要积极开展员工专业教育,提升全行业的基础技术水平;强化相关学科行业的联系与交流,提升产品技术素质和创新能力;加强与国际间的交流,取长补短,不断拓展国际市场等。
本届年会艺术铸造分会副理事长詹绍思介绍了《艺术铸造发展史(现代卷)》编写情况。将分为以下几个阶段:1)战乱后的艰难起步(1949-1965);2)文革时期的跌宕(1966-1975);3)改革开放带来的复兴(1976-1995);4)世纪交替时期的腾飞(1996-2010);5)走向新的辉煌(2011-2015)。至2016年9月中旬,从粗到细已经完成了2万字的编写,下一步进行深入细化。尽量做到使得这部行业史书有血有肉,完整、全面、客观、公正。(胡春良 供稿)
Analysis and prevention of leakage defect of 170 cylinder head
GENG GuoFang,DING FuCai,JI ShunYe,ZHANG QingPu,LI WeiTao,ZHANG XingHe
(Weichai Power(Weifang) Casting Co., Ltd., Weifang 261061, Shandong, China)
Statistical data and analysis indicate that the 170 cylinder head leakage defect is mostly by reasons of shrinkage defect in nearside tappet hole and foreside valve guide hole and sand inclusion at left side. According to increasing carbon equivalent of base iron、decreasing pig iron proportion、using frozen iron and quick-cooling coating、removal of vent piece and optimizing molds, the shrinkage and sand inclusion defects are effectively decreased, and the leakage rate of the casting is controlled.
Carbon equivalent;Cooling speed; Leakage defect
TG251;
A;
1006-9658(201 6)06-001 9-04
10.3969/j.issn.1 006-9 658.2016.06.006
2016-04-22
稿件编号:1604-1348
耿国芳(1980—),女,工程师,主要研究方向为潮膜砂铸铁工艺.