一种大型机床薄壁件泡沫模具加工方法研究
2016-05-12徐建平宁夏共享模具有限公司宁夏银川750021
徐建平(宁夏共享模具有限公司,宁夏银川 750021)
一种大型机床薄壁件泡沫模具加工方法研究
徐建平
(宁夏共享模具有限公司,宁夏银川 750021)
介绍一种大型薄壁机床底座类铸件泡沫模具制作方法。机床床身类铸件内部结构复杂,制作周期长,尺寸精度要求高等因素难以达到顾客要求。通过对模样分块,利用数控加床加工,U G数控编程软件生成数控刀路,解决了泡沫模样控数加工制作的难题,生产效率大幅度提高。
数控编程;U G/CAM;泡沫模具
1 背景及产品介绍
泡沫模铸造技术(LFC)是一种近无余量,精确成型的铸造技术,对于生产单件或小批量铸件,泡沫模铸造有着得天独厚的优势。模样是泡沫模铸造成败的关键,没有高品质的模样,绝对不可能得到高品质的泡沫模铸件。泡沫模铸造的模样是生产过程中必不可少的消耗品,每生产一个铸件,就消耗一个模样。近两年,我们所承接的床身底座铸件大多都是单件小批量,且结构基本都不相同,如果采用传统模具制作不仅生产周期长,而且费用高。如果使用泡沫模实型铸造,仅模具一项即可节约大量资金,降低成本,制造周期从模样制造到铸件交货大概为10~20天,完全能满足客户短期研制开发新产品的要求。
图1所示的大型薄壁机床件底座,铸件材质为灰铁材质,长5 m,宽3 m,高0.8 m,铸件毛坯质量为5 t,属于大型薄壁机床件底座。
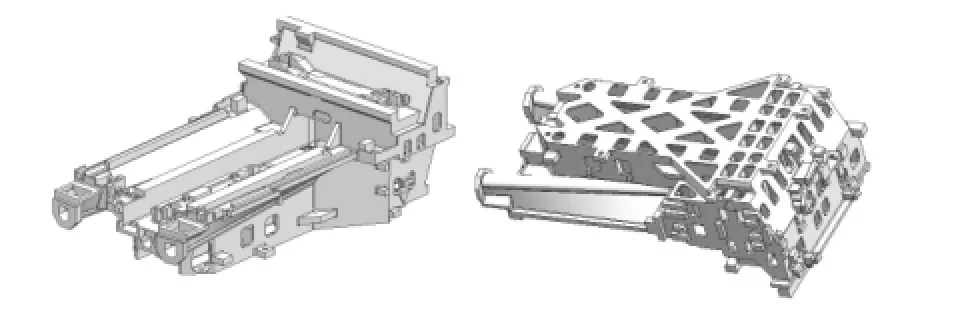
图1 某大型薄壁机床底座
2 设计难点及解决方案
2.1 机床类铸件泡沫模模样有以下几个特点:
1)机床类铸件大多平均壁厚10~20 mm,基本接近铸件的最小壁厚,在泡沫模模样制作过程中很容易出现变形、尺寸偏小等问题而影响铸件品质。
2)机床类铸件大多采用双层甚至多层加强筋板的独特结构,使得制作模样时难度加大,很容易导致上下层之间对接不齐,内部出现粘接缝隙等问题。
机床类铸件由于设计结构独特,决定了其模样制作难度,针对此类铸件制定相应的制作工艺,制作出合格的泡沫模模样,顾客满意的铸件。
2.2 泡沫模具工艺的研究
1)根据顾客提供的铸造工艺图纸建立三维模型,经过对此类产品工艺评审,其结构难点在排屑槽两侧形状的复杂扇形扭曲面,壁厚15 mm。运用UG/CAM软件固定轴曲面轮廓铣(Fixed Contour)方式编制加工程序,使用三轴数控机床加工。图2为排屑槽部位剖面图。
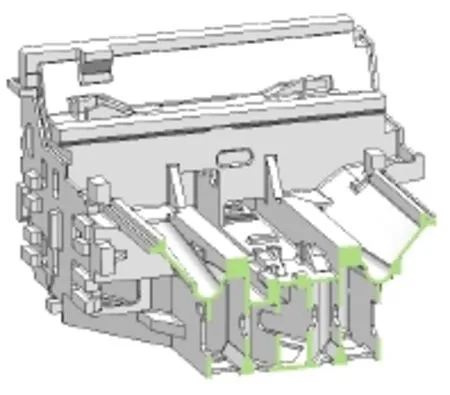
图2 排屑槽部位剖面图
2)由于三轴数控机床存在只能在X、Y、Z三个方向走刀加工的局限性,模样加工过程难以一次加工成形,所以在机床加工之前,需要先对三维模型进行分块处理。根据产品内腔结构进行分层,保证分层后模型的一面存在较多可支撑面,作为反面加工基准面。保留导轨等重要部分完整性,分块时尽量将R角、脐子带出,需要手工制作的在三维图中标示绿色;沟槽等机加不到的部位可单独分割,根据其复杂程度单独加工。图3所示三维模分层图。
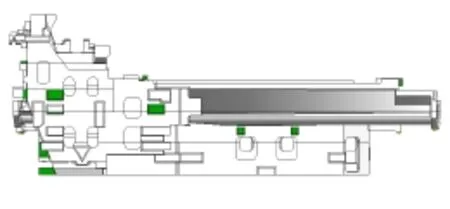
图3 所示三维模分层图。
3)加工工艺方案及装卡方案的选择
三维模型在经过分模后,会被分成大小、复杂程度不同的料块。通过设计拉筋、装卡块、辅助块将需要加工的分块料连接固定,以保证加工过程的牢固装卡。排版需要考虑的因素有机床可加工范围和毛坯毛料尺寸大小,根据可使用的设备和材料对模样进行分块,最大分块料单边应不少于5 mm余量,以保证模样料块全部加工到位。
两导轨排屑槽部位侧面扇形面壁厚15 mm,加工过程中容易变形,导致加工完后壁薄尺寸偏小1~2 mm。加工时设计工艺拉筋,在两侧易变形部位增加防变形工艺拉筋。加工后手工将添加的工艺拉筋割去,保证加工尺寸。
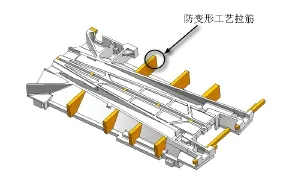
图4 加工工艺
4)加工编程
泡沫模加工编程使用UGCAM数控铣加工编程方式,常用的编程操作方法有平面铣(Planar Mill)、型腔铣(Cavity Mi11)、固定轴曲面轮廓铣(Fixed Contour)等。加工编程顺序一般由粗加工到精加工,分别进行平面、侧面、曲面、斜面及轮廓加工,加工灵活性较高。程序员可以根据自己的编程习惯和方式方法定制和选择适合当前设备及材料的加工方法及UG编程环境。

图5 编程界面
程序完成后,应编写实体剖切工艺方案单和加工程序单,剖切工艺单中要写明分割的方法以及需要粘补的部分,应以不同的颜色标明分割层次和需要粘贴的部位。同时,还要写明每部分对应的所需下料的毛坯尺寸,标明每层实际的最大尺寸。加工程序单除要说明图号、件的名称和程序名称、对应刀具、编程基准等常规选项外,还必须说明此层是以何种方式翻转的以及具体的翻转轴。表1为刀具切削参数表

表1 加工参数
5)组装及检验
组装人员将机床加工完的若干个部分,参照三维图再将多个部件用胶粘结成整体模样。模样组装表面必须光滑,不得有明显的凸起和凹陷,模样组装完后还应具有一定的强度和刚度,以保证在取模,运输和涂覆涂料,填砂等操作过程中不被损坏或变形。
6)检验
为了保证泡沫模模样尺寸精确,我司对泡沫模产品使用三维测量臂对泡沫模进行全尺寸测量。检测完毕后编制检验尺寸报告,合格后向顾客提交尺寸表。
3 结论
通过产品结构分析及加工内容分析,制定合理的分模工艺方案。快速有效解决了薄壁筋板尺寸的加工问题,取得了可观的经济效益,同时为今后加工相似薄壁类铸件泡沫模提供了良好的依据及借鉴。
[1] 章舟. 泡沫模铸造生产使用手册[M].北京:化学工业出版社,2010.
[2] 黄天佑.泡沫模铸造技术[M].北京.机械工业出版社,2004.
[3] 邓宏运.大型铸件泡沫模铸造工艺参数的选择[J].铸造工程师,2010(8).
[4] 刘文川 ,汽车翻转支架消失模模具的设计[J].中国铸造装备与技术.2010(4).
压铸行业精英“把脉” 洞察行业发展先机——2016中国国际压铸高层论坛暨首届压铸CEO峰会在嘉兴市举行
2016年10月19日,“2016中国国际压铸高层论坛暨首届压铸CEO峰会”在秋色宜人的浙江省嘉兴市拉开帷幕。本论坛由中国铸造协会主办,中国铸造协会压铸分会承办,香港铸造业总会、广东省铸造行业协会、上海市压铸技术协会、重庆铸造行业协会和苏州市压铸技术协会协办,并且还得到了浙江省铸造行业协会、江苏省机械工程学会压铸专业委员、天津市铸锻行业协会、宁波铸造协会压铸分会的大力支持。今后论坛将以两年一次的频率继续由中国铸造协会操办。
本次论坛包括了“全球压铸业发展态势分析”、“压铸下游行业发展趋势分析”、“先进压铸技术交流”和“CEO对话”等板块,旨在助力中国压铸业可持续发展,为压铸业同仁们打造一个即可前瞻行业发展方向,又可获得商业信息,同时交友联谊的高端平台。
中国铸造协会副会长、香港铸造业总会永远名誉主席姜永正主持了开幕式。出席本论坛的领导和嘉宾有中国铸造协会执行副会长兼秘书长温平,中国工程院院士、上海交通大学轻合金精密成型国家工程研究中心主任丁文江等, 和有以中国压铸20强企业为代表的优秀压铸企业家。本次被压铸届誉为“中国迄今为止规模最大、层次最高”的压铸会议共迎来450余名专业代表。
期间,主办方还举行了压铸团购推介会和联谊会,为参会代表提供了业务合作和畅叙友谊的良机。
论坛会场场外,主办方还搭建了企业宣传展示专区,为企业展示、代表交流构建了良好的平台。
2016年10月20日,本论坛的分会场轮番上演。四个分会场安排合理,紧扣当下压铸行业热点话题的精彩报告,可谓火爆异常,座无虚席。
本次压铸企业家沙龙活动吸引了60余位行业企业家参加。本次沙龙共分为两个主要环节。一是优秀企业家的主题分享,二是相关问题的互动交流。在主题分享环节,多位成功企业家同与会代表就创业心得、企业管理、精益生产、如何助力二代接班人成长等方面作了精彩分享。在互动交流环节,与会代表们展开充分的交流与讨论,积极分享了自己的看法与观点,全场掌声不断。
2016年20日下午及21日,主办方还安排了多场参观工厂活动。与会人员兵分几路,分别去嘉兴、无锡、苏州、南通参观了浙江亚路铸造铸造有限公司、布勒公司、苏州春兴精工股份有限公司、亚德林机械(苏州)有限公司、广东鸿图南通压铸有限公司等多家企业。实地的考察给参会人员带来了直观而全面的感受,高层论坛也在大家的热烈讨论和肯定声中圆满闭幕。
中国压铸腾飞,我们与您同在!(中国铸协供稿)
Study on processing method of foam mould for thin wall parts of large machine tool
XU JianPing
(KOCEL Pattern Co.,Ltd.,Yinchuan 750021,Ningxia,China)
In this paper, a method of making foam mould for casting of large thin wall machine tool is introduced. Machine tool base class castings with complex internal structure, production cycle is long, the size of the accuracy of the requirements of higher factors is diff i cult to meet customer requirements. Our communication through the shape of the sub block, the use of CNC machining, UG NC programming tool to generate NC tool path, to solve the problem of foam pattern NC machining production, production eff i ciency greatly improved.
NC programming UG/CAM Foam mould
TG249.6;
A;
1 006-9 658(201 6)06-0062-03
10.3969/j.issn.1 006-9 658.2016.06.01 9
2016-05-13
稿件编号:1605-1378
徐建平(1985—),男,助理工程师,主要从事数控机床编程加工技术研究工作.