环锭纺棉纱工艺计算CAD软件的开发研究
2016-05-09魏安方储长流刘新华安徽工程大学纺织服装学院安徽芜湖24000安徽工程大学纺织行业科技公共服务平台安徽芜湖24000
王 旭,魏安方,储长流,刘新华(.安徽工程大学纺织服装学院,安徽芜湖 24000,2.安徽工程大学纺织行业科技公共服务平台,安徽芜湖 24000)
环锭纺棉纱工艺计算CAD软件的开发研究
王 旭1,2,魏安方1,储长流1,刘新华1,2
(1.安徽工程大学纺织服装学院,安徽芜湖 241000,2.安徽工程大学纺织行业科技公共服务平台,安徽芜湖 241000)
摘要:为加快工艺计算过程,探讨了环锭纺棉纱工艺计算CAD软件的开发过程.以Visual Basic 6.0为开发工具,分别针对纯棉、涤棉混纺普梳纱和精梳纱工艺中的牵伸、捻度、罗拉转速以及各工序机器配台等过程,开发了相应的计算窗体.研究表明:运用工艺计算CAD软件,通过输入已知条件可实现环锭纺棉纱各工序工艺参数的自动计算.
关 键 词:环锭纺;纺纱工艺;计算机辅助设计;工艺计算
工艺计算是纺纱生产中的一项重要环节,不同纱线工艺计算也不同.通常纱线种类可由纤维成分、纺纱方法及纺纱工艺等决定,其中,环锭纺纯棉纱及涤棉混纺纱所占比例最多,如纯棉精梳、纯棉普梳、涤棉精梳、涤棉普梳纱等.环锭纺纱包括若干工序,以纯棉普梳为例,依次包括开清棉、梳棉、头并、二并、粗纱、细纱等,各工序半制品均需满足线密度及不匀率要求.此外,纯棉精梳工艺还需在梳棉和并条间配备精梳准备及精梳工序,而涤棉混纺纱则在粗纱工序前,需将涤条和棉条按混纺比进行三道混并等.纺纱生产的长流程、机型多使得工艺计算复杂.传统人工计算具有效率低、强度大、易出错等缺点.同时,由于各工序前后关联,一旦某工序参数变化,则必须重新计算.因此,如何准确、高效进行棉纺工艺计算一直是该领域的研究热点.近年来,运用计算机辅助棉纺织工艺设计取得了良好的效果,如棉纺织工艺计算CAD软件开发[1-2]、纺纱生产管理系统开发[3]、计算机辅助配棉[4-5]、棉纺厂车间机器排列CAD软件开发[6]、色织物配色软件开发[7]、织物组织CAD设计等[8],而针对纺纱工艺计算软件研究尚不多见.以Visual Basic 6.0开发了环锭纺棉纱工艺计算CAD软件.研究表明,通过输入已知条件可准确、方便地实现纯棉、涤棉混纺普梳和精梳纱工艺参数、各工序产量及配台的自动计算.
1 棉纺工艺计算过程
纺纱工艺计算前,首先要确定工艺流程.纯棉普梳、纯棉精梳、涤棉混纺普梳、涤棉混纺精梳的工艺流程如图1所示[9].环锭纺棉纱的工艺计算过程通常包括牵伸计算、粗纱和细纱捻度和罗拉转速计算、各工序机器产率及配台计算等.
1.1 牵伸倍数的计算
牵伸计算中某工序牵伸倍数E,可按式(1)计算.

式中,T′为上工序半成品线密度,tex;n为并合数;T为本工序半成品线密度,tex.
各工序半成品线密度可根据细纱线密度在一定范围内选定,例如当细纱在12~20tex时,梳棉条、预并条线密度分别在3 400~4 200tex、3 000~3 700tex范围内选择.涤棉混纺一般采用条混,为保证混纺比,涤条和棉条的线密度须满足一定关系.例如涤棉混纺比为65/35时,可用4根涤条与2根棉条混并,公定回潮率换算后,棉条的线密度是涤条线密度的1.163 8倍[9].如采用清梳联,则梳棉牵伸倍数可不计算.
1.2 捻度的计算
粗纱和细纱捻度计算可根据粗纱、细纱的用途及线密度,选定相应的捻系数α,最后由式(2)进行捻度t(捻/10cm)的计算.

式中,α为捻系数;T为线密度,tex.
例如,纯棉机织用纱的粗纱捻系数范围为86~102.线密度12~30tex的机织精梳棉纱的细纱捻系数范围,经、纬纱分别为410~320、360~290.通常在满足纱线质量时,选择较小的捻系数,则可以提高产量.

图1 环锭纺短纤纱工艺流程图
1.3 纺纱各工序机器产率及配台计算
纺纱各工序机器产率及配台必须前后适应,同时保证满足各工序的正常生产.通常各工序机器产率及配台计算按照以下原则进行.首先,根据每小时细纱用量,结合各工序消耗率,反推各工序半成品应输出产量.然后,计算各工序机器理论产量,结合各工序时间效率,计算出各工序定额产量.最后,根据各工序应输出产量、定额产量和计划停台率,计算出各工序机器的配台.
某工序半成品应输出产量Gi,按照式(3)计算.

式中,Q为细纱每小时用量,kg/h;Si为某工序消耗率.
某工序机器定额产量Di,按照式(4)计算.

式中,Li某工序机器理论产量,kg/h;Ki为某工序时间效率.
某工序机器定额配台数量Mi,按照式(5)计算.

式中,Gi为某工序半成品应输出产量,kg/h;Di为某工序定额产量,kg/h.
某工序机器实际配台数量Ni,按照式(6)计算,并进行取整.

式中,Mi为某工序机器定额配台,kg/h;Ai为某工序计划停台率.
2 棉纺工艺计算CAD软件的开发
根据纯棉精梳、纯棉普梳、涤棉混纺精梳、涤棉混纺普梳纱的工艺计算过程,以Visual Basic 6.0可分别开发出相应的计算窗体,以使工艺计算过程更加简便、准确和高效.
与传统的结构化程序设计不同,面向对象程序设计采用事件驱动机制,程序包括对象及代码,当触发对象的某个具体事件(如命令按钮的单击),则启动预先设置的程序代码.整个程序开发包括界面设计和代码编程两个部分.根据纺纱工艺计算的基本过程,纺纱工艺计算CAD总体设计思路包括基本工艺参数的输入、工艺计算及结果输出过程.整个程序由若干个窗体组成,每个窗体代表相应的纺纱工序,各工序窗体设计过程各不相同.各窗体主要由按钮、文本框、标签控件构成.文本框主要进行相关参数的输入和计算结果的输出;标签则指明文本框的作用;按钮控件的作用是当单击事件触发,则进行相应的运算或各窗体间的切换.相邻窗体间输入输出数据具有一定的联系.根据织造每小时纱线需求量,工艺计算顺序一般从后向前,如普梳工艺依次计算细纱、粗纱、二并、头并、梳棉、开清棉工序等.具体程序框图如图2所示.由图2可知,首先,从主菜单中选择某种纺纱工艺菜单项,弹出“牵伸计算”窗体,输入相应参数,点击计算按钮,则自动计算各工序牵伸倍数,单击下一步,则弹出“捻度及罗拉转速”窗体,输入相应的条件,点击计算按钮,则自动计算捻度及罗拉转速,单击下一步,则弹出“细纱工序配台计算”窗体,该窗体主要执行细纱机理论产率、定额产率、定额台数和计算配备台数的计算.然后,依次进行其余各工序配台计算.当点击某工序窗体的上一步按钮时,将退出当前工序窗体返回上一步工序窗体,以方便修改或重新计算.当点击某工序窗体的退出按钮时,将退出当前窗体并返回程序主菜单.当点击主菜单中的退出菜单项,则彻底退出程序.
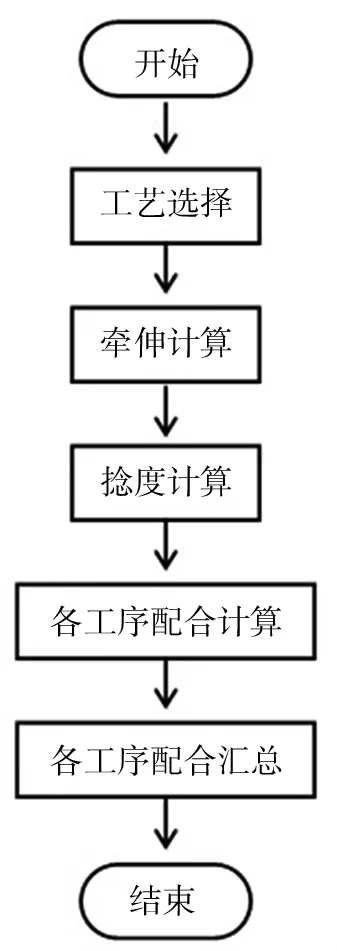
图2 纺纱工艺计算CAD程序框图
3 棉纺工艺计算CAD运行实例
下面以实例对本文开发的棉纺工艺计算CAD进行测试.已知织造厂某纯棉府绸产品每小时需要规格为纯棉精梳14.5tex的经、纬纱分别为127.35kg、68.24kg,根据生产需要,现针对棉纺厂进行工艺计算.从启动窗体菜单项中选择“纯棉精梳”子菜单,则弹出“牵伸计算”窗体(见图3),分别输入细纱、粗纱、并条、精梳条、条卷、棉预并条、棉生条及棉卷特数,输入各并合工序并合数后,单击各工序牵伸按钮,则计算出相应的牵伸倍数.点击下一步则弹出“捻度及罗拉速度”窗体(见图4),粗纱、细纱线密度可由牵伸计算窗体自动确定,其他参数程序已提供默认参考值,用户也可根据需要调整,最终可得到捻度及罗拉转速.点击下一步则弹出“细纱工序配台计算”窗体(见图5),通过计算得出需配置规格420锭的细纱机38台,其中26台加工经纱、12台加工纬纱.继续依次执行下一步,则分别得到“粗纱工序配台计算”、“精梳后并条配台计算”、“精梳配台计算”、“精梳条并卷配台计算”、“精梳预并条配台计算”、“梳棉配台计算”、“开清棉配台计算”等窗体,输入相应参数,可计算出结果.最终汇总全部工序配台结果(见图6),即根据织造厂需求,棉纺厂需配置加工经纱细纱机26台,加工纬纱细纱机12台,需配置粗纱机5台、精梳后并条机3台、精梳机12台、精梳条并卷机2台、棉预并条机3台、梳棉机10台、清棉成卷机1台,各工序工艺参数可以由各工序窗体适当进行调整.

图3 牵伸计算窗体

图4 捻度及罗拉转速计算窗体
上述实例说明所开发的程序可以准确、方便地实现环锭纺棉纱工艺计算.同时,当生产任务发生改变时,如织造厂每小时需要经、纬纱分别为162.40kg、87.02kg,只需输入相应的条件即可自动计算出相应棉纺厂需配置细纱机34台、16台分别加工经、纬纱,需配置粗纱机7台、精梳后并条机3台、精梳机15台、精梳条并卷机3台、棉预并条机4台、梳棉机12台、清棉成卷机2台.通过本程序可方便进行纺纱工艺计算,并提高棉纺工艺设计过程.

图5 细纱工序配台计算

图6 纯棉精梳各工序配台机器汇总
4 结论
以Visual Basic 6.0为开发工具,探讨了纯棉普梳、纯棉精梳、涤棉混纺普梳、涤棉混纺精梳等环锭纺棉纱工艺计算CAD软件的开发过程.程序经过测试表明,按照环锭纺棉纱的工艺流程,输入一定的条件,可以自动进行牵伸倍数、捻度及各工序机器产率和配台的计算.研究结果为开发纺纱工艺计算程序具有较好的参考价值.
参考文献:
[1] 宋新平,李亚滨,崔玉梅.棉纺织工厂工艺CAD系统的开发[J].纺织学报,2005,26(6):86-88.
[2] 吴关臣,曾浩.棉纺厂计算机辅助设计系统[J].天津纺织工学院学报,2000,19(4):30-33.
[3] 吴敏.纺纱生产计算机管理系统的开发[J].棉纺织技术,2000,28(5):32-34.
[4] 李惠军,赛娜娃尔.棉纺厂计算机配棉模型研究[J].新疆大学学报:自然科学版,2006,23(4):490-492.
[5] 丁志荣.计算机纺纱配棉系统的设计[J].棉纺织技术,2003,31(11):22-25.
[6] 张美玲,王占刚,苏川,等.棉纺厂车间机器排列CAD系统[J].天津工业大学学报,2004,23(2):58-60,64.
[7] 王旭,夏永宝,孙漫漫,等.基于矩阵模型的色织物配色设计软件开发[J].安徽工程大学学报,2014,29(4):62-64,79.
[8] 王旭,袁惠芬.阴影缎纹组织的计算机辅助设计[J].安徽工程大学学报,2014,29(2):79-81.
[9] 钱鸿彬.棉纺织厂工厂设计:第二版[M].北京:中国纺织出版社,2007.
Software development of ring spinning process
with computer aided design for cotton yarn
WANG Xu1,2,WEI An-fang1,CHU Chang-liu1,LIU Xin-hua1,2
(1.College of Textile and Clothing,Anhui Polytechnic University,Wuhu 241000,China;2.The Science and Technology Public Service Platform for Textile Industry,Anhui Polytechnic University,Wuhu 241000,China)
Abstract:To improve process calculation,this article discussed software development of ring spinning process with computer aided design for cotton yarn.According to process calculation,calculation form for drawing,twist and roller rotation rate,machine configuration were established such as the cotton and polyester/cotton blend carded yarn,the cotton and polyester/cotton blend combed yarn by using of Visual Basic 6.0.The result revealed the process parameter of ring spinning yarn could be calculated automatically after inputting initial condition by CAD software.
Key words:ring spinning;textile process;CAD;process calculation
作者简介:王 旭(1973-),男,安徽金寨人,副教授,博士.
基金项目:安徽工程大学校级教研基金资助项目(2011XJY27)
收稿日期:2015-10-15
文章编号:1672-2477(2016)01-0029-04
中图分类号:TS105.1
文献标识码:A
