冷轧平整机模型研究与仿真
2016-05-05李富强宋君赵勇张鹏胡秀梅鞍钢股份有限公司冷轧厂辽宁鞍山40鞍钢集团钢铁研究院辽宁鞍山4009
李富强,宋君,赵勇,张鹏,胡秀梅(.鞍钢股份有限公司冷轧厂,辽宁鞍山40;.鞍钢集团钢铁研究院,辽宁鞍山4009)
冷轧平整机模型研究与仿真
李富强1,宋君2,赵勇1,张鹏1,胡秀梅1
(1.鞍钢股份有限公司冷轧厂,辽宁鞍山114021;2.鞍钢集团钢铁研究院,辽宁鞍山114009)
摘要:对鞍钢1450 mm平整机过程控制系统数学模型进行了研究,分析了轧制力、张力等模型设定参数,提出了修正轧制力公式及提高模型设定计算精度的方法。同时利用VB开发了模型参数设定计算仿真程序。仿真程序能够结合实际生产运行数据,离线准确地计算出各轧制参数设定值,为提高冷轧薄板成品质量提供支持。
关键词:冷轧;平整机;延伸率;模型参数;仿真设定
李富强,工程师,2003年毕业于鞍山科技大学金属材料工程专业。E-mail:Lzlfq9549@163.com
鞍钢股份有限公司冷轧厂1450 mm平整机组2007年投产至今,经过多次技术改造,系统运行稳定,绝大部分产品质量都已达到用户要求。但当机组在生产厚度0.8 mm以下薄带钢时,会出现带钢延伸率波动大、控制不稳定的情况,而且带钢越薄越宽,现象越严重。为解决上述问题,本文以鞍钢股份有限公司冷轧厂4#线1450 mm平整机计算机控制系统与数学模型为主要研究对象,对平整机计算机模型控制系统进行了深入研究。分析了目前国内外冷轧平整计算机模型控制系统的研究现状,并在原平整机模型控制思想的基础上,优化了原有的模型控制系统中的模型公式,同时为现场开发了一套模型控制仿真程序,优化后的计算机模型系统在生产线上投入使用后,运行稳定,实际效果较好。
1 平整工艺与控制系统
1.1平整工艺
1450 mm单机架平整机组设计年产能80万成品厚度范围0.3~2.0mm,宽度为700~1 380mm。产品品种主要覆盖CQ、DQ、DDQ等,机组运行最高速度为1 200 m/min。平整机组工艺布置图见图1。
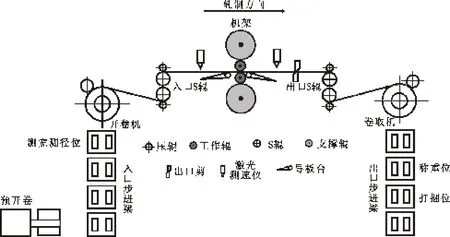
图1 平整机组工艺布置图
1.2过程控制系统
冷轧平整机组计算机控制系统由过程控制系统(二级)、基础自动化系统(一级)和人机界面(HMI)三部分组成,过程控制系统同时预留有同生产制造执行系统(三级)的接口[1]。
过程控制系统功能流程图见图2。整个过程控制系统分为4大模块和负责模块间通讯、系统与外部通讯的中间件系统(subsys系统),4大模块包括物料跟踪模块、测量值处理模块、通讯代理模块和数学模型计算模块。
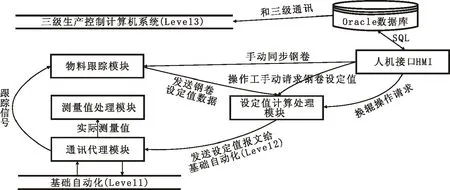
图2 过程控制系统功能流程
过程自动化系统、基础自动化系统和人机界面之间均通过工业以太网进行数据交互通讯。基础自动化系统各个功能单元模块之间通过西门子现场总线PROFIBUS-DP网、工业以太网和光纤网三种通讯方式进行数据交换,基础自动化系统与摇盘操作台、远程I/O模块、传动装置、仪器仪表设备之间通过PROFIBUS-DP网进行通讯[2]。
2 平整数学模型分析优化


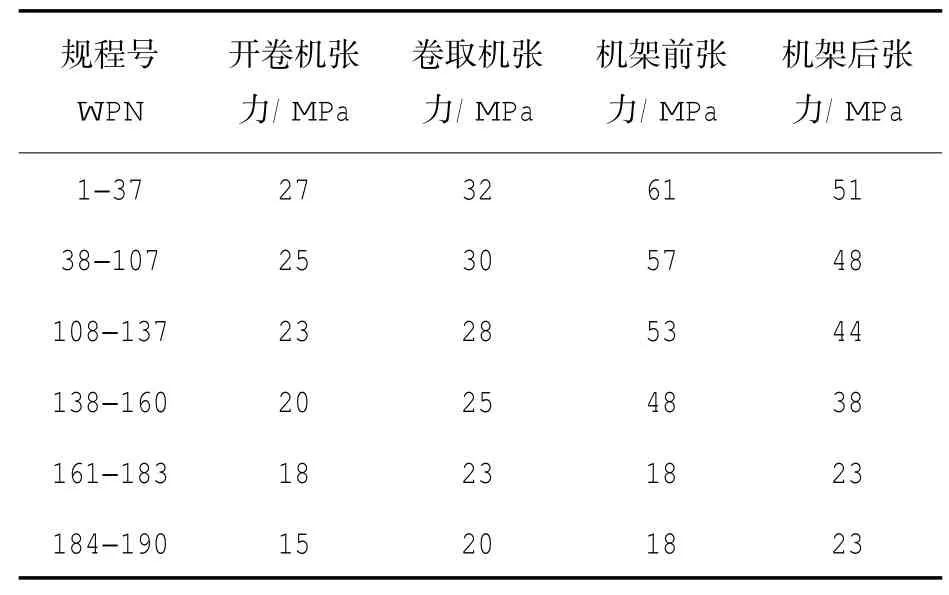
表1 轧制规程号与张力对应关系
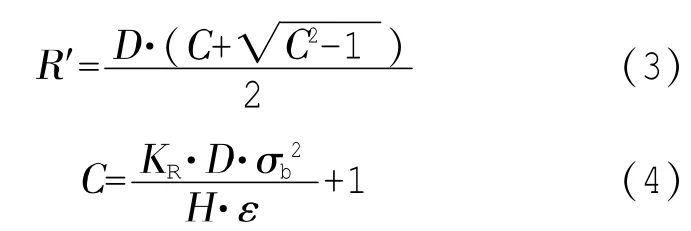

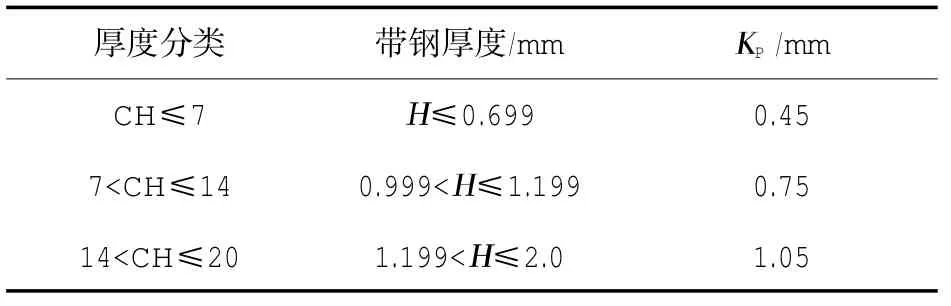
表2 压下补偿系数表

3 模型设定参数仿真
数学模型设定值计算模块是1 450 mm平整机组过程控制系统的核心模块。通过数学模型计算得到平整机轧制的所有预设定参数再通过过程控制系统中物料跟踪数据处理模块发送给基础自动化。数学模型计算预设定值时需要带钢的原料卷信息、订单信息和现场设备参数值等数据,整个计算机程序中算法的基础是冷轧平整工艺数学模型。
控制系统提供了平整机生产线所必需的各类数学模型。整个计算机控制系统分为两大模块:设定值模型计算模块和物料跟踪数据处理模块。设定值模型计算模块主要负责根据钢卷的原料信息、平整机组的设备参数以及现场基础自动化发送过来的仪器仪表检测实际值来为即将要上线的钢卷利用数学模型计算出钢卷在机组轧制时所需要的各种轧制参数,参数包括轧制力、机组各段张力、工作辊弯辊力、前滑值、辊缝值和延伸率调节的增益系数;物料跟踪数据处理模块主要负责对显示钢卷进行跟踪,响应基础自动化的请求把钢卷原料信息、轧制设定值、轧辊数据等信息发送给基础自动化,同时还对各种数据进行统计处理,生成成品数据、轧辊数据、原料卷数据、实际值数据等信息[3]。
3.1设定计算仿真软件
为了使现场的生产技术人员和操作人员更加方便地了解不同规格钢种带钢的轧制设定值参数,作者在研究课题的基础上利用Microsoft Visual Studio 2008 vb.net编程工具开发了一套针对1 450 mm平整机组模型设定计算的离线仿真程序。该程序给生产技术操作人员提供了友好的人机交互界面,通过简单的操作就可以计算出机组任何规格带钢轧制预设定值参数。程序虽然是离线,但通过程序也可以访问机组在线过程控制系统数据库,程序可以把实际生产计划中的前20卷钢卷信息从数据库中读出显示在界面窗口中,在轧制钢卷前操作工可以手动计算钢卷的设定值作为轧制时的参考值。整个数学模型仿真程序计算流程图如图3所示。
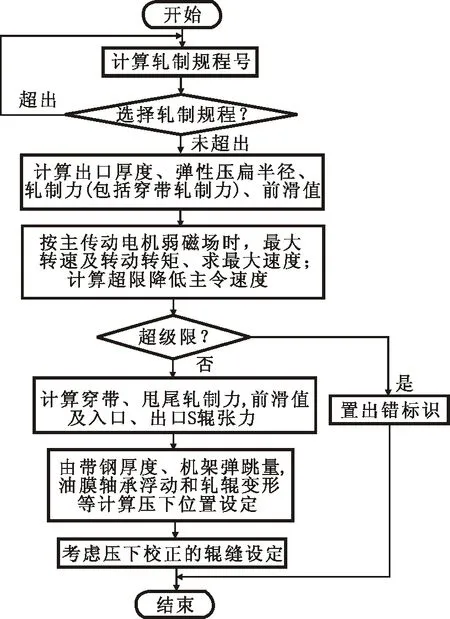
图3 设定值计算流程框图
3.2设定计算仿真结果
通过作者编制的1 450 mm平整模型设定值仿真程序,分别对原有轧制力模型有优化后的轧制力模型进行离线模拟仿真,在整个模拟的过程中选择了不同钢种、不同厚度宽度的15卷钢卷,模拟计算过程中使用的是冷轧1 450 mm平整机组现场生产的实际工厂数据。
依据鞍钢股份有限公司冷轧厂提供的轧制设定值原始参数,运用原模型和优化后模型对平整轧制力进行模拟仿真,数据对比折线图如图4所示。
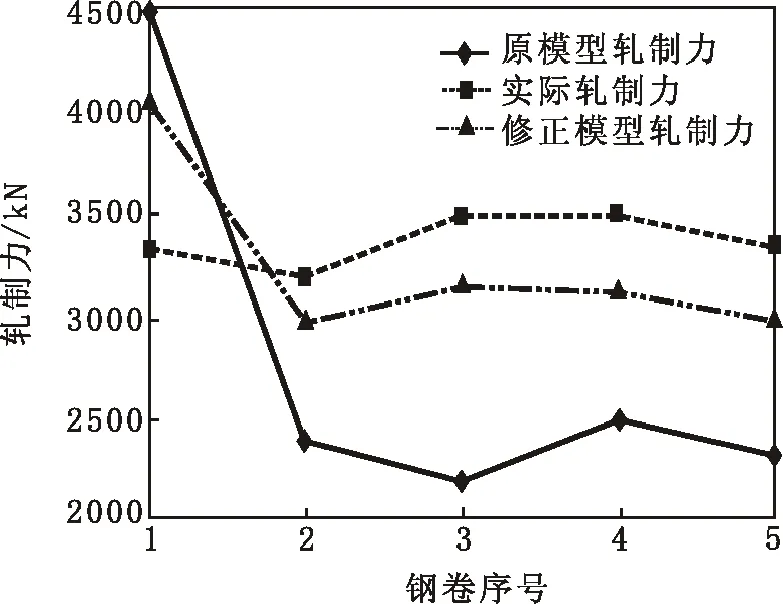
图4 SPCC轧制力对比
通过离线模拟仿真程序在现场运行的情况,1 450 mm平整机在轧制厚度小于1.2 mm的原料钢卷时,带钢的延伸率控制都非常稳定,轧制过程中没有出现较大的波动。经过模拟仿真系统的修正后,机组带钢延伸率波动的情况出现的几率变小,重平率明显降低。
对仿真程序投入前后的现场实际数据进行了对比分析,并从中抽取了2卷厚度在1.2 mm以下规格的钢卷,对生产过程中的延伸率波动情况进行统计分析。系统投入前、后延伸率控制效果见图5所示。从图中可见,在生产厚度小于1.2mm薄带钢时,优化后延伸率一直处于控制范围内(±1.2‰),而且比较稳定。说明鞍钢1 450mm冷轧平整机组模型系统优化改进工作可靠有效。
4 结论
(1)平整机组生产过程中,延伸率控制主要受工艺、数学模型预设定、电气调节系统及来料等诸多因素影响。
(2)分析了平整轧制力、张力、辊缝、前滑和摩擦系数等轧制参数,优化了原有的轧制力模型公式,提高了预设定精度,生产中取得了良好效果。
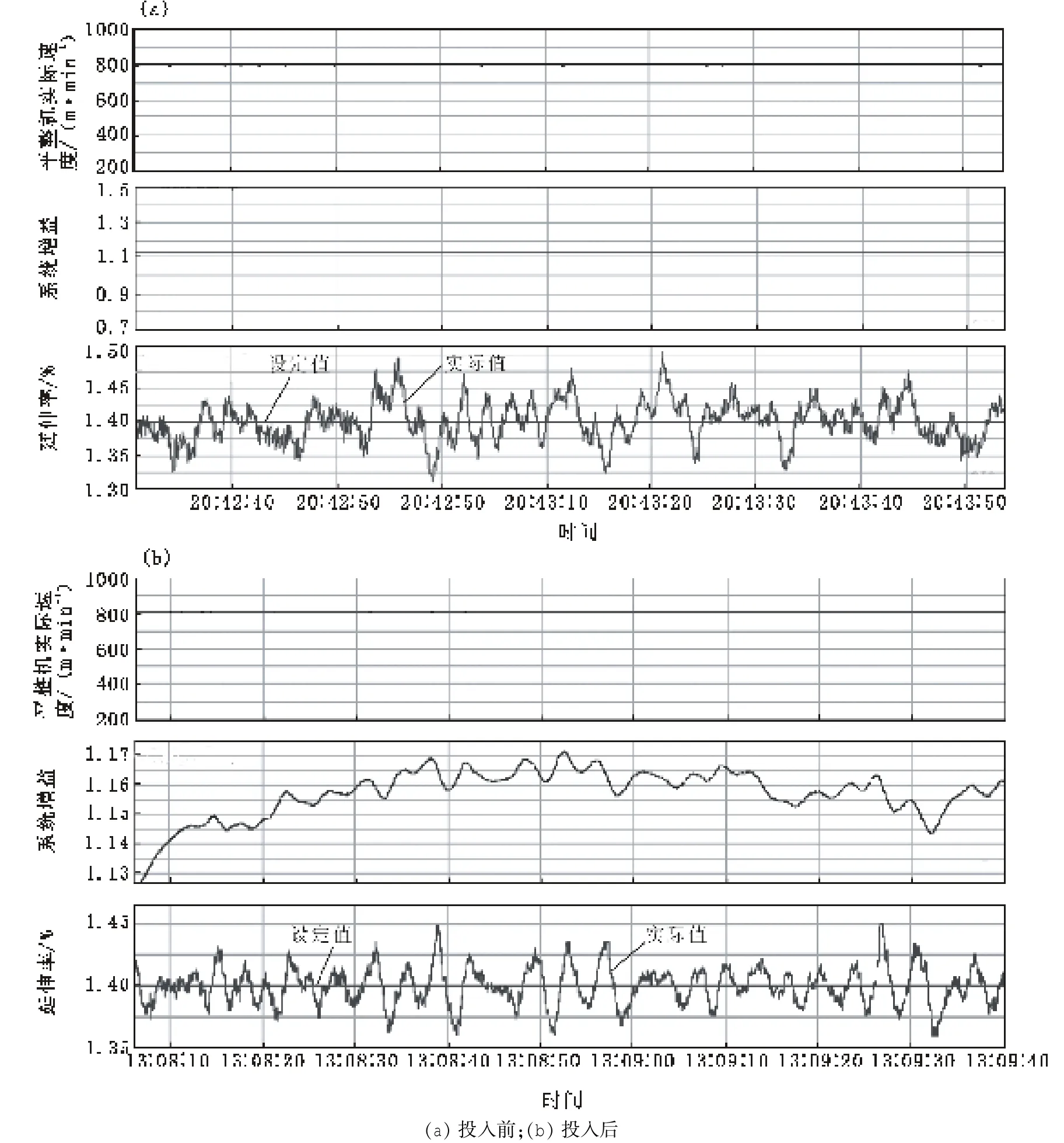
图5 系统投入前、后延伸率控制效果图
参考文献
[1]齐克敏.异步恒延伸轧制的试验及理论研究[D].沈阳:东北工学院,1986.
[2]李明.计算机过程控制系统在平整机组中的研究与应用[D].武汉:武汉科技大学控制理论与控制工程,2011.
[3]曾长操.平整机轧制力和延伸率的研究[D].秦皇岛:燕山大学机械工程学院,2002.
(编辑袁晓青)
修回日期:2015-07-17
Study on M odel for Cold Rolling Tem per M ill and M odel Simulation
Li Fuqiang1,Song Jun2,Zhao Yong1,Zhang Peng1,Hu Xiumei1
(1.Cold Rolled Strip Steel Mill of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China; 2.Iron&Steel Research Institutes of Ansteel Group Corporation,Anshan 114009,Liaoning,China)
Abstract:Based on the study of themathematicalmodel for the process control system of the 1450 mm cold rolling tempermill in Ansteel,such setup parameters for themodel as rolling force and tension were analyzed so that the formula for correcting the rolling force and the method for improving the calculation precision of setup parameters for the model were proposed.The simulation program for setting and calculating themodel parameters was developed by VB,which can accurately calculate the setting values of different rolling parameters off-line together with the actual production data and provide the technical support for improving the quality of cold rolled steel sheets.
Key words:cold rolling;tempermill;elongation;model parameter;simulation setting
中图分类号:TG333
文献标识码:A
文章编号:1006-4613(2016)02-0040-04
