无缝钢管水压机排气头系统改进
2016-05-05贾豹于天东鞍钢股份有限公司无缝钢管厂辽宁鞍山114021
贾豹,于天东(鞍钢股份有限公司无缝钢管厂,辽宁鞍山114021)
无缝钢管水压机排气头系统改进
贾豹,于天东
(鞍钢股份有限公司无缝钢管厂,辽宁鞍山114021)
摘要:介绍了无缝钢管厂水压机排气头系统存在的设计缺陷,并提出具体改进方案:将原阀杆和导向套之间镶嵌密封圈的密封方式,改进为在阀杆上内嵌铜套密封并将导向套底部封死的方式,同时改进水处理设施。运行结果表明,故障率大幅降低,提高了机组作业率。
关键词:无缝管;水压机;排气头;密封
贾豹,硕士,工程师,2008年毕业于辽宁科技大学机械工程设计与理论专业。E-mail:jiabao088@163.com
无缝钢管在国民经济建设中具有重要作用,被广泛使用于石油开采、钻探、航天等领域中[1]。检验无缝钢管产品质量的关键设备之一即无缝钢管打压设备——水压机。水压机设备性能直接影响着无缝钢管的产品质量和品种规格[2]。水压机工作原理是模拟钢管实际应用中的工作压力,在无缝钢管内充水,检验无缝钢管在设置的额定压力下并保压一定时间,是否发生破裂、弯曲、变形等情况,如果无缝钢管未产生以上缺陷,说明无缝钢管合格。排气头是水压机的重要组成部分,其主要作用是当无缝钢管内部一端充水时,另一端的排气阀阀杆移动将阀口打开使空气迅速排出,当无缝钢管内充满水后阀口关闭,增压缸启动进行打压试验。由于原排气阀结构不合理造成密封频繁损坏,无法达到试验额定压力值,同时被杂质污染的打压水加剧了密封损坏的程度。停机更换密封,既影响生产的连续性,降低了作业率,又增加了额外消耗。亟需对水压机排气头系统进行改进。
1 水压机系统组成及工作原理
水压机主要由三部分组成,即注水头系统、排气头系统和增压系统。当无缝钢管一端插入到注水头的实验头内、另一端插入到排气头的实验头后,随着注水头与排气头内实验头的预密封压力增加,预密封与无缝钢管外表面逐渐抱紧起到密封作用。当预密封压力达到额定压力值后注水头开始注水,排气头系统处排气阀阀杆向下移动,阀口打开排除管内空气,如图1所示。无缝钢管内被注满水后,排气阀阀杆向上移动阀口关闭,此时在无缝钢管内部与注水头系统及排气头系统间形成一个密闭空间,注水头处的增压缸启动,使无缝钢管内水增压。根据无缝钢管种类的不同,试验压力最高可达到69 MPa,保压几秒钟后增压缸停止工作,排气头阀杆下移、阀口打开,同时预密封压力降低为零,无缝钢管内打压水排出,结束打压。
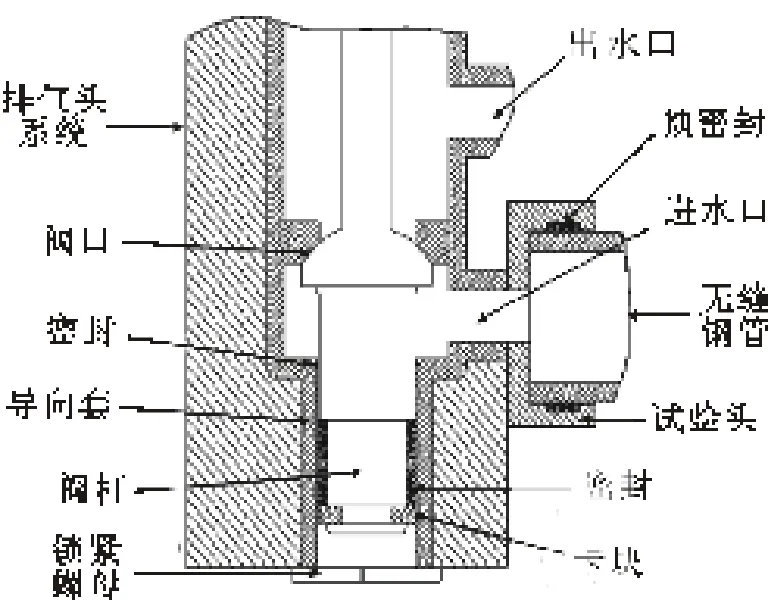
图1 改进前排气头系统
2 原排气头系统存在的缺陷
2.1排气阀结构不合理密封频繁损坏
打压试验一根无缝管阀杆要动作两次,一天大约生产1 200根无缝钢管,阀杆动作2 400次左右,由于动作频次大,排气阀阀杆底部导向套内的密封极易损坏。密封失效后,当增压缸增压时,由于存在泄露,无缝钢管内部压力达不到额定的69 MPa试验压力值;同时当导向套内的密封损坏而未及时发现时,从损坏的密封处泄漏的高压水会加速导向套内部的磨损,多数导向套内部都存在沟状的冲刷槽。更换导向套内密封时需要将导向套下面锁紧螺母打开,将整个阀杆吊出,更换时间4 h。
2.2打压水不洁净污染排气头加速其劣化
无缝钢管在轧制和热处理过程中处于高温状态,冷却是在空气中自然冷却,冷却过程中在无缝钢管内部形成一层氧化铁皮,吹风工序过程中由于铁皮清理不彻底,在无缝钢管打压时管内的铁皮会随着管内水流动而经过注水头、排气头系统及预密封的梭阀等,使梭阀阀芯磨损速度加快,降低使用寿命;梭阀漏水将造成预密封达不到设定压力,尤其是排气头阀杆导套内密封损坏频繁,导致无缝钢管内压力达不到设定压力值。
3 改进方案
3.1阀杆导向套和密封结构改进
3.1.1导向套结构改进
取消原排气阀导向套底部锁紧螺母的结构设计,将原导向套底部的通孔改为如图2所示的盲孔结构,通过将导向套底部封死来实现密封,通过导向套、关闭的阀口及无缝钢管内部形成密闭空间对无缝钢管打压,此方案解决了因为密封圈磨损、失效而导致高压水泄漏的问题。

图2 改进后排气头系统
3.1.2密封结构改进
将原密封圈结构改为如图3所示的铜套结构。

图3 改进后铜套结构
改进后的导向套底部为封死结构,因此内部经常有积水,为了避免阀杆移动时在铜套上、下方形成压力差而阻碍阀杆动作,在改进的铜套外侧加工多个导流槽,其作用为当阀杆上、下移动时,导向套内部的水可以沿着导流槽自由流动,起卸荷作用。
3.2水处理设施改进
在水处理池中抽水泵的入口处安装过滤网,防止铁皮等杂质进入到蓄水罐中;在抽水泵的出口到蓄水罐间安装过滤器,进一步过滤水中杂质,防止杂质进入到水压机内部水循环系统;每6个月对水处理池中的循环水进行一次彻底更换。同时要求生产人员在每次更换打压水时,严格按照乳化液占5%的比例进行勾兑[3],防止因为水质不洁净,导致水压机设备零部件氧化腐蚀生锈,降低设备功能精度。
4 改进效果
4.1实现生产连续性
水压机排气头系统改进后,杜绝了因为排气头导向套内密封圈频繁损坏造成停机检修。本技术的应用,解决了制约生产连续性的难题,使机组的作业率提高2.4%,自2015年1月使用至今,效果良好。
4.2降低维护成本
按照每次停机处理时间4 h,每月停4次计算,每年估计节约费用15万元。本技术的应用,在节约备件费用的同时,不仅避免了人力资源和能源的浪费,而且为降本增效做出了积极的贡献,为同行业设备改进提供一定的实际参考价值。
5 结语
通过对水压机排气头系统的改进,采用将导向套底部设计成盲孔、用铜套取代原导向套内的密封圈的结构设计,实现导向套、封闭的阀口及无缝钢管内部形成密闭空间,对无缝钢管进行打压,同时对水处理设施进行改进,彻底解决了排气头阀杆导套内密封损坏频繁,导致无缝钢管内压力达不到设定压力值的难题。改进后设备运行平稳,设备故障率及维护工作量大幅降低。
参考文献
[1]张才安.无缝钢管生产技术[M].重庆:重庆大学出版社,1997.
[2]李长穆.现代钢管生产[M].北京:冶金工业出版社,1988.
[3]周家启.工程系统可靠性评估原理和方法[M].重庆:科学技术文献出版社重庆分社,1988.
(编辑袁晓青)
修回日期:2015-09-07
Im provement in Exhaust Head System of Hydraulic M achine for Seam less Steel Pipe
Jia Bao,Yu Tiandong
(Seamless Steel Pipe Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
Abstract:The design defects existed in exhaust header system of hydraulic machine for seamless steel tube was introduced and the concrete schedule for improvement was proposed.Firstly the sealing way by inlaying seal rings between the old valve stems and guide sleeves was modified by embedding copper sleeves to the valve stems for sealing and closing off the bases of the guide sleeves.And then the water treatment facility was also improved.The operation results show that the failure rate was decreased greatly while the operation efficiency of the hydraulic machinewas increased.
Key words:seamless steel pipe;hydraulicmachine;exhaust header;sealing
中图分类号:TG315
文献标识码:A
文章编号:1006-4613(2016)02-0060-03
