动车组转向架构架加工技术研究
2016-04-14李秀艳王雪岭郑建科孟翔飞
李秀艳,王雪岭,王 伟,郑建科,孟翔飞
(中车唐山机车车辆有限公司,河北 唐山 063035)
动车组转向架构架加工技术研究
李秀艳,王雪岭,王伟,郑建科,孟翔飞
(中车唐山机车车辆有限公司,河北 唐山063035)
摘要:动车组转向架构架为全焊接结构,整体钢性差,结构紧凑,加工精度高,加工部位多,加工难度大。文章通过对产品结构、所用加工设备、加工工装、结合加工刀具等方面详细阐述了动车组转向架构架加工技术,并通过生产试制验证了该加工技术方案的可行性和合理性,为指导铁路交通装备制造技术提供一定的参考数据。
关键词:动车组转向架;构架加工;加工技术;键槽铣
0引言
1加工前的技术准备
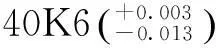
1.1构架加工图纸分析
动车组转向架构架为全焊接结构(如图1所示),整体钢性差、结构紧凑、加工部位多、加工精度高、加工难度大。主要的加工部位有转臂定位座部分、电机吊座部分、齿轮箱吊座部分、制动缸吊座部分、帽筒、连接座、牵引拉杆座、横向止档座。产品的整体刚性差,但各尺寸及公差要求高,几乎每一部位的加工都要制定详细及合理的加工技术方案才能实现,给加工技术人员带来了很高的难度,需要逐一攻克。
1.2加工设备分析
该产品的加工选用西班牙卧式镗铣加工中心,型号FR12000,控制系统及操作系统均为西门子840D数控系统,工作台是14000mm×3000mm×300mm落地铸铁平台。接口BT50,带自动换刀机构,配有可安装60把刀具的刀库,主轴具有内冷功能。主轴锥度为日本标准MAS 403 BT 50,拉丁形式为日本标准MAS 403-BT-1(45°)。设备为X、Y、Z三轴联动,X轴行程为12000mm,Y轴行程为3600mm,Z轴行程为1600mm。主轴功率37kW,扭矩为1530Nm,主轴转速范围为0~3000rpm。
设备主轴精度:
①X轴全长的定位精度:0.034mm,X轴全长的重复定位精度:0.027mm
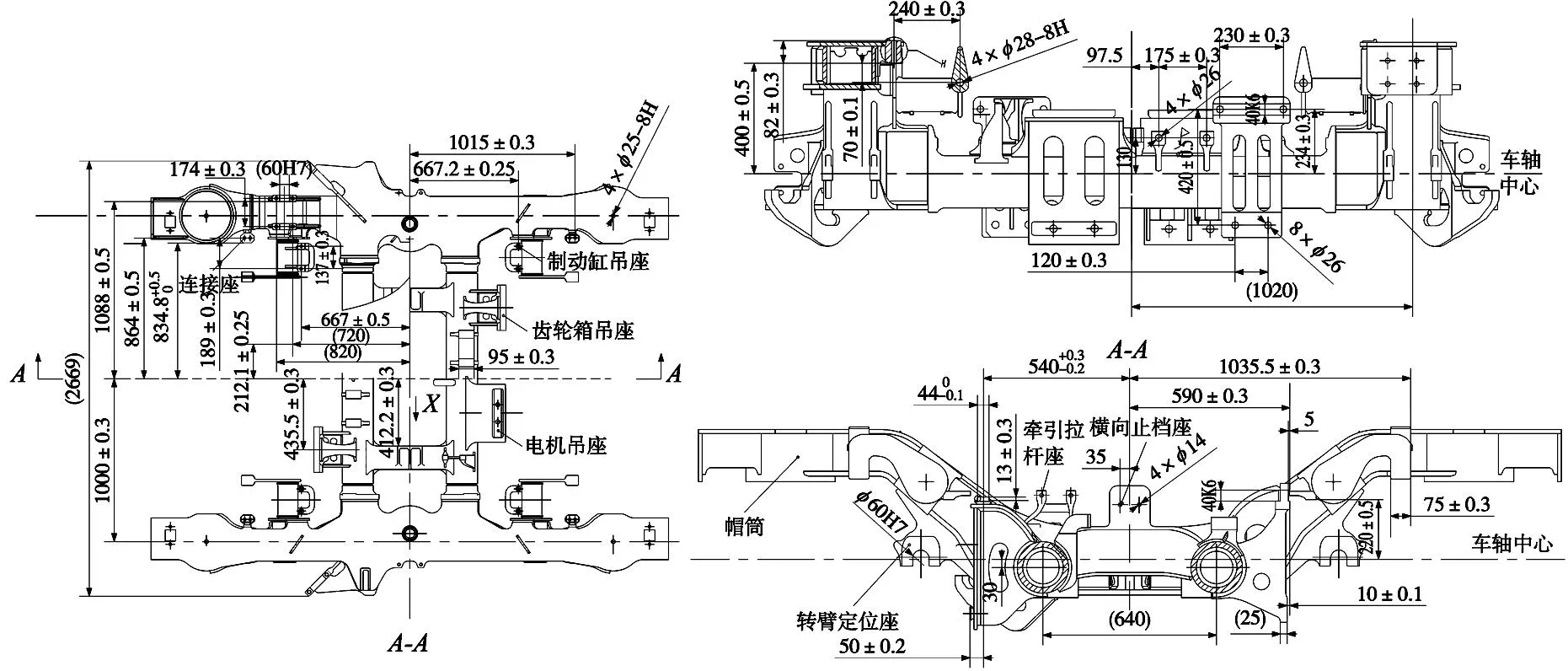
图1 动车组转向架构架加工示意图
②Y轴全长的定位精度:0.017mm,Y轴全长的重复定位精度:0.014mm
③Z轴全长的定位精度:0.013mm,Z轴全长的重复定位精度:0.011mm
该机床的特点是主轴为悬臂式,机床本身带有固定弯板,加工工件时要将工件安装在工装上,一起悬挂在机床固定弯板上进行加工。工装和弯板有定位、连接装置,保证悬挂后位置正确,借助两个附件头可以实现5轴加工,一是自动分度旋转铣头(如图2所示),一是立铣头(如图3所示),设备自动更换主轴。自动分度旋转铣头有两个旋转结合面,一个与主轴中心线垂直,另一个成45°,这种两层式旋转组合可以获得360×144个主轴不同角位(每隔1°和2.5°),直面连接能够以1°全自动定位,另一个倾斜45°,它被精确设定2.5°×144定位。立铣头是仅在一个平面工作的机械固定头。
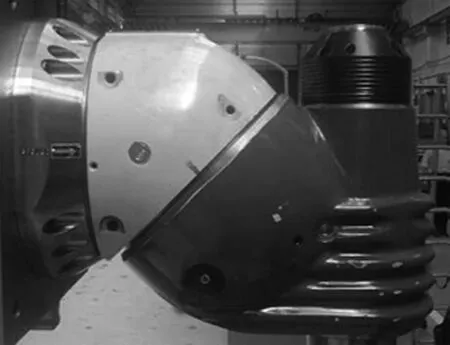
图2 自动分度旋转铣头
图3 立铣头
1.3加工工装分析
根据机床的结构特点[5],加工工装也有它的特殊性,工装即满足动车组构架的加工、又满足拖车构架的加工。首先工装需要悬挂,要考虑变形问题,强度、刚度都要满足;其次工装一面要与机床固定弯板连接,并有定位、夹紧功能;最后就是工装本身对工件的定位压紧功能。结合加工工艺流程,确定制作一次加工工装和二次加工工装,其中一次加工工装为反装加工,动拖车兼容,设有可调支撑、辅助支撑、压紧装置;二次加工工装为正装加工,以已加工的定位座面定Z轴、定位座内档侧面定Y轴、定位座U型槽立面定X轴,设有定位装置、压紧装置。在工装的设计制作时要求工装基础板上平面及背面与设备的定位面平行,以便工装与工件一起吊装到设备上时保证工件的X、Y方向与设备的X、Y轴平行。
使用方法是先将工装平放在四个调好的安装座上,再将工件安装在工装上,找正压紧工件,最后将工装和工件一起吊挂到机床的固定弯板上,工装简图如下图4所示。需要注意的是,工装设计、制作时要考虑使用时的两点要求,一是装夹工件后的找正问题,一是工装与工件一起吊装到设备上时保证工件的X、Y、Z方向上的找正线与设备的X、Y、Z轴平行。
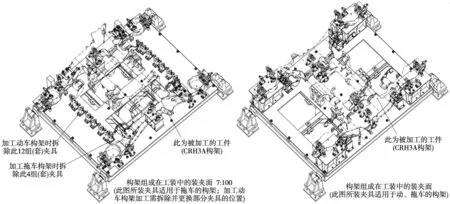
图4 反面及正面加工工装示意图
1.4加工刀具选择
加工部位多,所用主要刀具简介如表1。
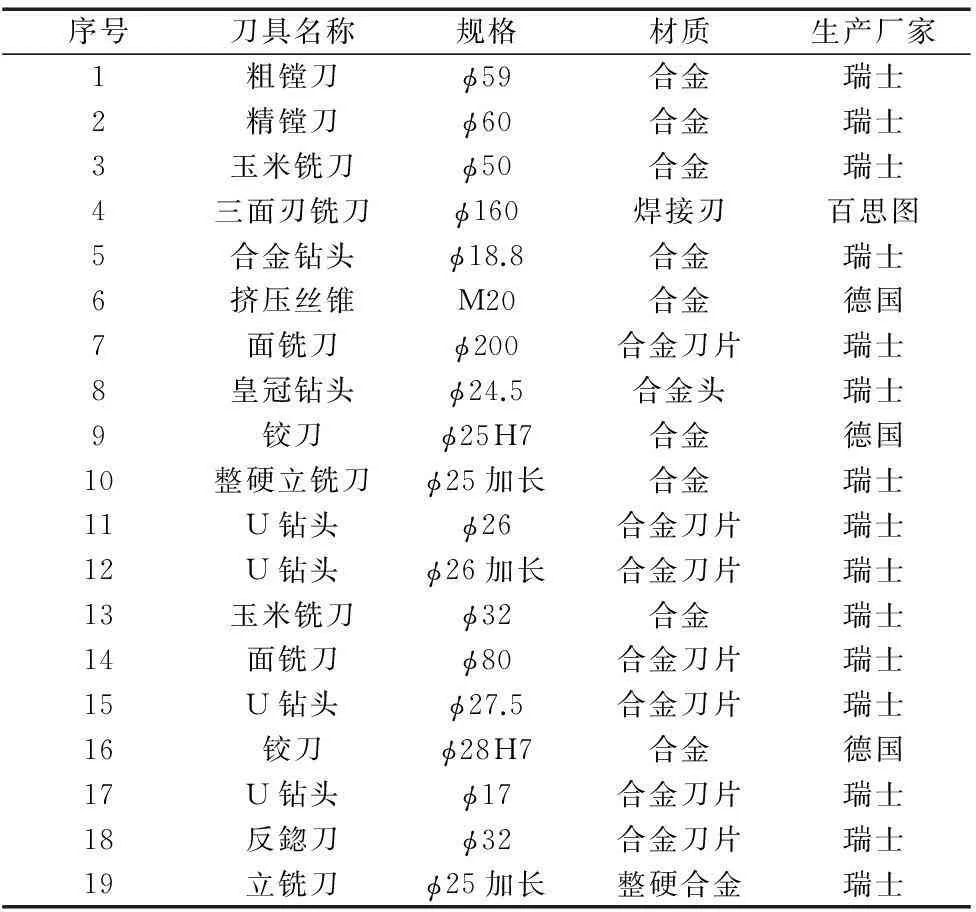
表1 刀具清单
2加工技术方案
2.1加工工艺路线
经过详细的分析和研究之后,决定在该设备上采用正反两次装夹完成构架的整体加工,制定的加工技术方案为:加工余量检测—构架反装(一次加工)—吊卸构架—构架正装(二次加工)—吊卸构架—钳工打磨—检验交出。
2.2重点工序说明
2.2.1构架反装

图5 装夹过程中用百分表检测变动示意图
图6 齿轮箱吊座键槽的加工与检测控制示意图
2.2.2构架正装
二次装夹非常关键,将正装工装平放在工装定位座上,再将构架安放在工装上,以已加工的定位座端面定Z轴、两定位座内档侧面定Y轴、两定位座U型槽立面定X轴,定好位后要用塞尺校核[5]。保证无误后压夹。具体的压夹过程与一次压夹一样,为保证构架压紧后仍处于自由状态,压紧前预先放置百分表,压紧点要预先上调,保证压紧后百分表处于0点。压夹无误后将工件连同工装一起悬挂在机床弯板上,再用机床复核构架已加工面,确保定位无误后方可确定工件零点加工。使构架横纵中心线与工装中心线平行,构架侧梁等高线与工装面平行。二次加工部位有电机吊座部分的卡条台阶面、孔,牵引拉杆座立面及孔,横向止档内侧面及孔,侧梁端部孔及倒角等,加工部位不多,但对装夹要求很严,否则相对尺寸难以保证。
3试制过程
采用此方案进行试制加工(如图7所示),加工出了合格的产品,检验了此方案可行、合理。在加工过程中,由于工装本身的误差、定位装夹误差等累计的误差会造成工件在机床上的位置不正,均能导致加工尺寸产生偏差,因此要结合生产实际进行具体问题具体分析。

图7 反、正面加工工装示意图
4结束语
文章从产品结构、机床特性、加工工装及刀具等方面详细的分析了动车组转向架构架的加工技术,并通过成功的试制验证了机床的加工能力,工装设计制造以及刀具选取的方法,进而得出此加工技术方案可行合理,能保证产品的质量。另外加工过程中要重点注意的两点:一是工件压夹无误后方可将其连同工装一起悬挂在机床弯板上,再用机床复核构架已加工面,以确保工件加工零点的正确;二是要使构架横纵中心线与工装中心线平行,构架侧梁等高线与工装面平行。总之,加工工序每一步都不能疏忽,否则难以加工出合格的动车组构架。
[参考文献]
[1] 严隽耄.车辆工程[M].北京:中国铁道出版社,1999.
[2] 张曙光.CRH2型动车组[M].北京:中国铁道出版社,2008.
[3] 孙凤池.机械加工工艺手册第2卷[M].北京:机械工业出版社,2007.
[4] 李新勇,赵志平.机械制造检测技术手册[M].北京:机械工业出版社,2011.
[5] 郑建科,王伟,黄军军,等.客车摇枕加工技术改进[J].制造技术与机床,2015(3):108-110.
[6] 杨建根,杨中芳.叉车转向油缸缸筒加工的技术改进[J].机械设计与制造,2012(6):121-122.
[7] 程萍,张远海.可倾轴瓦块的加工和测量技术研究[J].制造技术与机床,2015(3):118-121.
(编辑赵蓉)
Study on the Processing Technology of Frame of EMU Bogie
LI Xiu-yan,WANG Xue-ling,WANG Wei,ZHENG Jian-ke,MENG Xiang-fei
(CRRC Tangshan Co., Ltd.,Tangshan Hebei 063035,China)
Abstract:EMU bogie frame is fully welded structure, the overall poor steel, compact, high-precision machining, machining parts and more difficult process. Based on the product structure, the use of processing equipment, tooling and processing, combined with cutting tools elaborated EMU bogie frame processing technology, and through the production of trial validated the feasibility and rationality of the process technology program as a guide rail transportation equipment manufacturing technology to provide reference data.
Key words:EMU bogie;frame processing;processing technology;keyway milling
中图分类号:TH132;TG506
文献标识码:A
作者简介:李秀艳(1965—),女,河北唐山人,中车唐山机车车辆有限公司高级工程师,研究方向为铁路客车转向架加工技术,(E-mail)lixiuyan@tangche.com。
收稿日期:2015-03-25;修回日期:2015-04-22
文章编号:1001-2265(2016)02-0141-03
DOI:10.13462/j.cnki.mmtamt.2016.02.040
