如何提高用精密光学计或接触式干涉仪检定块规精度的探索
2016-04-13晋中市质量技术监督检验测试所张卓
● 晋中市质量技术监督检验测试所 张卓
如何提高用精密光学计或接触式干涉仪检定块规精度的探索
●晋中市质量技术监督检验测试所张卓
精密光学计和接触式干涉仪都属于高精度比较式端度仪器。工作台部分结构基本相同,操作方法也相似。接触式干涉仪常用于检定二、三等块规,精密光学计常用于检定三、四等块规。
精密光学计接触式干涉仪
精密光学计和接触式干涉仪都属于高精度比较式端度仪器。工作台部分结构基本相同,操作方法也相似。接触式干涉仪常用于检定二、三等块规,精密光学计常用于检定三、四等块规。
块规的准备
清洗好被测块规和标准块规,并检查块规测量面的表面质量是否合格。将它们按尺寸排列放在仪器附近进行长时间等温。
测帽和主工作台的选择
一般选用球面测帽和五筋平台。球形测帽表面应光洁无毛刺,以免划伤块规。五筋平台的中筋应略高于其余四筋0.6μm~0.4μm,检查时,观察仪器示值变化0.8μm~1.2μm即可。
有的薄块规弯曲度可能大于1μm,这样五筋平台块规凸面向上时,块规中心点与五筋的中筋不接触,则测出的中心长度将偏大。有经验的检定员可以从测帽敲击块规的声音判断这一情况。此时,只要将块规翻转,使其凹面向上。对于初学者测量薄块规最好换上玛瑙工作台。由于玛瑙头高出筋面2μm~3μm,故对于弯曲较大的块规也能测量。
工作台的安装
调整工作台4只径向螺丝,使中筋与测帽中心对齐。辅助工作台应低于主工作台10μm~50μm,用刀口尺检查,超差时应修磨垫圈厚度。
接触式干涉仪的调整
正常的仪器,自由状态时零级干涉带应位于视场中-50以外处,由于运输和使用不当,经常发生自由状态没有干涉条纹,此时对仪器应做适当调整。
(1)检查光源部分:照明光束光斑应略大于干涉计管入射窗口,并与之同心。光束为平行光,否则,要调节灯及聚光镜位置。
(2)放上滤光片,若看到条纹,则进行步骤4。
(3)若仍不见条纹,则移去目镜和滤光片,透过分划板可见灯丝象。调节参考镜螺丝,使两灯丝重合;重新移回目镜和滤光片,若仍不见条纹,则可能是初始状态被破坏或观察显微镜物镜离焦。取下测帽和提升器,调节位于镜管下部的初始状态螺丝,或前后推拉螺钉,调节物镜焦距。有时将物镜拉动一点儿,就需要相应地移动一点儿初始状态螺钉,反复多次即可出现条纹。
(4)出现条纹后,应将对比度最好的条纹调到视场中央,移去滤光片,即可出现彩色条纹。
接触式干涉仪示值的调整

调节参考镜螺丝,使45.6格分划间隔内包括16个条纹间隔;条纹应与分划平行,移去滤光片后,零级条纹应位于视场-53处。
测量
把块规放入移动框内,先测量标准块规。升降工作台或立臂,使测帽与标准块规工作面接触,工作台或立臂锁紧后,接触式干涉仪零级条纹或精密光学计影屏指标先应对准标尺零位。多次提升测帽和抖动移动框,示值不再变时,读取读数O;然后移入被检块规,重复上述提升和抖动的操作,并读数Q。各受检点应该读数两次,其顺序为:O1、Q1、Q2、O2,然后a1、b1、c1、c2、d2、a2、d1、b2。

图1 标准块规
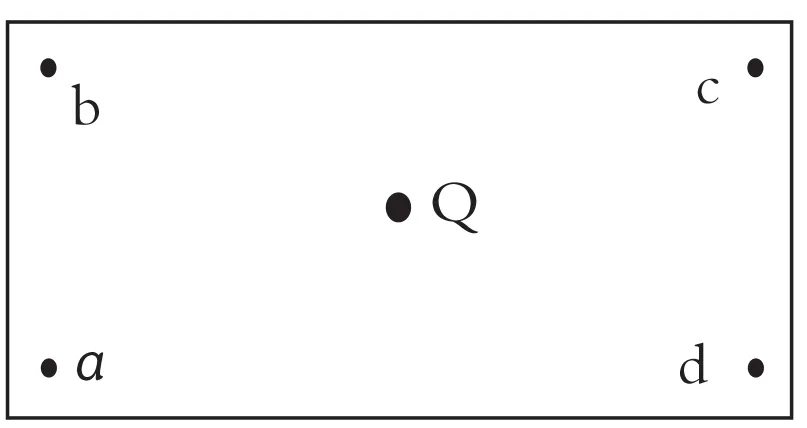
图2 被检块规
数据处理
取各两次读数平均值:
中心长度测量结果=Q平均-O平均+基准块规修正量。
平面平行性测量结果取a1、b1、c1、d1各点平均值中与Q相差最大的差值。
