管座角焊缝对接焊接接头的超声波检测
2016-04-07刘新生
刘新生
(江苏省特种设备安全监督检验研究院 连云港分院,江苏 连云港 222004)
管座角焊缝对接焊接接头的超声波检测
刘新生
(江苏省特种设备安全监督检验研究院 连云港分院,江苏 连云港 222004)
文章对管座角接焊缝超声波探测中遇到的声束入射方向与扫查范围、扫描线比例调节、检测灵敏度、曲面探测、几种特殊波形的利用、典型缺陷探测与判断及缺陷类型的判别等技术问题进行了论述。
管座角接头;焊缝;超声波探伤
0 引言
管座角接头焊缝在锅炉压力容器中大量应用,由于其结构特殊,几何形状多变,受力状况复杂等原因,造成施焊条件困难,焊接质量难以保证,同时,对超声波检测技术提出了更高的要求,即要求对此类焊缝的检测方法和检测工艺参数的选择、缺陷判别及结果评定等方面应采用行之有效的方法来控制焊缝内部质量,以确保锅炉压力容器的安全运行。近年来,已有一些标准规定对此类焊缝采用超声波检测JB/T4730.3—2005《承压设备无损检测》中5.1.6.3管座角焊缝的检测;GB 11345—1989钢焊缝手工超声波探测方法和探测结果的分级》中10.4“T型接头”和“管座角焊缝”的检验;;JB 3144《锅炉大口径管座角焊缝超声波探伤》等标准.在这些标准中,对检测频率、探头参数的选择、探测试块、检测面、检测灵敏度、验收标准等内容作出了规定,但是对如何确定缺陷位置,几种典型缺陷如何检测等内容未作出规定,给广大无损检测工作者在对此类焊缝进行超声波检测时带来一定困难,虽然广大高级无损检测技术专业工作者为解决T型接头和管座角接头这一焊接和检测均为薄弱的焊缝检测问题进行了大量试验,作出了很大努力,且已经解决了其中某些检测技术问题,但是仍然存在着一些急需解决的重要技术问题,本文就这一问题进行论述。
1 关于结构形式和检测方式
根据焊缝结构形式,管座角焊缝的检测有5种探测方式,可选择其中一种或几种方式组合实施检测。检测方式的选择应由合同双方商定,并考虑检测主要检测对象和几何条件的限制,如图1—2所示。
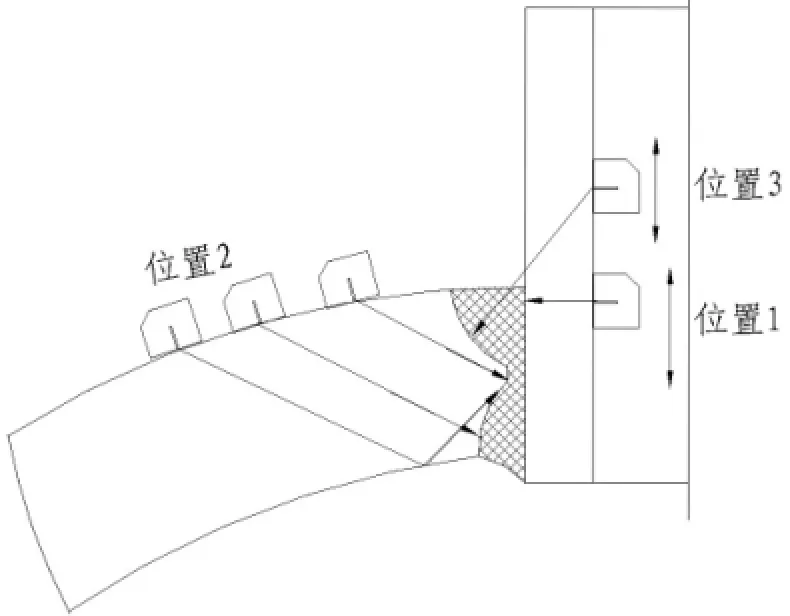
图1 插入式管座角焊缝
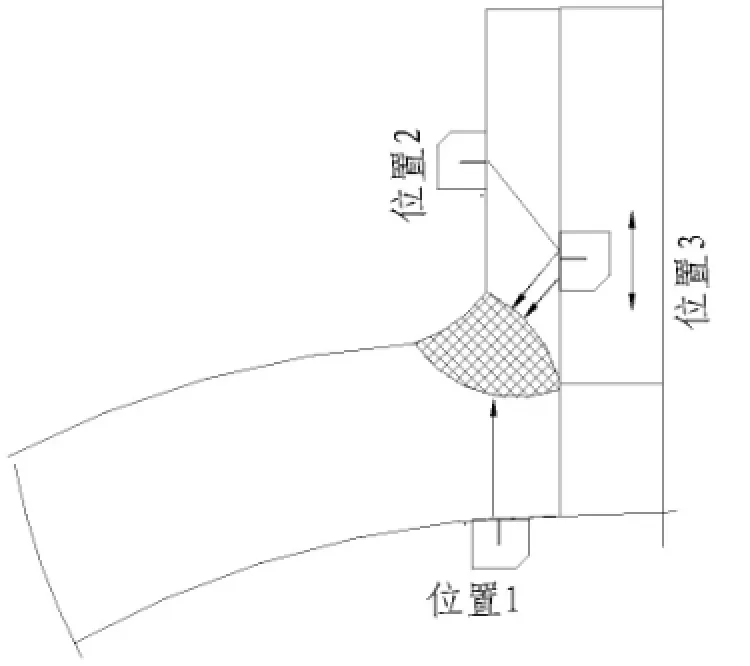
图2 安放式管座角焊缝
a在接管内壁采用直探头检测,见图1位置1。
b板在容器内壁采用直探头检测,见图2位置1。
c在接管外壁采用斜探头检测,见图2位置2。
d在接管内壁采用斜探头检测,见图1位置3和图2位置3。
e在容器外壁采用斜探头检测,见图1位置2。
管座角焊缝以直探头检测为主,探头频率、尺寸及扫查方法应按JB/T4730.3—2005《承压设备无损检测》中3.3.3条的规定执行。对直探头扫查不到的区域,可采用斜探头检测。
2 关于声束入射方向与扫查范围
声束入射方向和扫查范围确定的原则有二点:一是确保声束入射方向尽量与所检测的主要缺陷垂直,二是声束的扫查范围必须确保扫查到T型接头焊缝和管座角接焊缝的全体积及热影响范围。为此,必须合理选择探测面和斜探头的入射角度。
管座角接头焊缝的检测面和斜探头K值:(1)插入式管座角焊缝检测方法按图1所示,采用直探头在接管内壁于位置1进行探测;采用斜探头在筒体外壁位置2利用一次波与二次波进行探测;对厚壁筒体也可在筒体内壁探测;采用斜探头在接管内壁位置3利用一次波进行探测,也可在接管外侧利用二次波探测。斜探头K值可根据板厚选择,当板厚小于或等于20 mm时可选用K1和K2.5联合探测,当板厚大于20 mm时可选用K1和K2联合探测。(2)安放式管座角焊缝如图2所示,按下列方法探测:
采用直探头在筒体内壁于位置1进行探测,采用斜探头在接管外侧利用二次波于位置2进行探测,采用斜探头在接管内侧面位置3利用一次波进行探测。斜探头K值按插入式管座角焊缝要求选择。
3 关于扫描线比例
直探头探测时,可利用工件上或试块上已知尺寸的底面回波来调整适当比例。斜探头探测时,为有利于对缺陷判断,推荐声程比例法,即利用CSK—I A或I W:试块按声程比例调节,使最大探测声程位于探测仪扫描线上第6~8格之间。
4 关于检测灵敏度
管座角焊缝以直探头检测为主,探头频率、尺寸应按JB/ T4730.3—2005《承压设备无损检测》中4.2.2的规定执行,管座角焊缝焊接接头超声检测时,管座角焊缝斜探头的距离-波幅曲线灵敏度按表1的规定,直探头的距离-波幅曲线灵敏度按表2的规定。距离-波幅曲线的制作可在CSⅡ试块上进行,详见JB/T4730.3—2005《承压设备无损检测》中5.1.5.1。必要时应增加斜探头检测的内容。
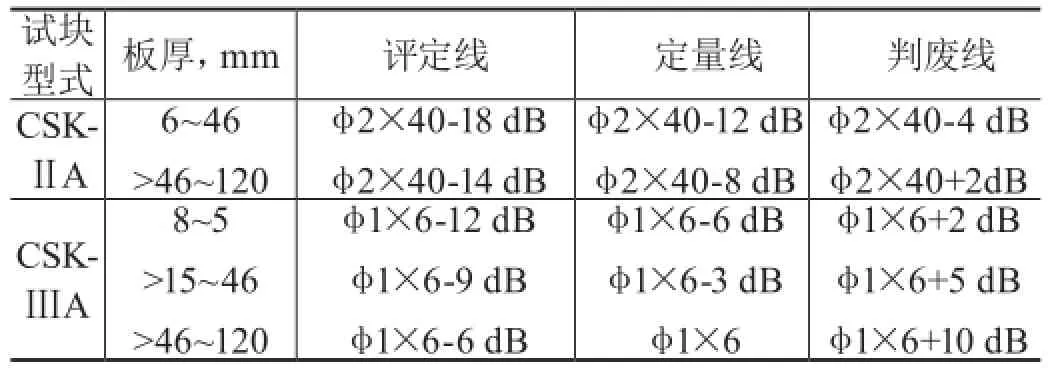
表1 距离-波幅曲线的灵敏度
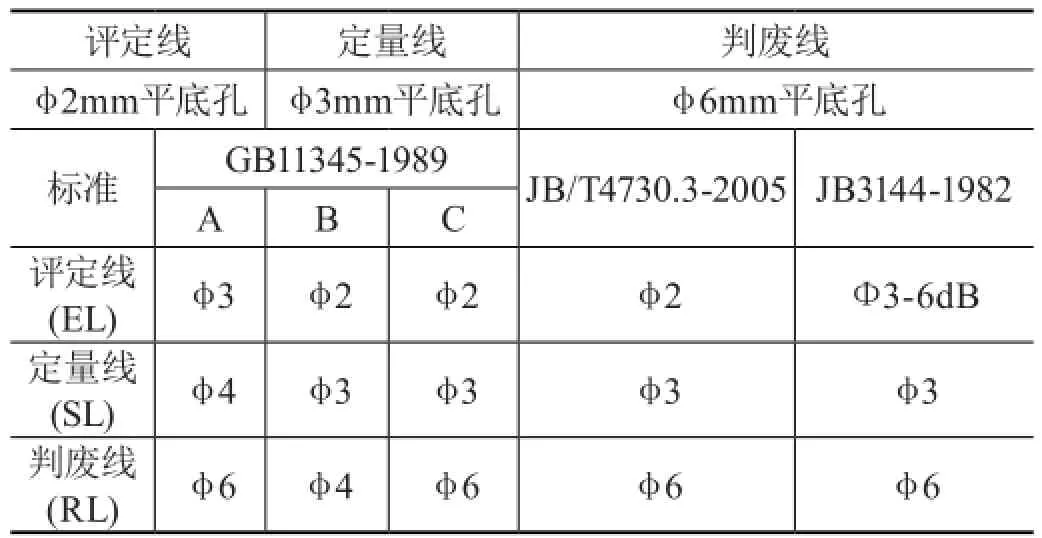
表2 管座角焊缝直探头距离-波幅曲线的灵敏度
5 关于缺陷的定量与评定
(1)灵敏度应调到定量线灵敏度。
(2)对所有反射波超过定量线的缺陷,均应确定其位置、最大反射波幅和缺陷当量。
(3)缺陷当量。应根据缺陷最大反射波幅确定缺陷当量直径¢或缺陷指示ΔL。
①缺陷当量直径¢,用当量平底孔直径表示,主要用于直探头检测,可采用公式计算距离—波幅曲线和试块对比来确定缺陷当量尺寸。
②缺陷指示长度ΔL的测定采用以下方法:
a.当缺陷反射波只有一个设点,且位于Ⅱ区时,用6dB法测其指示长度。
b.当缺陷反射波峰值起仪变化,有多个设点,且位于Ⅱ时,应以端点6dB法测其指示长度。
c.当缺陷反射波峰位于Ⅰ区,如认为有必要记录时,将探头左右移动,使波幅降到评定线,以此测定缺陷指示长度。
(4)缺陷评定。①超过评定线的信号应注意其是否具有裂纹等危害性缺陷特征,如有怀疑时,应采取改变探头K值,增加检测面、观察动态波形并结合结构工艺特征作判断,如对波形不能判断时,应辅以其它检测方法作综合判定。②缺陷指示长度小于10mm时按5mm计。③相邻两缺陷在一直线上,其间距小于其中较小的缺陷长度时,应做为一条缺陷处理,以两缺陷长度之和作为其指示长度(不考虑间距)。
(5)缺陷等级评定
①不允许存在下列缺陷:
a.反射波幅位于判废线及Ⅲ区的缺陷;
b.检测人员判定为裂纹等危害性的缺陷;
②最大反射波幅位于;Ⅱ区的缺陷,应根据其指示长度按表3的规定予以评级。
③最大反射波幅低于定量线的非裂纹类缺陷,均评为Ⅰ级。
④不合格的缺陷应予以返修。返修部位及热影响区仍按本标准进行检测和等级评定。
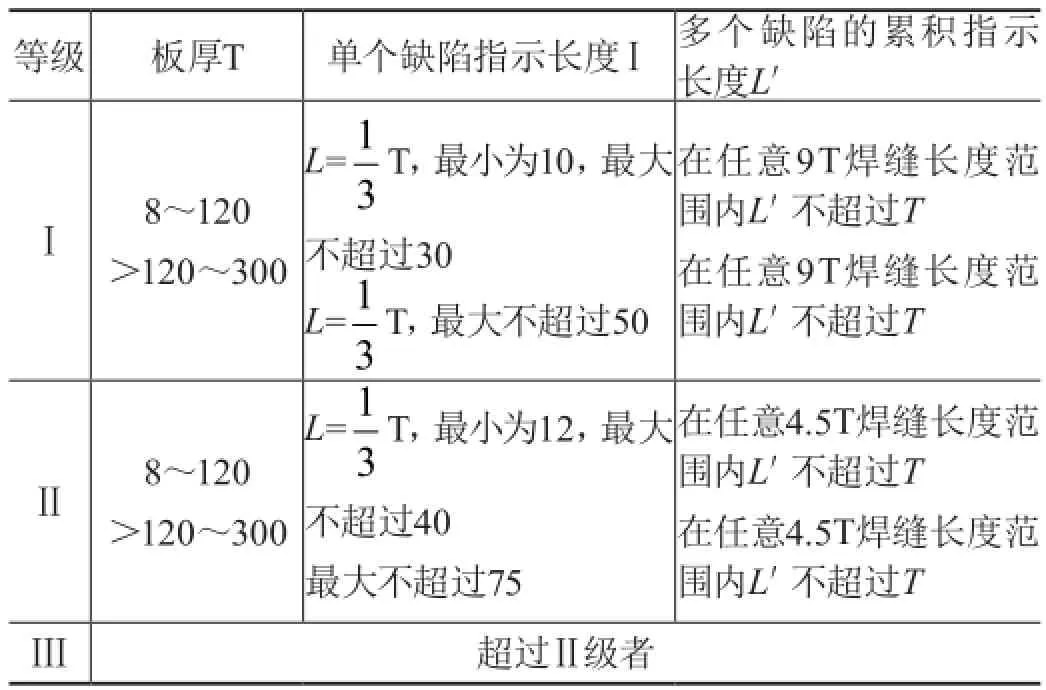
表3 Ⅱ区缺陷的等级评定
[1]承压设备无损检测[M].新华出版社,北京:2005.
[2]中国特种设备检验协会,超声检测[M].北京:中国劳动社会保障出版社,2002.
Ultrasonic testing of welded joints of butt joint f i llet weld
Liu Xisheng
(Lianyungang Branch of Jiangsu Province Special Equipment Safety Supervision Inspection Institute, Lianyungang 222004, China)
The fillet weld ultrasonic flaw encountered in the beam incident direction and scanning range and scanning line ratio adjustment, detection sensitivity, surface detection, the use of several special waveform, discrimination and other technical problems of typical defect detection and judgment and defect types are discussed.
fi llet joint; weld; ultrasonic testing
刘新生(1962— ),男,汉族,江苏连云港人,助理工程师;研究方向:承压类检验。
