走停式定宽压力机运动学分析
2016-04-07李伯林
李伯林
(宝钢股份公司热轧厂,上海 200941)
走停式定宽压力机运动学分析
李伯林
(宝钢股份公司热轧厂,上海 200941)
定宽压力机是板坯调宽的关键设备,其结构形式与运动状态是进行力学参数计算与轧制参数设定的基础,目前国内对走停式定宽压力机结构形式与运动状态的研究相对较少。为此,本文首先根据走停式定宽压力机的结构特征将其简化为曲柄滑块机构,建立了精确的滑块运动学模型;然后对理想状态与实际状态下滑块的运动情况进行了仿真,得到不同时刻定宽压力机的位移、速度和加速度曲线,分析了曲柄长度、连杆长度、空载转速、轧制转速对定宽压力机运动状态的定量影响规律。研究结果可为同类设备的力学参数计算与轧制参数设定提供精确的边界条件,也可为设备参数的优化设计提供理论依据。
定宽压力机;运动学;曲柄滑块机构;速度;加速度
0 前言
定宽压力机(SP)是板坯调宽的关键设备[1-3],其结构形式主要有两种:连续式与走停式。连续式定宽机需要与板坯进行同步运动,结构相对复杂,故障率高;走停式结构相对简单,得到广泛的应用[4-5]。目前国内外对于连续式定宽机已经做了大量研究[6-11],但对走停式定宽压力机研究相对较少。本文着重对走停式定宽压力机的结构形式与运动状态进行分析,为进一步分析力学状态提供精确的边界条件,同时为合理设计曲轴参数提供了理论依据。
1 基本结构
图1为该定宽压力机运动传递示意图,其中O表示曲轴旋转中心,O1表示曲轴偏心段圆心,O2表示连接臂弧形板的圆心,O3表示外块侧弧形板的圆心。曲轴的结构如图2所示,连接臂通过轴承安装在曲轴的偏心段,可以绕偏心段自由转动。曲轴轴头旋转,带动曲轴偏心段旋转,连接臂绕曲轴偏心段的圆心可以相对转动,安装在连接臂上的弧形板绕外块侧弧形板相对滚动,使得外块侧弧形板产生水平方向上的往复运动。
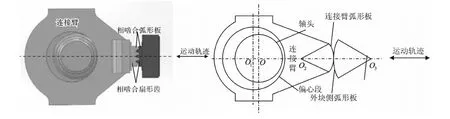
图1 运动传递示例图Fig.1 Schematic diagram of transmission of motion
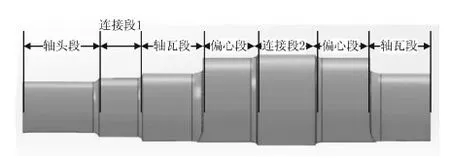
图2 曲轴结构图Fig.2 Structure chart of crankshaft
2 运动学模型


图3 曲柄滑块机构示意图Fig.3 Schematic diagram of slider-crank mechanism
其中θ角与曲轴轴头段输入速度与时间有关,表示为
θ=ωt
(1)
式中,ω为曲轴轴头段角速度;t为时间。
取外块侧弧形板圆心O3到曲轴旋转中心O的距离为x1,等效的曲柄长度为l1,等效的连杆长度为l2,则有以下几何关系
(2)
由此可以导出x1的关于θ的表达式为
(3)
当取滑块(外块侧简化结构,后面简称滑块)平衡位置为坐标原点时,则位移x为
(4)
通过对位移求一阶导数和二阶导数可以得到滑块处的速度与加速度分别为
(5)
(6)
由式(1)~式(6)可以得到滑块的位移、速度、加速度与时间的理论关系。
3 运动学分析
3.1 理想状态
理想状态下,曲轴轴头段的角速度应该是恒定不变的。取滑块的左极限位置为时间零点,同时取滑块位移平衡位置为位移坐标零点。同时研究结构参数对定宽机运动学的影响,分别改变连杆长度和曲柄长度,并与实际参数状态进行对比。滑块处的位移、速度、加速度曲线分别如图4~图6所示。

图4 滑块处位移曲线Fig.4 Displacement curve of the slider
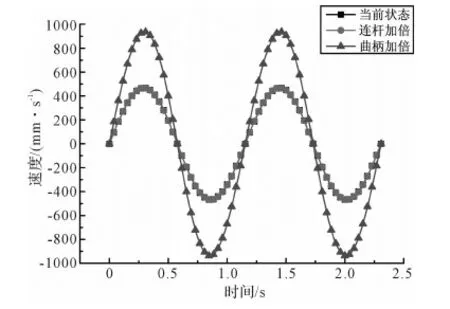
图5 滑块处速度曲线Fig.5 Velocity curve of the slider

图6 滑块处加速度曲线Fig.6 Acceleration curve of the slider
由图可知,无论连杆与曲轴长度如何变化,滑块的位移、速度与加速度曲线均为近似完美的正弦曲线,只是速度和加速度曲线的相位依次增加了四分之一个周期。改变曲柄长度与连杆长度时不影响运行周期,只对幅值有影响。当曲柄长度变为原始长度的2倍后,滑块位移、速度与加速度幅值也变为原始幅值的2倍左右,表明曲柄长度与滑块位移、速度与加速度幅值之间呈现良好的线性关系;当连杆长度变为原始长度的2倍后,滑块位移、速度与加速度幅值变化很小,几乎可以忽略不计。由于位移幅值与实际工作中侧压量直接对应,因此,可以通过优化曲柄长度使侧压范围更贴近于现场的具体需求,但是位移幅值的增加也会引起速度和加速度的增加,因此会使冲击和扭矩变大。
3.2 实际状态
如图7所示,曲轴实际转动过程与理想状态略有不同,在定宽机轧制板坯过程中,首先会有一段空载时间,这段时间砧板还没有与板坯接触,此时曲轴会以一个固定的角速度ω1运转,当砧板与板坯接触以后,由于轧制力的作用,曲轴的角速度会突然的降低到ω2,并以ω2的角速度运行至板坯变形完成,然后在接下来的时间里又恢复空载时刻的角速度ω1。

图7 实际工作中转速变化Fig.7 Speed change for the actual working state
当固定ω2=30 r/min时,取不同ω1值时,位移、速度、加速度曲线如图8~图10所示。当固定ω1=52 r/min时,即空载段时间固定时,取不同ω2,位移、速度、加速度曲线如图11~13所示。经过对比上述各图可以发现,当ω1≠ω2时,位移、速度、加速度曲线均与理想状态存在较大差别。由图可知,ω1的变化对滑块的位移幅值没有影响,但对滑块的速度与加速度幅值有很大影响,同时还会显著影响一个轧制周期所需的时间,当ω1由52 r/min变化到40 r/min或60 r/min时,速度幅值会变为原来的40/52倍或60/52倍,加速度幅值会变为原来的(40/52)2或(60/52)2倍,轧制周期所需时间会变为原来的52/40倍或52/60倍,即速度幅值与ω1呈良好线性关系,加速度幅值与ω1的平方呈良好线性关系,轧制周期所需时间与ω1呈反比例关系;ω2的变化对滑块位移、速度与加速度幅值均没有影响,同时对轧制周期的时间影响较小,几乎可以忽略不计;当ω1与ω2不相等时,虽然滑块位移曲线仍然保持连续,但速度与加速度曲线均存在明显的突变现象,而且随着两者之间差别的增大,突变程度不断增加,这种速度和加速度的突变势必会给生产设备造成冲击,因此在实际生产中应该尽量减小两者之间的差别,在进行设备受力状态分析时应将这一因素考虑在内。

图8 ω2=30 r/min时滑块处位移曲线Fig.8 Displacement curve of the slider when w2=30 r/min

图9 ω2=30 r/min滑块处速度曲线Fig.9 Velocity curve of the slider when w2=30 r/min

图10 ω2=30 r/min滑块处加速度曲线Fig.10 Acceleration curve of the slider when w2=30 r/min

图11 ω1=52 r/min时滑块处位移曲线Fig.11 Displacement curve of the slider when w1=52 r/min

图12 ω1=52 r/min时滑块处速度曲线Fig.12 Velocity curve of the slider when w1=52 r/min

图13 ω1=52 r/min时滑块处加速度曲线Fig.13 Acceleration curve of the slider when w1=52 r/min
4 结论
(1)曲轴、连接臂、弧形板之间的运动关系可以简化为曲柄滑块机构,曲柄长度与滑块位移、速度与加速度幅值之间呈现良好的线性关系,连杆长度变化对滑块位移、速度与加速度幅值影响很小,几乎可以忽略不计。
(2)速度幅值与ω1呈良好线性关系,加速度幅值与ω1的平方呈良好线性关系,轧制周期与ω1呈反比例关系;ω2的变化对滑块位移、速度与加速度幅值均没有影响,同时对轧制周期影响较小,几乎可以忽略不计。
(3)当ω1与ω2不相等时,速度与加速度曲线均存在明显的突变现象,而且随着两者之间差别的增大,突变程度不断增加,这种速度和加速度的突变势必会给生产设备造成冲击,因此在实际生产中应该尽量减小两者之间的差别,在进行设备受力状态分析时应将这一因素考虑在内。
[1] 杨东. 鞍钢热轧厂粗轧板坯自动宽度控制[D].沈阳:东北大学,2009.
[2] 李俊慧. 1880压力调宽机平面形状控制关键技术研究[D]. 秦皇岛:燕山大学,2011.
[3] 刘海平. SP定宽机轧制过程的有限元模拟[D]. 秦皇岛:燕山大学,2003..
[4] 刘松,廖永锋. 1880 热轧SSP 定宽机结构特点分析[J].重型机械, 2011(5):47-49.
[5] 梁振久, 张晓辉. 宝钢1880超大定宽机机架堆焊工艺[J]. 一重技术, 2006(5):40-41.
[6] 冯宪章,刘才,江光彪,等.1580大侧压定宽机运动学仿真及优化分析[J].机械工程学报, 2004,40(8):178-182.
[7] 冯宪章,刘才,江光彪,等.宝钢SP定宽机侧压框架动力学分析[J]. 重型机械, 2004(2):34-37.
[8] Muller, H.A. 板坯在侧压机大侧压变形时的变化[J]. 武钢技术, 1994(2): 32-39.
[9] 焦四海,周旭,刘相华,等.调宽压力机调宽时板坯变形影响因素[J]. 钢铁, 1999,34(10):34-37.
[10]焦四海,周旭,刘相华,等.调宽压力机调宽时板坯变形特点[J]. 钢铁, 2000,35(12):34-37.
[11]杨雄,李长生,刘相华,等.用有限元法分析板坯调宽过程中切头量的变化[J]. 钢铁研究学报, 2002, 14(6): 29-32.
Kinematics analysis of walking-stopping type slab sizing press
LI Bo-lin
(Baosteel Hot Rolling Department,Shanghai 200941, China)
The slab sizing press is the key equipment for width control of slab, and its basic structure and motion state are the basis for calculating mechanical parameters and presetting rolling parameters. At present, the researches on the basic structure and motion state of walking-stopping type slab sizing press are poor. Hence, a crank slider mechanism is simplified on the basis of the basic structure of walking-stopping type slab sizing press, and a precise kinematic model of the sliding block is established. The ideal state and the motion of the slider are simulated, and the displacement, velocity and acceleration curve of the slab sizing press at different times are obtained. The influences of crank length, length of connecting rod, idle speed and rolling speed on the motion state of the slab sizing press are analyzed. The research provides not only a precise boundary condition for the further analysis of the mechanical state but also a theoretical basis for optimization design of equipment parameters.
slab sizing press; kinematics; slider-crank mechanism; velocity; acceleration
2016-03-12;
2016-03-26
李伯林(1980-),男,宝钢股份公司热轧厂工程师,从事热轧装备研究与管理工作。
TG335
A
1001-196X(2016)06-0075-05
