双金属复合管液胀成形压力分析研究
2016-04-07梁国栋寇永乐徐能惠
胡 洪,梁国栋,寇永乐,徐能惠,隋 建
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.西安向阳航天材料股份有限公司,陕西 西安 710000)
双金属复合管液胀成形压力分析研究
胡 洪1,梁国栋2,寇永乐1,徐能惠1,隋 建1
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.西安向阳航天材料股份有限公司,陕西 西安 710000)
本文首先分析了双金属复合管液胀成形原理,在获得基管和衬管材料力学性能参数的基础上对基管和衬管满足液胀复合判据条件进行了研究;研究了不同胀形压力下基管与衬管残余接触压应力的变化;最后研究了不同衬管材料对胀形压力和残余接触压应力的影响,为双金属复合管液胀成形工程实际提供了重要依据。
双金属;复合管;液胀成形;胀形压力;残余应力
0 前言
随着全世界油气采输向海洋、深井等高腐蚀环境的发展,由于油气田中CO2、H2S等腐蚀物质含量很高,常出现因管道腐蚀造成巨大的经济损失和事故,因此,如何提高钢管的耐腐蚀能力是当前钢管工业研究的重要课题之一。 采用耐蚀合金是提高油气管道在高腐蚀性油气田开采作业中安全性的有效措施,但管材仅有1/3左右部分用作抗蚀,其余部分用作结构支撑,另外由于纯合金管材的耐压强度低,同样压力需要钢管的壁厚较大,造成了资源的浪费;国外的研究和应用结果都表明,使用双金属复合管是解决油气管道内部腐蚀问题相对安全和经济的最为有效方式之一。
双金属复合管是由两种不同材质的金属管材构成,一种管材在内,主要承受腐蚀,另一种管材在外,用于强度支撑,管层之间通过各种变形和连接技术形成紧密结合的新型管材。文献[1~8]对双金属复合管的成形方法以及应用前景进行了分析,对比了几种成形工艺,对我国双金属复合管工业的发展有一定参考,文献[9]对双金属复合管的经济优势进行了分析。结合国外经验,液胀成形技术是双金属复合管最佳的成形方式,但目前国内对该成形方式仅进行了初步理论研究,虽然有指导意义,但对其成形关键技术研究较少,因此本文在中国重型院双金属复合管液胀成形设备研制的成功经验基础上,对双金属复合管液胀成形关键技术进行深入分析研究。
1 双金属复合管液胀成形原理分析
双金属复合管液胀成形主要是依靠液压力,使内层合金管(以下简称衬管)和外层碳钢管(以下简称基管)发生变形,并在两管之间产生残余接触应力,其原理如图1所示。首先将外层碳钢管和内层合金管两管穿套在一起;然后在衬管内加压,随着管内压力升高,衬管由弹性变形状态进入塑性变形状态,并刚好与基管贴合;之后当管内压力继续升高,基管和内衬管两管同时产生一定变形;当衬管内压力卸除后,如基管弹性回复能力大于衬管的弹性回复能力,则基管和内衬管紧密结合,并产一定残余接触应力,形成双金属复合管。图1中,0为内衬管与基管穿管完成后示意;1为内衬管发生塑性变形后与基管刚好紧密接触示意;2为内衬管、基管均发生变形示意;4为复合结束,管内压力卸除后示意。

图1 双金属复合管液胀成形原理图Fig.1 Double metal composite tube hydraulic expansion forming principle diagram
2 材料力学性能参数确定
双金属复合管液胀成形过程中,涉及了不同材料的弹塑性变形、自动穿管装置的研制、复合全夹持模具设计、胀形压力的确定及精确控制、高压胀形模具的设计、基管和内衬管间的排气等关键技术,受篇幅所限,本文仅对复合胀形压力的确定及不同胀形压力对残余接触应力的影响进行深入研究。
本文研究双金属复合管尺寸参数如下:
基管直径D219 mm
基管壁厚T11.7 mm
基管材质 X65
衬管外径d192.6 mm
衬管壁厚t3 mm
衬管材质 316L
基管与衬管直径间隙 △ 3 mm
基管的材料和内衬管的材料性能参数是确定液压胀形力的基础,因此首先需要确定材料的力学性能参数。
本文通过单向拉伸实验,获得管件基本力学性能参数。分别沿钢管周向和轴向取样,如图2所示,该单向拉伸实验可在常用单向拉伸试验机上完成,试样具体尺寸按国标GB228-87选取,测得主要力学性能参数如表1所示。

图2 拉伸试样变形前后实例图Fig.2 Tensile samples of before and after deformation
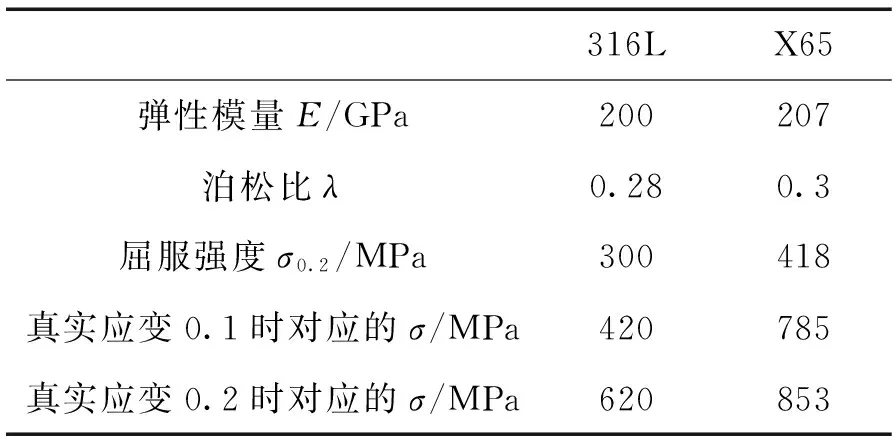
316LX65弹性模量E/GPa200207泊松比λ0.280.3屈服强度σ0.2/MPa300418真实应变0.1时对应的σ/MPa420785真实应变0.2时对应的σ/MPa620853
3 基管与衬管液胀复合判据分析
双金属复合管液胀成形过程应力应变曲线如图3所示,双金属复合管液胀成形主要分为三个阶段,0~1为衬管变形,衬管由弹性变形进入塑性变形,并最终与基管接触;1~2基管和内衬管一起发生变形;2~3基管与衬管发生回弹。

图3 双金属复合管液胀成形过程应力应变曲线Fig.3 Double metal composite tube hydraulic expansion forming process stress strain curves
由前述可知,在双金属复合管液胀成形过程中主要需要研究衬管发生变形时胀形压力P1,基管与衬管同时发生变形时的最大胀形力P2,以及完成复合胀形后基管与衬管之间的残余接触应力PC; 另外,研究基管与衬管材料匹配性以及研究影响基管与衬管之间的残余接触应力PC大小的因素也具有较大意义。
通过本文第1节关于双金属复合管液胀成形原理分析可知,基管与衬管之间要获得残余接触应力,必须要求在卸载完成后(即图1中完成程序3后),复合完成后基管回弹量εoback必须大于复合完成后衬管回弹量εiback,因此要求εoback>εiback。如图3所示,εoback和εiback均为弹性卸载的应变变化量,其中基管周向应力σθo、基管弹性模量Eo、衬管周向应力σθi、衬管弹性模量Ei之间的关系为
εoback=σθo/Eo,εiback=σθi/Ei
以本文主要研究的两种规格钢管为例进行具体说明。假设基管与衬管在复合过程中,基管内壁达到最大弹性变形量,此时σθo= 418 MPa,Eo= 207 GPa;对于衬管,在复合过程中周向应变由两部分组成,第一部分为图1中由0~1过程发生的周向应变,第二部分为图1中由1~2过程发生的周向应变,基于在复合过程中基管仅发生弹性变形,对衬管而言第二部分周向应变相对于第一部分很小,可以忽略,衬管第一部分周向应变公式(1)计算得到,εi=0.01558,由衬管的力学性能曲线可知此时对应的σθi=318.7 MPa,
(1)
因此εoback=σθo/Eo=418/207=2.02
εiback=σθi/Ei=318.7/200=1.59
由于εoback>εiback,因此本文研究的这两种钢管是可以采用液胀成形方式进行复合成形。
需要说明的是,上述探讨是基于假设基管不发生塑性变形得到的,而在基管与衬管复合过程中,基管会发生一定的变形量,但这并不影响基管与衬管复合判据分析,只需要将基管与衬管的最终的周向应力带入即可。
4 基管与衬管液压胀形复合胀形力分析
基管与衬管在复合胀形过程中,步骤一是衬管发生弹塑性变形并刚与基管接触,步骤二是基管与衬管同步发生变形,步骤三为基管与衬管回弹过程。
本文研究的内衬管外径d=192.6 mm,衬管壁厚t=3 mm,衬管材质为316L,由于d>>t,内衬管可看作薄壁管,因此内衬管的周向应力可由公式(2)计算所得
(2)
式中,σθi=300 MPa;t= 3 mm;d= 192.6 mm。
可以求得P1=9.346 MPa,即只有当复合胀形压力大于9.346 MPa时,衬管才会发生塑性变形,考虑到材料加工硬化效应,当衬管与基管接触后,衬管周向应变εi=0.01558,由衬管的力学性能曲线可知此时对应的σθi=318.7 MPa,因此通过计算可得此时需要的胀形压力为9.93 MPa。
基管与衬管复合所需的最小及最大胀形力可可利用公式3和4[10~12]计算所得,这为双金属复合管液胀成形理论计算提供了一定的理论依据。但需要说明的是,公式3和4是在假设基管不发生塑性变形的基础上得到的,因此与实际双金属复合管液胀成形工艺不符,还需要进一步完善。
(3)
(4)
双金属复合管液胀成形过程涉及到不同材料的弹塑性变形,是复杂的应力应变过程,单纯依靠理论计算,无法精确揭示该成形理论,因此,下面将通过计算机有限元模拟进一步分析该成形过程中胀形力对于残余接触应力的影响,并分析相同材料基管条件下,不同衬管材料对于胀形力和残余接触应力的影响。
5 基管与衬管复合胀形力有限元模拟分析
本文采用ABAQUS软件进行模拟计算,按照前文所述的基管与衬管的尺寸参数以及材料性能参数进行建模。为提高计算效率,将基管与衬管简化为平面模型进行,并取管长为0.3 m;对基管与衬管进行轴对称约束,在衬管内壁施加内压P;并将基管内壁与衬管外壁、基管外壁与模具内壁设置接触;对于外模,可简化为刚性体进行计算, 模型建立如图4所示。

图4 双金属复合管液胀成形有限元模型Fig.4 Double metal composite tube hydraulic expansion forming finite element model
5.1 胀形压力对残余接触压应力的影响
本文分别研究衬管发生塑性变形刚好与基管接触;衬管与基管同时变形,卸载后刚好接触;衬管与基管同时变形,基管处于最大弹性变形时;衬管与基管同时变形,基管发生塑性变形并与外模接触4个状态下的胀形力和接触应力进行模拟计算,模拟计算云如图5~8所示。通过模拟计算可知,衬管在胀形力约为10 MPa时,发生塑性变形;胀形力在约为45 MPa时,基管与衬管刚好接触,残余很小压应力;胀形力约为56 MPa时,基管发生完全弹性变形;胀形力在约为70 MPa时,基管发生塑性变形并与外模接触。

图5 P= 10 MPa残余应力云图Fig.5 Residual stress nephogram of P=10 MPa

图6 P= 45 MPa残余应力云图Fig.6 Residual stress nephogram of P=45 MPa

图7 P=56 MPa 残余应力云图Fig.7 P=56 MPa Residual stress nephogram

图8 P=70 MPa 残余应力云图Fig.8 P=70 MPa Residual stress nephogram
具体计算结果如表2所示。
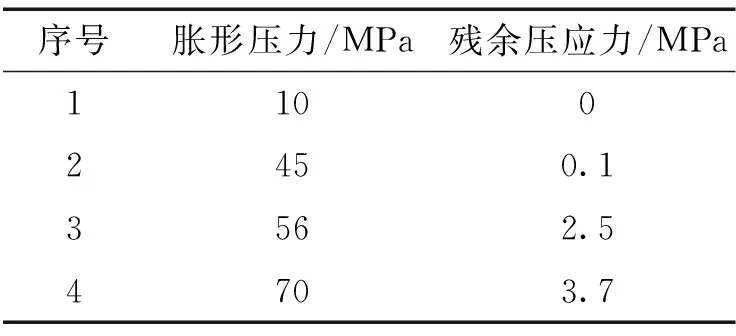
表2 不同胀形压力对应的残余压应力
5.2 不同衬管材料对胀形压力和残余接触压应力的影响
在工程实际中,为适应不同地质条件,需要不同材料内衬管与相关基管进行复合,因此本文主要研究在基管参数不变的情况下,不同内衬管材料对胀形压力和残余接触压应力的影响。
研究表明,相同胀形力条件下, 2#材料与基管产生的残余接触压应力较大;对两种不同内衬管复合,随着胀形压力的逐步提高,残余接触逐步增大,但当胀形压力增加到某一数值后,残余压应力增加变缓,如表3、图9所示。
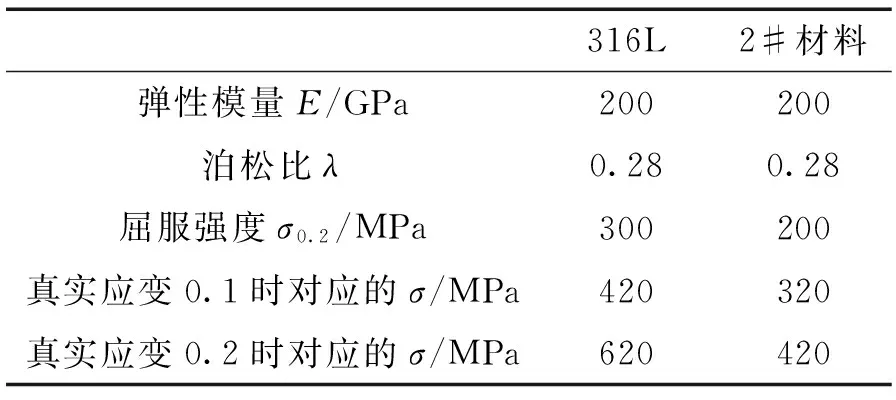
表3 不同内衬管对应的材料力学性能

图9 不同内衬管胀形压力和残余接触压应力曲线Fig.9 Different lining tube bulging pressure and residual contact pressure stress curve
6 结束语
中国重型机械研究院股份公司长期致力于油气输送装备领域的研究与创新开发工作,在石油管道领域取得了一系列研究成果,已经开发出双金属复合管液胀成形生产线,管径范围:88.9~914 mm,最大胀形压力200 MPa,管长8~12.5 m,并为国内企业设计成套了相关设备,为双金属复合管液胀成形工程实际应用提供了重要依据。
[1] 赵卫民.金属复合管生产技术综述[J].焊管,2003,26 (3) :10-14.
[2] 席正海.国外双金属复合管生产工艺[J].四川冶金,1989,4: 52-57.
[3] 顾建忠.国外双层金属复合钢管的用途及生产方法[J].上海金属, 2000,22(4):16-24.
[4] 张宝庆.双金属复合管的制造技术浅析[J].机电工程技术,2009, 38(3 ):106-108.
[5] 陈海云.双金属复合管塑性成形技术的应用及发展[J]. 化工设备与管道, 2006,43(5):16-18.
[6] 李为卫.一种油气田开发用新型双金属复合管[J]. 钢管, 2009,38(4):22-24.
[8] 郭崇晓.双金属复合管在强腐蚀油气田环境下的应用分析及其在国内外的发展[J]. 全面腐蚀控制, 2010,24(3):13-17.
[9] 李发根.高腐蚀性油气田用双金属复合管[J] .油气储运,2010,29(5): 359-362.
[10]王学生.复合管液压成形装置及残余接触压力预测[J] .中国机械工程,2004,15(8): 662-666.
[11]王学生.液压胀合复合管应力应变分析[J] .郑州工业大学学报,2001,22(1): 33-35.
[12]马海宽.双金属复合管高压液胀成形理论分析与有限元模拟计算[J] .钢管,2013,42(5): 26-30.
Research on the press during the hydraulic expansion forming of dual-metal clad tube
HU Hong1,LIANG Guo-dong2,KOU Yong-le1,XU Neng-hui1, SUI Jian1
(1.China National Heavy Machinery Institute Co., Ltd., Xi’an 710032,China;2.Xi’an Sunward Aerospace Material Co.,Ltd.,Xi’an 710000,China)
The forming principle of double metal clad tube hydraulic expansion is analyzed firstly, after acquired material mechanics performance parameters of the base pipe and liner, this article study the bulging compound criterion of the base pipe and liner. The residual contact pressure stress between base tube and liner is studied. At the end of the paper, the different liner material for bulging residual contact pressure and the influence of compressive stress are studied. These studies provides important basis for practical engineering.
double metal; clad tube; hydraulic expansion forming; expansion press; residual stress

2016-04-08;
2016-05-11
胡洪(1962-),男,中国重型机械研究院股份公司高级工程师。
TG394
A
1001-196X(2016)06-0025-06
