单机综合排屑过滤冷却系统的设计及应用
2016-04-05孙冠琳周志军马同堂何国峰
孙冠琳 周志军 马同堂 何国峰
(宁夏共享机床辅机有限公司,银川 750021)
单机综合排屑过滤冷却系统的设计及应用
孙冠琳 周志军 马同堂 何国峰
(宁夏共享机床辅机有限公司,银川 750021)
本文阐述了一种集排屑、过滤、冷却等功能一体的单机综合过滤系统,重点对过滤系统的组成、工作流程及工作原理进行简要说明。与普通的排屑器、水箱相比,本过滤系统具有综合性能强、工作效率高、占地面积小等优势。
单机 排屑 过滤 冷却 系统组成
引言
伴随着中国制造业的腾飞,中国数控机床呈现出迅猛发展的趋势。中国各机床企业为了与世界先进的机床厂家竞争,在集中精力提高机床主要部件性能的同时,优质、高效、低消耗及无污染的先进制造技术越来越受到人们的重视,这也对机械加工中切削液及切屑的合理使用及后续处理提出了更高要求[1]。
目前,国内针对处理切屑及切削液的设备有很多,如链式排屑机、纸袋过滤机、负压过滤等。但是,这些过滤设备都存在自身缺陷,如过滤精度低、耗材多、成本高等。单机集中排屑过滤冷却系统可以解决以上问题。
1 单机排屑过滤冷却系统工作原理
单机排屑过滤冷却系统主要分为排屑装置与过滤装置两大部分。排屑装置主要是反冲滚筒式排屑器。过滤装置中的过滤过滤设备目前有涡流分离、纸袋过滤、磁性分离、线性过滤等方式。目前,运用最多的是涡流分离与线性过滤。这两种过滤无耗材,易维护。
主要工作过程:机床加工后的切屑及切削液流入反冲滚筒排屑器,切屑由排屑器输送至集屑斗。切削液由反冲滚筒进行过滤,过滤后的切削液流入1级液箱,部分切削液供机床使用,部分由提升泵提升至涡流分离器,由涡流分离器过滤,过滤后流入2级液箱,然后由切削液冷却机进行冷却,废渣流入反冲滚筒排屑器。冷却后的切削液由主轴中心出水泵抽取,通过线性过滤器过滤后供主轴内冷使用。机床加工后的切削液及切屑再流入反冲滚筒排屑器,进行循环工作。
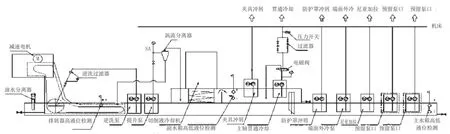
图1 单机综合排屑过滤冷却系统工作原理图
2 系统组成及关键点
2.1 排屑装置组成及关键点
排屑装置主要是反冲滚筒排屑器。它不仅可以排屑,还能进行初级过滤。滚筒过滤时,反冲泵直接连接滚筒轴进行反冲洗,将粘附在滚筒滤网外侧的切屑冲洗在滤网外侧被排屑器排出,不用单独清理滤网,实现自清理功能。提高过滤精度的同时,减少维护和清理成本。反冲滚筒采用圆形滚筒不间断运行过滤,过滤效率高。过滤网采用聚氨酯材料,耐腐蚀,耐冲击,且过滤精度可以根据客户需求进行特殊定制。滚筒密封采用迷宫结构加盘根密封,密封性能高。
排屑用铰链式链板采用新型的铰接多球面链板(链板表面冲压圆形凸台),细小的碎屑也不易粘附。此外,每隔几个节距链板片上焊接刮条,细碎的切屑在爬坡段可以堆积在刮条上被运输,以此增加排屑量。
排屑器头部设计有切削液回流结构。被排屑器输送上来的切屑及输送链一般都带有很多切削液。这部分切削液通常是直接掉入集屑斗,回收利用费时费力且影响车间工作环境。但是,本装置头部回流结构可以将带上来的切削液进行回收。回流管与排屑器壳体相通,回收的切削液先通过头部过滤框进行初步过滤。过滤后切削液回到排屑器主体,切屑通过重力作用从过滤框斜面掉入集屑斗。降低回收难度的同时,改善车间环境,避免长时间不清理集屑斗造成的切削液变质、发臭。
2.2 过滤装置组成及关键点
过滤装置主要有1级液箱、2级液箱、各功能泵、切削液冷却机、涡流分离器、液位检测装置、线性过滤器等组成。
1级提升部分的涡流分离器是依靠离心力进行屑液分离。干净的切削液通过顶部的出口进入2级液箱,杂质通过底部的排渣口排到排屑器中再进行过滤。此装置的优势在于免清理,免维护,对降低人力成本、提高自动化生产起着至关重要的作用。
2级液箱的线性过滤器是依靠内部滤芯进行强制性过滤,一般过滤精度20微米。本系统设置一用一备,正常情况下使用一个过滤器。当过滤器滤芯被杂质堵塞时,发出报警信号,启动备用过滤器,关闭堵塞过滤器进口。被堵塞的过滤器通过反冲洗进行滤芯清洗、维护,报警解除后重新打开过滤器进口,关闭备用过滤器。通过启动备用过滤器,可以在不影响机床加工的条件下进行堵塞滤芯的清洗,减少停机时间,提高机床加工效率。反冲洗滤芯的功能不但可以降低人力劳动,而且可以提高设备的自动化水平。
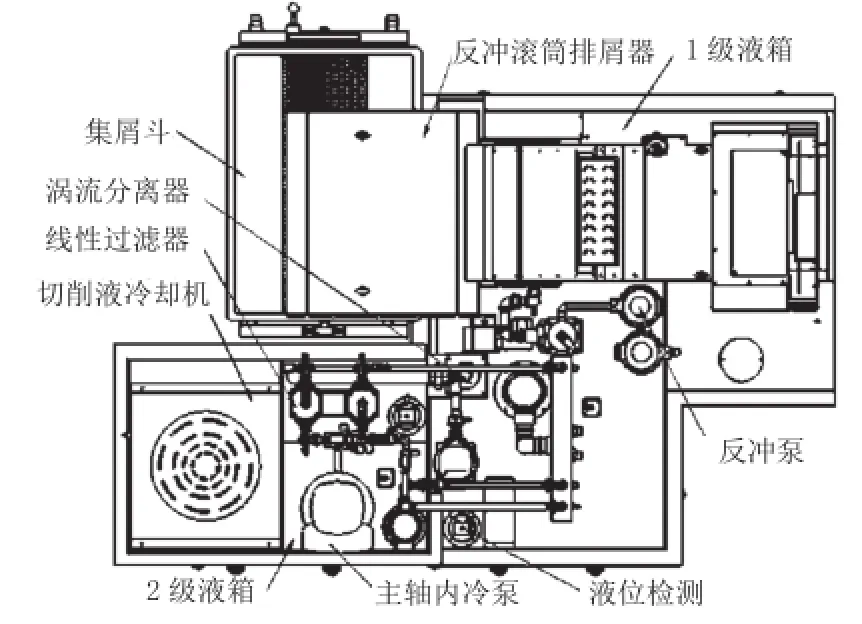
图2 单机综合排屑过滤冷却系统组成图
3 结语
单机综合排屑过滤冷却系统集排屑、过滤、冷却功能于一体,高度集成的同时实现系统的自动化。整个工作过程无耗材,绿色环保。在提高切削液使用率同时,改善车间环境,降低人力劳动,缩小占地面积,提高生产效率[2]。
大型集中过滤系统智能化程度高,但是其成本过于昂贵,一般机床厂家负担不起;一般过滤装置功能单一、能耗大、人工参与多,与当前提倡的自动化、智能化生产背道而驰。所以,单机综合排屑过滤冷却系统的优势显而易见,后期也将不断推广使用并持续优化升级。
[1]李少坤.负压式集中过滤系统在机械加工中的应用[J].机电产品开发与创新,2009,22(1):155-156.
[2]俞德伟,宋剑虹,邹从国.轴承磨削液集中循环过滤系统[J].轴承,2009,(1):21-23.
The Design and Application of a Single Chip Integrated Chip Removing and Filtering Cooling System
SUN Guanlin, ZHOU Zhijun, MA Tongtang, HE Guofeng
(Ningxia shared auxiliary machine Co. Ltd, Yinchuan 750021)
This paper describes a set of chip removal, filtration, cooling and other functions of a single integrated filtration system, focusing on the composition of the filter system, workflow and working principle of a brief description. Compared with the common chip removing device and the water tank, the filtering system has the advantages of strong comprehensive performance, high working efficiency, small occupied area, and the like.
single machine, chip removal, filtration, cooling, system composition
