星点设计-效应面法优选冠心平颗粒一步制粒工艺研究*
2016-03-20康小东张艳军刘俊超杨绪芳王振中
康小东,张艳军,刘俊超,李 峰,杨绪芳,王振中,萧 伟**
(1. 江苏康缘药业股份有限公司 连云港 222000;
2. 中药制药过程新技术国家重点实验室 连云港 222000)
星点设计-效应面法优选冠心平颗粒一步制粒工艺研究*
康小东1,2,张艳军1,2,刘俊超1,2,李 峰1,2,杨绪芳1,2,王振中1,2,萧 伟1,2**
(1. 江苏康缘药业股份有限公司 连云港 222000;
2. 中药制药过程新技术国家重点实验室 连云港 222000)
目的:优选冠心平颗粒一步制粒最佳成型工艺。方法:采用Plackett-Burman设计实验确定影响冠心平颗粒一步制粒的主要影响因素,然后采用Box-Behnken中心复合原理对主要影响因素设计3因素3水平实验,以颗粒合格率、休止角作为综合评价指标对试验结果进行优化,确定冠心平颗粒一步制粒最佳工艺。结果:冠心平颗粒一步制粒最佳工艺为进样速度25 r·min-1,浸膏密度1.20,进风温度90℃。结论:利用优化方案制得的颗粒与效应面模型预测值基本一致,优选的工艺稳定可行。
冠心平颗粒 星点设计 效应面法 一步制粒
冠心平颗粒由酒黄精、当归、瓜蒌皮等药材组成,其处方来源于江苏省中医院临床经验方。临床实践证明,该方治疗气阴两伤、痰血瘀阻型冠心病的疗效明显。原方为汤剂,在临床使用过程中具有不便煎煮、口感差、服用剂量大、不易储存和携带等诸多缺点,因此笔者拟将此方开发为颗粒剂。
颗粒剂为中药常用剂型之一,传统方法制粒的过程存在粘性大、不易制粒、以及浸膏不易干燥,制粒过程吸湿性强,需严格控制其制粒环境的湿度等缺点。一步制粒技术受物料性质影响较大,并且对工艺条件要求严格,但一步制粒将制粒、干燥等工序集中于同一台设备上完成,具有操作简单、颗粒均匀、流动性好等优点,同时有效避免了物料之间的交叉污染,符合现代GMP的要求[1-3]。本实验采用一步制粒法对冠心平颗粒的成型工艺进行了研究。
Plackett-Burman设计法作为常用的实验设计和优化工具之一,近年来在中药成型工艺中的应用越来越多。该法设计的试验次数较少,通过对试验数据的分析,能够快速准确地确定影响工艺的主要影响因素,节省试验的时间,极大地提高试验的效率[4]。Box-Behnken 效应面法则对Plackett-Burman设计法优选出的影响工艺的主要因素进行多因素多水平设计,并采用非线性拟合对试验过程中的数据进行分析,最终优选出最佳的成型工艺,具有试验次数少、预测性好、精度高等特点[5,6]。本研究在前期对提取、浓缩、精制工序进行研究的基础上,确定了最佳提取、浓缩、精制工艺,然后利用Plackett-Burman设计法对影响冠心平颗粒一步制粒过程的进风温度、浸膏密度、进样速度、进风频率、雾化压力、辅料比例等6个因素进行筛选,最终筛选出浸膏密度、进样速度、辅料比例3个主要影响因素。然后,利用Box-Behnken,效应面法对3个主要影响因素进行二次多项式拟合,根据回归模型,同时结合现有生产条件来确定冠心平颗粒最优一步制粒成型工艺,为冠心平颗粒的研究提供参考依据。
1 仪器与试剂
1.1 仪器
FG-30型一步制粒机(重庆英格制药机械有限公司);BT600-2J蠕动泵(保定兰格恒流泵有限公司)。
1.2 试药
冠心平颗粒流浸膏:按冠心平颗粒中间体制备工艺对处方药材分别进行提取、纯化,浓缩至合适密度(1.15-1.25,温度60℃),过80目筛即得。乳糖(江苏道宁药业有限公司,批号:F1402031,200目)
2 方法与结果
2.1 考察指标的计算
2.1.1 颗粒合格率的计算
本试验按照《中国药典》2010年版附录Ⅺ B法进行测定[7]。称定制得的颗粒总量,采用双筛分法收集合格颗粒,称定重量,计算合格颗粒收率。

2.1.2 休止角的测定
本试验采用固定漏斗法对颗粒的休止角进行测定。取3只漏斗,串联后固定于水平放置的绘图纸的上方,保持漏斗与绘图纸垂直。将颗粒倒入漏斗中,直至漏斗下颗粒形成的圆锥体的尖端接触到漏斗下口为止,记录漏斗下口与绘图纸的高度为H,记录圆锥体直径为2R,按照公式tgθ=H/R,计算休止角[8]。
2.2 实验设计及结果
2.2.1 Plackett-Burman实验设计及结果
冠心平颗粒一步制粒的前期预实验结果显示,影响一步制粒成型的6个主要因素分别为浸膏密度、进样速度、雾化压力、进风温度、进风频率、浸膏温度。利用Plackett-Burman 设计法对影响较大的6个因素取分别2个水平(-1、1),即,60℃下浸膏密度(A):1.15、1.25,进样速度(B):15、35 r·min-1,雾化压力(C):0.3、0.5 MPa,进风温度(D):80、100 ℃,进风频率(E):20、50 Hz,浸膏温度(F):40、60 ℃,按照该因素水平共生成12次试验,严格按照试验条件进行试验,收集制备得到的颗粒,计算颗粒合格率,试验结果及各因素的方差分析分别见表1和表2。
对实验数据进行方差分析,结果表明:A、B和D这3个影响因素对颗粒合格率影响显著(P<0.05),其余3个影响因素C、E和F对颗粒合格率无显著性影响,在后续的研究过程中为节约设备能耗,将这3个因素设定为定值且取较小值,即雾化压力为0.3 MPa,进风频率为20 Hz,浸膏温度为40 ℃。
2.2.2 Box-Behnken 实验设计
利用Box-Behnken实验设计法,以Plackett-Burman试验筛选出的A(浸膏密度)、B(进样速度)、C(进风温度)这3个主要影响因素为自变量,每个自变量的高、中、低实验水平分别以1、0、-1 进行编码,选取颗粒合格率(Y1)和休止角(Y2)为考察指标进行实验设计,结果见表3。
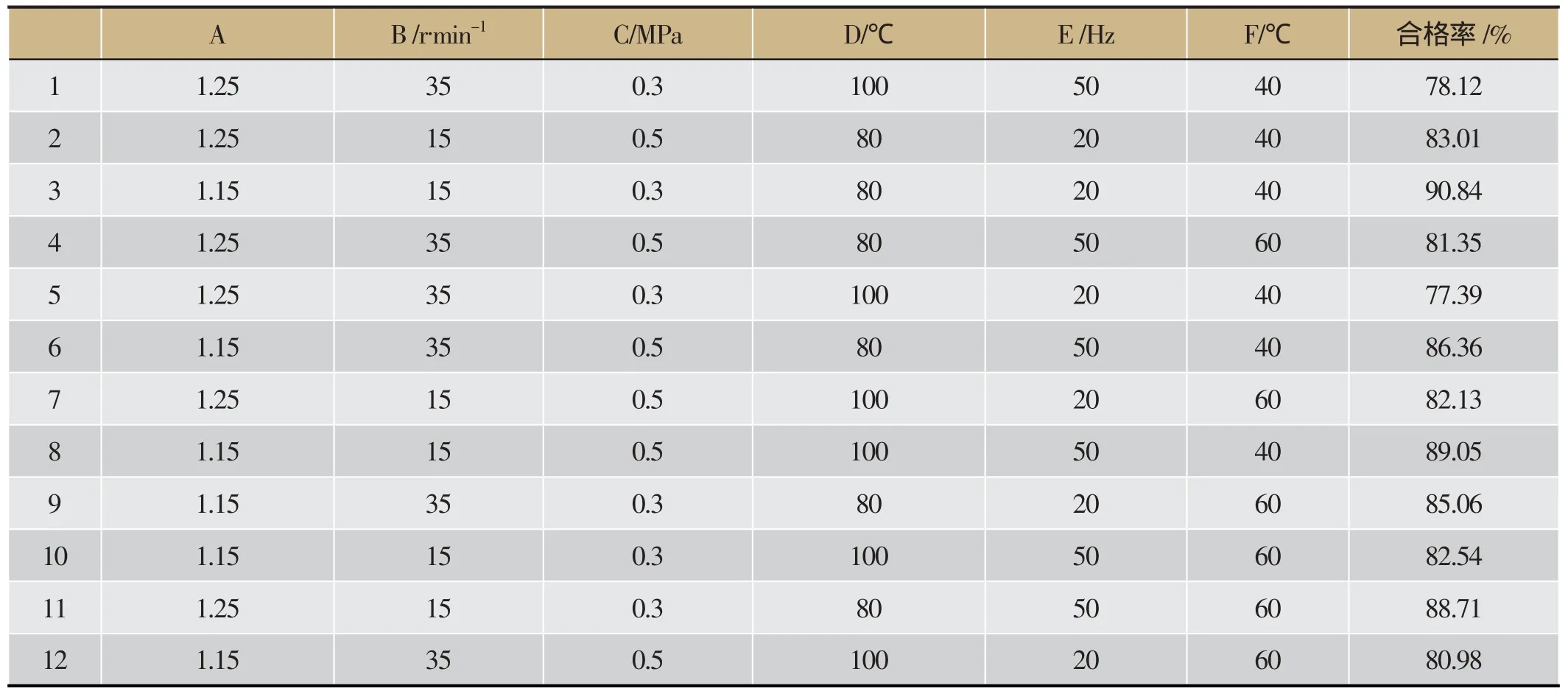
表1 Plackett-Burman 试验设计方案及结果
2.2.3 Box-Behnken 试验结果分析
利用Design-Expert 7.0.0软件对实验数据进行二多次项式回归拟合,最终确定回归拟合方程:
R1(合格率)=93.39-5.77A-1.78B-3.20C+0.30AB+ 5.858AC+2.42BC-16.37A2-5.18B2-8.73C2,RSD= 2.96,R2=0.973 3;R2(休止角)=22.88-0.54A-0.19B-0.44C-0.17BC-1.19AC+ 0.32BC +1.01A2+ 1.91B2+0.41C2,RSD=0.60,R2=0.917 7;
试验数据方差分析结果见表 4。结果表明,考察指标Y1(颗粒合格率)、Y2(休止角)两个效应面模型均达到极显著水平(P< 0.01)。3个考察因素对考察指标Y1(颗粒合格率)影响大小的顺序依次为A>C>B,其中因素A(进样速度)影响极显著(P<0.01),因素C(进风温度)影响显著(P<0.05),因素B(浸膏密度)影响不显著(P>0.05),失拟项不显著(P>0.05);3个考察因素对考察指标Y2(休止角)影响大小的顺序依次为A>C>B,其中因素A(进样速度)影响显著(P<0.05),因素B(浸膏密度)、C(进风温度)影响不显著(P>0.05),失拟项不显著(P>0.05);结果表明二次方程预测值与实际值吻合程度较高。各方程所对应的等高线及三维效应面图分别见图1、2。
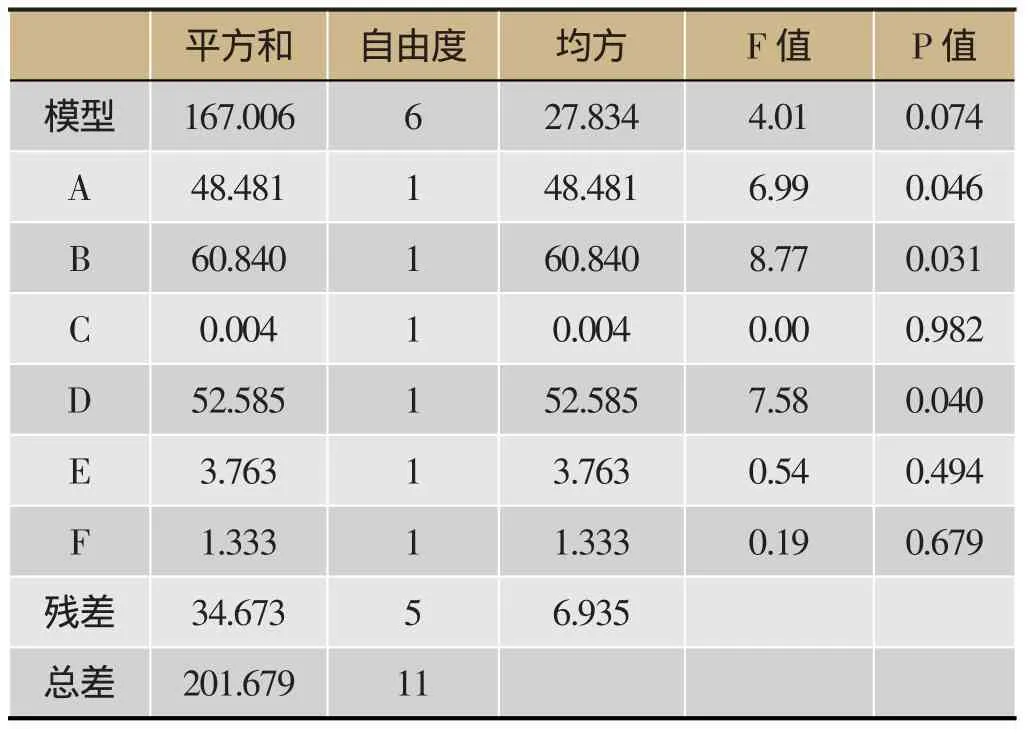
表2 Plackett-Burman试验结果方差分析表
2.3.3 效应面预测与验证
应用Design-Expert 7.0.0软件设计考察指标颗粒合格率(Y1)最大,休止角(Y2)最小,经软件优化后得到的一步制粒成型工艺为:进样速度24.68 r·min-1,浸膏密度1.20,进风温度89.92℃,在此条件下,颗粒合格率均值为93.59%,休止角为22.90°。结合实际生产条件,确定实际生产工艺为:进样速度25 r·min-1,浸膏密度1.20(60℃),进风温度90℃。按照优选出的工艺进行3批生产规模工艺验证。结果表明,3批生产工艺验证制备的颗粒的颗粒合格率平均值为90.53%,休止角平均值为23.98°,该结果与效应面方程模型预测值基本吻合,偏差分别为3.27%,4.72%,说明经模型优化得到的结果稳定可靠,优选出的的最佳生产工艺符合实际生产的要求。
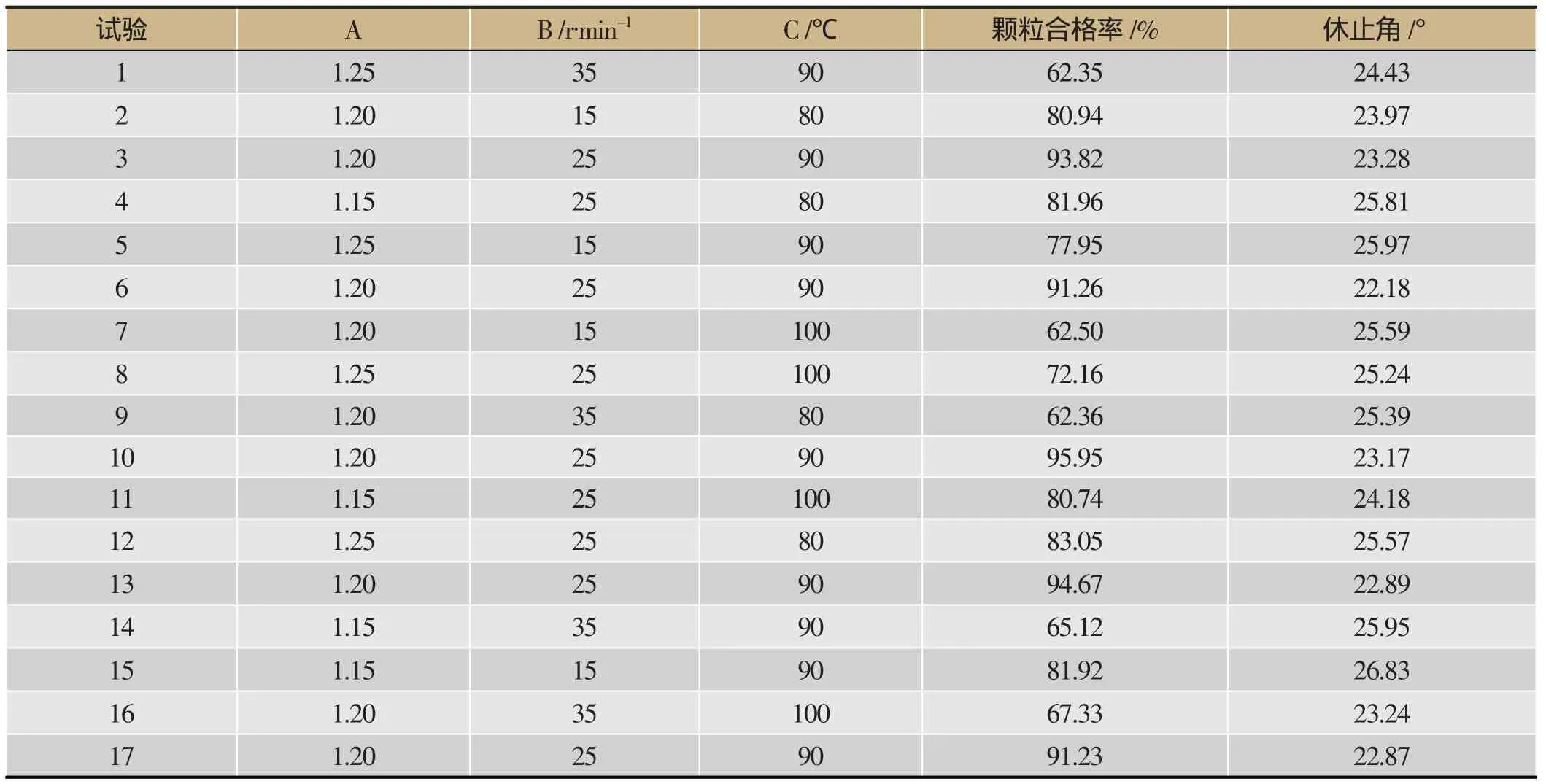
表3 Box-Behnken 试验设计方案及结果

表4 Box-Behnken 试验结果方差分析表
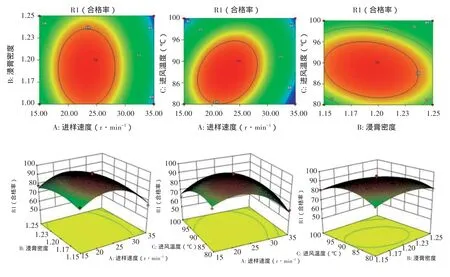
图1 自变量A、B、C之间交互作用与应变量R1合格率等高线、效应面图

图2 自变量A、B、C之间交互作用与应变量R2休止角等高线、效应面图
3 实验结论
利用 Plackett-Burman设计法对影响冠心平颗粒一步制粒工艺过程的进风温度、浸膏密度、进样速度、进风频率、雾化压力、辅料比例6个影响因素进行考察。实验结果表明,进样速度、浸膏密度和进风温度为主要影响因素。利用Box-Behnken设计法考察影响一步制粒的3个主要影响因素,试验结果显示考察指标颗粒合格率(Y1)、休止角(Y2)的失拟项P值均大于0.05,这表明该模拟回归方程对试验的拟合程度较高。
通过Design-Expert 7.0.0软件的三维效应面反映出的最佳区域,同时考虑现有生产条件最终优选出冠心平颗粒一步制粒的最佳生产工艺为:进样速度:25 r·min-1,浸膏密度度:1.20(60℃),进风温度:90℃,按照优选出的试验条件连续进行三批生产规模的工艺验证,测得的结果与模型预测值基本吻合,这表明通过该模型优化得到的结果比较理想,优选的最佳生产工艺稳定可行。
4 讨论
星点设计-效应面法对于影响因素较多且被考察因素具有连续变量的实验设计有较强的适用性,其最大的优点在于能够对未做过的试验进行预测,既可以分析各影响因素之间的交互作用,又能保证试验的精度,突破了均匀设计和正交设计受线性模型限制的不足,可以广泛应用于普通剂型处方筛选、新剂型给药系统处方筛选以及工艺优化等中药学研究设计实验[9]。
对于不同性质的浸膏,影响一步制粒的主要影响因素往往是不同的。本研究发现进样速度和进风温度存在交互影响,这可能与冠心平浸膏中含有大量多糖类成分有关。进样速度快,进风温度低,浸膏在流化床内雾化后不能及时干燥,颗粒聚集在一起会造成局部结块现象;进样速度快,进风温度高,浸膏雾化后基本能完全干燥,但高温会使糖类成分软化,激发物料本身的粘性,颗粒之间通过架桥作用聚集成团,最终也会导致一步制粒无法进行。本试验在研究过程中采用Box-Behnken中心复合设计原理及非线性拟合,所得到的模型拟合程度较好,预测结果更准确,通过模型优选出的最佳工艺经三批生产工艺验证表明不同批次之间差异性小,工艺稳定可行。
参考文献
1 张为亮, 冯建, 李美林,等. 全面采用一步制粒技术,提高中药工业水平.中国中药杂志, 2008, 33(1): 98-99.
2 史同生, 郭俊, 林彤慧,等. 影响一步制粒机制粒因素探讨.世界科学技术-中药现代化, 2002, 4(1): 50.
3 崔雅慧, 郑艳春, 牛向伟, 等. 一步制粒技术在中药制剂应用中关键因素的探讨.内蒙古中医药, 2012, 105(12): 46-47.
4 Li X, Xu T C, Ma X H, et al. Optimization of culture conditions for production of cis-epoxysuccinic acid hudrolase using response surface methodology. Bioresource Technology, 2008, 99: 5391-5396.
5 Li Q, Wei W, Xiao F C, et al. Evaluation of disintegrating timeof rapidly disintegrating tablets by a paddle method. Pharm DevTechnol, 2006, 11(3): 295.
6 杨铭. Minitab用于中心复合设计与数据处理. 药学服务与研究, 2007, 7(3): 231-233.
7 国家药典委员会.中华人民共和国药典(一部).北京:中国医药科技出版社,2010:附录6.
8 曾锐,任桂友,王爽,等. 星点设计-效应面法优选复方龙砂颗粒成型工艺.中药材,2013, 36(8): 1347-1350.
9 吴琳,彭欣,孙芳,等.星点设计-效应面法与中药学实验研究.山东中医药大学学报, 2014, 38(6): 582-585.
Study on the One-Step Pelletization Technology of Guanxinping Granule by Central Composite Design and Response Surface Method
Kang Xiaodong1,2, Zhang Yanjun1,2, Liu Junchao1,2, Li Feng1,2, Yang Xufang1,2, Wang Zhenzhong1,2, Xiao Wei1,2
(1. Jiangsu Kanion Pharmaceutical Co., Ltd., Lianyungang 222001, China;
2. State Key Laboratory of Pharmaceutical Process New-Tech for Chinese Medicine, Lianyungang 222001, China)
This study aimed to optimize the molding process of Guanxinping granule (GXPG) by one-step pelletization method. Plackett-Burman experiment was designed to determine the main influence factors of onestep pelletization, while Box-Behnken central composite principle was to the orthogonal test of three factors at three different levels. The optimum method depended on comprehensive evaluation indexes such as qualified rates of particles and the angle of repose, for determining the best molding process of GXPG. As a result, the preferred parameters of molding process were as follows, the sample rate of 24 r·min-1, extract density of 1.20, and inlet air temperature at 90℃. In conclusion, the comprehensive evaluation results of one-step pelletization was close to the predicted values of response surface model, and the optimum molding process was stable and feasible for GXPG preparation.
Guanxinping granules, central composite design, response surface method, one-step pelletization
10.11842/wst.2016.04.014
R283.6
A
(责任编辑:马雅静,责任译审:朱黎婷)
2015-05-19
修回日期:2015-11-06
* 科学技术部“重大新药创制”科技重大专项(2013ZX09402203):现代中药创新集群与数字制药技术平台,负责人:王振中。
** 通讯作者:萧伟,本刊编委,博士,研究员级高级工程师,主要研究方向:中药制剂和创新中药的研究与开发。
