Y型三辊热轧双金属复合无缝钢管的数值模拟
2016-03-15田倩倩叶金铎王献抗
田倩倩,叶金铎,王献抗
(1.天津交通职业学院,天津300110;2. 天津理工大学 机械工程学院,天津300384)
·实验研究·
Y型三辊热轧双金属复合无缝钢管的数值模拟
田倩倩1,叶金铎2,王献抗2
(1.天津交通职业学院,天津300110;2. 天津理工大学 机械工程学院,天津300384)
本文应用MARC有限元软件并采用三维热力耦合的弹塑性有限元法,对Y型三辊两道热轧不锈钢/碳钢双金属复合无缝钢管过程进行了有限元分析,得到了双金属复合无缝钢管界面处的接合强度,绘制了管坯热轧过程中的轴向应力、径向应力和环向应力,并对成型钢管的壁厚分布进行了分析。研究成果可以为工艺参数的设计提供参考。
双金属复合无缝钢管;Y型轧机;有限元法;热力耦合;数值模拟
0 前言
Y型三辊轧机是一种采用“无扭、单线、微张力”等条件来轧制简单断面的轧机[1]。本文采用Y型两道轧机对碳钢/不锈钢双金属无缝钢管热轧过程建立热力耦合模型并进行数值模拟,获得了双金属无缝钢管界面处的接合强度,绘制了管坯热轧过程中的轴向应力、径向应力和环向应力,并对成型钢管的壁厚分布进行了分析说明。本文的研究成果可转化为实际生产,为生产工艺提供一定的理论基础,大大提高企业生产效率并减少试制成本。
1 双金属复合钢管热轧有限元模型与边界条件
Y型三辊两道热轧有限元模型如图1所示,管坯外层材质为碳钢Q235、内层材质为SUS316L不锈钢;两道次轧制的轧辊布置方式为正Y型-反Y型,孔径为Φ200 mm,芯棒直径为180 mm,轧辊与芯棒均视为刚形体。管坯外层金属:Φ204 mm×10 mm、内层金属Φ184 mm×2 mm,双金属复合无缝钢管的坯料长度为400 mm。管坯的初始温度设为1 150 ℃,环境温度取25 ℃。
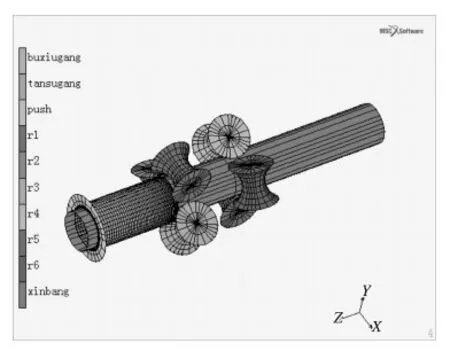
图1 Y型三辊两道次复合无缝钢管热轧有限元模型Fig.1 Finite element model of Y shape three roll two hot-rolling
2 模拟结果及分析
2.1 界面应力分布
热轧复合时影响轧制粘合的重要因素就是两金属交界面所受的垂直压应力,模拟过程中,当界面处节点的垂直压应力达到材料的变形抗力时,就判定节点与接触体粘结,通过差值计算,1150 ℃时316L变形抗力为110 MPa,Q235为46 MPa。在轧制稳定阶段,双金属界面处的径向应力沿圆周方向的分布规律如图2所示。可以看出,在圆周方向上两金属交界面所受的垂直压应力基本上都达到了不锈钢在1150 ℃时的变形抗,说明在压下侧的大部分区域内两金属已经发生粘合。

图2 第二道次稳定阶段圆周方向径向应力Fig.2 Radial stress below the rolling mill along the circle in No.2 stand
2.2 稳定轧制阶段应力分布
图3与图4分别为管坯在第一架轧辊下与第二架轧辊下的三向应力分布。其中,图3a、3b和3c为第一架轧辊热轧成型过程中钢管在外径、界面和内壁处的三向应力分布;图4a、图4b和4c为第二架轧辊热轧成型过程中钢管在外径、界面和内壁处的三向应力分布;图5为双金属复合无缝钢管稳定轧制阶段的轴向应力云图。径向应力和环向应力分布云图,可省略。
从图3和图4的应力分布曲线可知,两架辊的辊缝处均存在三向压应力峰值,有利于坯料的集中变形与双金属交界面的粘合,且最大应力为径向应力,分别对应于第二架辊与管坯的接触处和第一架辊与管坯的接触处,而在管坯的非接触区域,管坯外径和交界面、内壁的三向应力分布具有明显的相反趋势。此种分布特点将对成型双金属无缝钢管的壁厚精度具有明显的影响。

图3 管坯稳定轧制阶段第一架辊缝处三向正应力分布曲线Fig.3 Three-dimensional normal stress distribution curve of the tube blank at roll gap position of No.1 stand in stable rolling stage
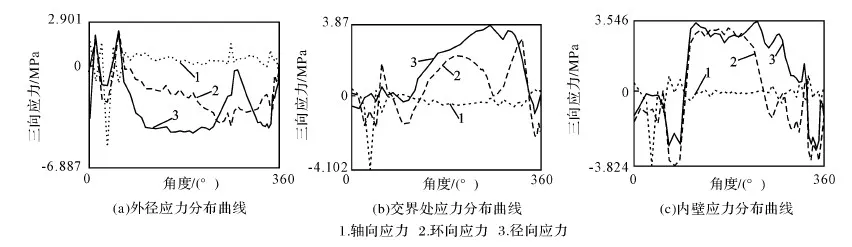
图4 管坯稳定轧制阶段第二架辊缝处三向正应力分布曲线Fig.4 Three-dimensional normal stress distribution curve of the tube blank at roll gap position of No.2 stand in stable rolling stage
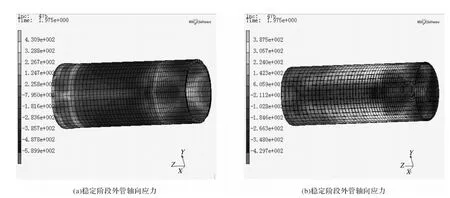
图5 双金属复合无缝钢管稳定轧制阶段轴向应力云图Fig.5 Axial stress contour of the steel tube in stable rolling stage
2.3 应力分布对双金属复合管壁厚精度影响的分析
双金属复合无缝钢管热轧成型后,壁厚沿圆周方向的分布如图6所示。可以看出,经两道次轧制后,第一道轧制辊缝处较大的外管壁厚量得到了明显的改善,而在第二道轧制的辊缝处产生了外管壁厚略微的增加现象,且壁厚在圆周方向上呈对称分布,而其它区域的壁厚基本达到了成品管的壁厚10 mm,内层管的壁厚基本稳定在1.6 mm左右。
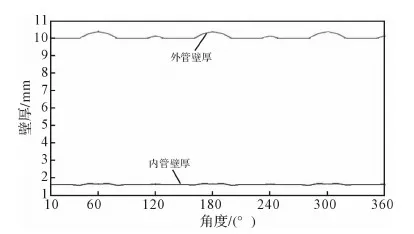
图6 双金属复合无缝钢管成型后的壁厚分布Fig.6 Wall thickness distribution curve of the double metal composite seamless steel tube after forming
经过第二道次轧制后,由于第二道次的轧辊与第一道次轧辊的布置方式相反,故,在第一道次轧制后产生的凸耳刚好处于第二道次轧辊的下方,管坯经受较大的径向压应力,使得辊缝处的壁厚减小,经轧制成型后后,钢管的凸耳变小。同时,管坯在第二道轧辊的辊缝处时,坯料受到一定的径向拉应力,故而形成如图6所示外管壁厚的突起现象,而交界面则受到较小的压应力,从而使内管的壁厚较为均匀。壁厚成型规律和文献[3]相吻合。
2.4 轧制力分析
图7为三辊连轧机两个机架单辊轧制力曲线。从图中可以看出,第一架咬入时,轧制力逐渐变大,在稳定轧制阶段,轧制力基本在1963 kN上下波动,这是由于限动芯棒对轧件产生一定的阻力,因此在第一架的轧制过程中轧制力逐渐增加;当钢管进入第二机架后,由于轧辊对钢管产生一定的张力,使得第一架轧辊的轧制力减小,直到第一架抛钢后轧制力才降为零。当钢管完全进入第二机架时,第二机架的单辊轧制力迅速增加至980 kN,直至第二架抛钢时,轧制力又降为零。

图7 轧辊的轧制力曲线Fig.7 Rolling force curve of the roller
3 结论
(1) 通过研究碳钢/不锈钢复合钢管热轧成型过程,得到了界面处粘结复合机理,获得了坯料轧制过程中的内应力分布、壁厚分布以及轧制力分布的变化规律并进行了分析说明。研究成果可为生产复合无缝钢管的生产工艺提供一定的理论参考和依据。
(2) 数值分析结果表明,本文所得结论与文献[1]无缝钢管轧制的实验研究结果、文献[3]
不锈钢/碳钢复合轧制的实验研究结论相吻合。本文的研究成果为生产工艺提供一定的理论基础,并可指导生产。
[1] 帅美荣,秦建平. 采用平三角孔型的Y型轧机轧制无缝钢管的有限元仿真及实验研究[J].太原科技大学学报, 2006,27(3):190-193.
[2] 宗家富,张文志,许秀梅,等. 双金属热轧复合模拟及最小相对压下量的确定[J]. 秦皇岛:燕山大学学报,2005,29(1):27-33.
[3] 高亚男,谢红飙,肖宏,等. 不锈钢/碳钢包层钢筋轧制模拟分析与实验研究[J].钢铁,2011,46(11):56-60.
[4] 许秀梅,张文志, 宗家富,等. 不锈钢-碳钢板热轧复合最小相对压下量的确定[J].重型机械,2004(5):46-49.
[5] 杨小城. 三辊连轧管机工艺参数与实验研究[D]. 太原:太原科技大学,2008.
[6] 尹盛莲,杨晓明,蔡宝. Y型三辊连轧过程热力耦合弹塑性有限元分析[J].机械工程与自动化,2008, (1):32-36.
[7] 王献抗,叶金铎,马叙,等. 钢管三辊连轧成型过程的有限元分析[J]. 重型机械,2014,(1):51-56.
[8] 王献抗. 碳钢/不锈钢复合无缝钢管穿孔及多道次轧制成型过程的研究[D]. 天津:天津理工大学,2014.
[9] 田倩倩,叶金铎,王献抗. 双金属复合无缝钢管斜轧过程的有限元分析[J]. 重型机械,2015,(1):63-67.
[10]叶金铎,李林安,杨秀萍,等.有限单元法及工程应用[M].北京:清华大学出版社,2012.
Numerical simulation of double metal composite seamless steel tube with Y shape three-roll hot-rolling
TIAN Qian-qian1, YE Jin-duo2, WANG Xian-kang2
(1. Tianjin Transportation Vocational College,Tianjin 300110,China;2.School of Mechanical Engineering,Tianjin University of Technology,Tianjin 300384,China)
The numerical simulation of the Y shape three roll two hot-rolling stainless steel/carbon steel double metal composite seamless steel tube process was conducted through the finite element analysis of the three-dimensional thermo-mechanical coupled elastic-plastic by applying the MSC.MARC software. Based on the numerical simulation, the interface bonding strength of double metal composite seamless steel tube were obtained by the finite element analysis, and the distribution of the axial stress, radial stress and circle stress were got in hot-rolling processing. Wall thickness distribution of the double metal composite seamless steel tube after forming was analyzed according to the stress distribution. The results of the research could be applied to the design of the cross-rolling forming process.
double metal composite seamless steel tube; Y shape rolling mill; finite element method; thermo-mechanical coupling; numerical simulation
2016-03-31;
2016-04-15
国家自然科学基金项目(50975205) ;天津市科技发展计划项目(12ZCZDGX00600)
田倩倩 (1984-),女,硕士研究生,研究方向:固体力学数值方法及其应用。
TG335.7
A
1001-196X(2016)04-0021-04
