抗酸压力容器钢SA516Gr60连铸坯质量研究*
2016-03-15张新理左秀荣郭海滨李金玲王翼鹏
张新理, 左秀荣, 郭海滨, 李金玲, 王翼鹏
(郑州大学 物理工程学院, 河南 郑州 450052)
抗酸压力容器钢SA516Gr60连铸坯质量研究*
张新理, 左秀荣, 郭海滨, 李金玲, 王翼鹏
(郑州大学 物理工程学院, 河南 郑州 450052)
摘要:对抗酸压力容器钢SA516Gr60连铸工艺参数进行优化, 并采用化学成分分析、 金相显微镜、 SEM观察及EDS分析研究了铸坯厚度方向化学成分、 微观组织、 二次枝晶臂间距和夹杂物形态、 尺寸、 数量的变化规律. 研究表明: 通过对连铸工艺的优化, SA516Gr60铸坯成分偏析在允许范围之内, 二次枝晶臂间距较小, 铸坯质量较好. 夹杂物80%以上都是Al-Mg-Ca-S-O系复相夹杂物, 尺寸较小呈球形, 表面平滑致密, 不易萌生裂纹. 提高压力容器钢铸坯的质量, 减轻偏析和控制夹杂物水平, 有助于提高钢板抗HIC性能.
关键词:抗酸压力容器钢SA516Gr60; 连铸坯; 偏析; 二次枝晶臂间距; 夹杂物
随着经济的发展, 全球能源消耗越来越严重, 人们对油气储存用压力容器钢的研究也越来越多. 天然气是一种非常重要的燃料资源, 占石化燃料的25%, 大部分的天然气含有H2S气体, 容易引发氢致开裂(Hydrogen Induced Cracking, HIC). 酸性环境中的钢材常因发生腐蚀而产生原子态氢, 原子氢向钢材内部扩散, 在夹杂物或其他微观组织不连续区聚集成氢分子, 并产生很高的应力形成HIC, HIC一旦产生会迅速扩展, 导致压力容器失效. 因此, 对于储存油气的压力容器钢需有更为严格的要求. 在按ASME规范设计、 制造的压力容器中大多使用SA-516钢. SA-516钢不仅要有足够的强度和韧性, 还要有优异的抗HIC性能. 抗HIC性能是评价压力容器钢的重要指标[1-3]. 研究发现, 化学成分、 微观组织、 非金属夹杂物和其他缺陷对压力容器钢抗HIC性能都有影响[4-5]. 当前对管线钢抗HIC性能的研究已经非常广泛, 但是对于C-Mn压力容器钢SA516Gr60、 SA516Gr70还没有全面的研究. 提高抗HIC性能需要减少裂纹源的数量, 因此可以通过改善冶金工艺提高容器钢抗HIC性能[6-7]. 在连铸过程中, 偏析是影响铸坯质量的重要因素[8]. 偏析引起的缩孔和细长夹杂物更容易成为裂纹源[3]. 在酸性环境中, 钢中夹杂物越多, 钢的HIC敏感性就越高[9]. 提高铸坯的质量, 减小偏析和夹杂物含量, 可以有效提高钢的抗HIC性能.
本文对SA516Gr60压力容器钢连铸工艺参数进行优化, 采用Thermo Scientific Prima PRO钢铁化学成分分析仪、 金相显微镜、 SEM及EDS分析研究了铸坯厚度方向化学成分、 微观组织、 二次枝晶间距和夹杂物的变化规律.
1试验方案
1.1实验材料
本实验材料为SA516Gr60连铸坯, 化学成分如表 1 所示, C, P, S易发生偏析, 产生偏析带, 会降低抗HIC性能[5], 所以其含量都控制在较低的水平. S与Mn结合生成MnS夹杂物, 容易引起HIC, 所以S含量控制在0.000 7%. Ca可以改变夹杂物的形态, 使夹杂物成球形, 从而提高钢的抗HIC能力. 加入Nb, V, Ti, Al细化了容器钢的晶粒, 提高了抗HIC能力.

表 1 SA516Gr60铸坯的化学成分
1.2取样位置及实验方法
对铸坯采用热酸浸蚀方法进行低倍检验, 用1∶1 的盐酸水溶液浸蚀30~40 min, 浸蚀温度为65~80 ℃. 低倍照片如图1(a)所示, 可以看出在铸坯横截面上有清晰的白亮带区域. 测量可知白亮带距上表面63 mm, 白亮带宽度12 mm, 上下白亮带间距110 mm, 铸坯厚度260 mm.

图 1 铸坯低倍照片和化学成分分析取样位置示意图Fig.1 Macrograph of the bloom and the schematic diagram of the location of samples
分析铸坯厚度方向化学成分偏析, 用Φ 2 mm钻头分别在白亮带及其内、 外侧取样, 采用Thermo Scientific Prima PRO化学成分分析仪进行C, Si, Mn, P, S化学成分分析. 取样位置如图1(b)所示, 在铸坯横截面厚度方向上, 从内弧侧到中心偏析线以下25 mm钻取样品. 将铸坯试样横截面进行打磨抛光, 用5%的硝酸酒精溶液腐蚀10 min, 采用金相显微镜从内弧到外弧连续观察铸坯厚度方向不同位置横向微观组织.
在连铸坯厚度方向上取内弧、 距内弧1/4、 距内弧1/2、 距内弧3/4、 外弧5块试样, 试样尺寸为14 mm×10 mm×20 mm, 检测面为10 mm×20 mm的纵向剖面. 对检测面进行打磨抛光, 制备成金相试样, 然后利用OLYMPUS-BX51M金相显微镜进行夹杂物粒径及分布统计分析. 对金相显微镜下看到的典型夹杂物, 用JSM-6700扫描电子显微镜对其形貌进行观察, 并用INCA-ENERGY能谱分析仪对夹杂物成分进行分析.
2实验结果分析
2.1抗酸压力容器钢SA516Gr60连铸工艺参数控制
在连铸过程中, 采用铸坯动态二冷及动态轻压下技术, 配合安置在扇形段前区的辊式电磁搅拌器和合理的过热度, 可以有效控制铸坯内部及表面质量, 改善铸坯中心偏析及中心疏松, 抑制铸坯中间裂纹发生, 得到较高质量的铸坯, 提高钢板的力学性能和抗HIC性能. 为生产高质量连铸坯, 在抗酸压力容器钢SA516Gr60的开发和试制过程中, 针对连铸工艺的特点及生产实践, 对连铸工艺参数进行了优化.
拉坯速度是连铸生产过程中的重要控制参数,控制好拉速才能保证浇铸顺利完成, 使连铸机的生产能力达到最大, 并且达到改善铸坯质量的目的. 通过对该钢种的化学成分、 铸坯断面、 冶金长度、 结晶器出口坯壳厚度等综合考虑, 在抗酸压力容器钢SA516Gr60连铸过程中将拉速控制在0.60 m/min. 采取低过热度浇铸可以增加铸坯中心等轴晶, 也可以达到改善中心偏析的效果, 在试验中过热度控制在不大于30 ℃的水平. 轻压下的冶金原理是根据中心偏析和疏松的形成机理, 通过在连铸坯凝固末端区域施加合适的压下量来补偿铸坯两相区的凝固收缩量, 从而减轻中心偏析和疏松. 压下位置和压下量直接影响轻压下的效果, 在该钢的连铸过程中经过不断调试, 将动态轻压下位置控制在30~90 m, 压下量控制在5 mm. 优化电磁搅拌参数, 确定其电磁搅拌电流为460 A, 电磁搅拌频率为8 Hz.
通过顶底复吹转炉→LF炉精炼→RH真空脱气处理炼钢工艺, 及对连铸工艺参数的优化, 得到质量较高的抗酸压力容器钢SA516Gr60铸坯, 中心偏析C0.5级, 铸坯组织密集, 没有发现中间裂纹、 角裂、 三角区裂纹、 针状及蜂窝状气孔.
2.2铸坯厚度方向化学成分变化规律


图 2 铸坯厚度方向成分偏析系数变化曲线Fig.2 Segregation coefficient of different element on transection of bloom
图 2 为不同位置成分偏析系数变化曲线. 可以发现整个横截面各元素含量比较均匀, 在白亮带区域发生了负偏析, C, P和S负偏析较大; C, Si, Mn, P元素在白亮带下边缘到距内弧123 mm 发生了正偏析, 在距内弧77~105 mm范围内正偏析程度最大; 中心偏析不明显. C元素的最大正偏析系数为1.18, 最小负偏析系数为0.82; Si元素的最大正偏析系数为1.046, 最小负偏析系数0.936; Mn元素的最大正偏析系数为1.036, 最小负偏析系数为0.940; P元素的最大正偏析系数为1.244, 最小负偏析系数为0.733; S元素的最大正偏析系数在1.667, 最小负偏析系数为0.778. SA516Gr60压力容器钢C偏析程度较大, 但在轧前将板坯加热到较高温度, 间隙原子C扩散系数较大, 会在短时间内达到均匀. 铸坯加热过程中, 置换原子Mn, Si扩散系数小, 很难达到均匀, 但其偏析程度较小, 对整体性能影响较小. 成分偏析是形成带状组织的先决条件, 元素偏析越严重, 对应的带状组织也越严重. 在铸坯中, C, Mn元素的偏析引起了轧制钢板中带状组织. 试验中虽然S, P偏析系数较大, 但S, P的含量较低, 对铸坯质量影响较小. HIC总是沿着钢中的偏析带、 非金属夹杂物等缺陷及组织薄弱部位萌生和扩展, SA516Gr60铸坯采用铸坯动态二冷及动态轻压下技术, 配合安置在扇形段前区的辊式电磁搅拌器, 有效控制了铸坯内部偏析, 使该压力容器钢铸坯各元素偏析不大, 中心宏观偏析C0.5级以下, 有效地提高了铸坯质量, 为后期轧制提供了优质的材料基础, 减少了钢板中的偏析带, 从而提高了钢板的抗HIC性能.
白亮带主要是因为正在凝固的铸坯进入电磁搅拌线圈后, 铸坯心部未凝固的钢水因为搅拌产生流动, 使原来富集溶质的枝晶间钢水的含量降低, 枝晶间的钢水凝固后的溶质浓度降低, 形成宏观上的负偏析. 白亮带形成机理有多种, 包括溶质洗涤机理、 凝固速率突变机理、 液相线速度变化机理、 溶质析出-扩散机理等[11-12]. 这些机理从不同的方面说明了白亮带是由于溶质化学成分偏析所致. 白亮带是溶质化学成分偏析的一种反映, 本研究中白亮带及其临近正偏析区域的化学成分均在SA516Gr60压力容器钢的允许波动的范围之内, 所以本研究铸坯偏析不会对钢的质量产生不利影响.
2.3铸坯横截面厚度方向微观组织分析
用金相显微镜观察铸坯厚度方向不同位置的微观组织, 如图 3 所示, 铸坯由铁素体和珠光体组织组成.

图 3 铸坯厚度方向微观组织Fig.3 Microstructure of the continuous cast slab from the inner arc to the outer arc
由图 3 可以看出内弧晶粒比较细小, 这是因为内弧冷却速度较快. 对珠光体含量和珠光体团尺寸统计发现, 内弧珠光体体积分数为8.19 %, 珠光体团平均直径为23.17 μm. 上下白亮带位置珠光体体积分数分别为5.33 %和7.73 %, 珠光体团平均直径分别为26.27 μm和27.27 μm, 在该区域C, Si, Mn, P发生了负偏析, 因此珠光体含量较少. 在白亮带结束位置铸坯发生正偏析, C含量较高, 在这部分区域珠光体体积分数达到15.98 %, 珠光体团平均直径为45.08 μm. 在厚度中心处珠光体体积分数为18.6 %, 珠光体团平均直径为39.15 μm. 珠光体在钢基体中为硬质相, 铁素体为韧性相. 正偏析区在轧制后容易产生珠光体、 马氏体和贝氏体带, 裂纹容易在带状组织边缘韧性相与硬质相的连接处产生和扩展, 因此偏析区产生的珠光体、 马氏体和贝氏体带对抗HIC性能是有害的[13].
2.4铸坯厚度方向二次枝晶臂间距变化规律
二次枝晶臂间距是铸坯的一个重要参数, 它与局部冷却速率等因素有关, 并影响铸坯凝固组织的偏析行为. 偏析、 疏松及夹杂物的分布都随二次枝晶臂间距减小而趋于均匀[7]. 因此控制二次枝晶臂间距可以改善铸坯质量, 提高轧制钢板力学性能和抗HIC性能.
在样品的整个横截面柱状晶数目较少, 其中靠近内弧附近柱状晶很细, 基本不长侧枝, 从铸坯内弧向中心, 柱状晶的数量由多变少, 柱状晶由细变粗. 通过金相显微镜和扫描电镜观察发现, 压力容器钢铸坯在距内弧5~60 mm为等轴晶加柱状晶, 距内弧70 mm到中心为等轴晶. 柱状晶较稀疏, 长度较短, 最长为10 mm, 5 mm长的柱状晶所占比例较大. 从内弧到中心线, 二次枝晶臂间距逐渐增大, 在距内弧4 mm处二次枝晶臂间距为56.4 μm, 距内弧14 mm处二次枝晶臂间距为100.9 μm, 距内弧32 mm处二次枝晶臂间距为109 μm. 二次枝晶臂间距可以用来预测铸坯的冷却速率, 在低碳钢中([C]≤0.15wt.%)二次枝晶臂间距λSDAS与冷却速度CR的关系为[14]
(1)
式中:C0为碳含量. 代入二次枝晶臂间距计算出内弧附近冷却速率为1.89 ℃/s, 距内弧14 mm 冷却速率为0.55 ℃/s, 距内弧32 mm冷却速率为0.49 ℃/s, 说明从内弧向中心冷却速率逐渐降低. 研究发现二次枝晶臂间距在100~220 μm时, 属于细小的枝晶组织, 富集溶质所占的体积分数小, 宏观偏析倾向小[15]. SA516Gr60铸坯在生产过程中过热度和二冷水控制较为合理, 其二次枝晶臂控制在104.9 μm 左右, 获得优异的内部质量.
树枝晶形态对夹杂物的尺寸也有影响, 树枝晶二次枝晶臂间距的减小, 可使得枝晶间隙内的夹杂物长大空间减小, 并给夹杂物提供了更多可以形核的界面, 间接促使夹杂物尺寸变小[16], 提高了抗HIC性能.
2.5SA516Gr60铸坯不同厚度夹杂物分析
2.5.1夹杂物粒径和数量统计分析
铸坯夹杂物以球形夹杂物为主, 在冶炼过程中, 液态的钢水和夹杂物不能互溶, 夹杂物从钢水中析出, 由于表面张力作用, 形成球形的夹杂物. 当钢水凝固后, 夹杂物一般保持球形或者椭圆形. 非金属夹杂物会引发HIC, 其数量、 形态、 尺寸及分布影响钢的HIC敏感性, 为了提高SA516Gr60压力容器钢的抗HIC性能, 必须减少铸坯中的夹杂物数量, 控制夹杂物的形态.
图 4 为夹杂物统计分析. 根据《钢中非金属夹杂物含量的测定标准评级图显微检验法》(GB/T 10561-2005)将夹杂物按级别分类统计, 从粒径统计结果可以看出, 对于SA516Gr60压力容器钢铸坯, 大部分都是小尺寸夹杂物. 如图4(a)所示, 粒径1~3 μm的夹杂物占到夹杂物总量的64.01%, 粒径3~8 μm的夹杂物占到夹杂物总量的31.46%, 粒径8~13μm的夹杂物占到夹杂物总量的3.59%, 粒径13~19 μm的夹杂物占到夹杂物总量的0.86%, 粒径19~27 μm的夹杂物占到夹杂物总量的0.08%, 粒径大于27 μm的夹杂物在统计中没有发现. 在压力容器钢连铸坯中夹杂物属于小尺寸内生夹杂, 与基体结合比较好, 危害较小. 粒径大于50 μm的为大型夹杂物, 常伴有裂纹出现, 对钢的危害性较大, 在研究过程中没有发现这类大型夹杂物.
综合考虑夹杂物数目的影响效果, 计算出试样中单位面积内的夹杂物个数I[17].
(2)
式中: ∑(dini)为所有观测到的夹杂物的粒径之和; N为视场总个数, 本实验N=40; B为夹杂物当量直径, 根据试样夹杂物的大小确定夹杂物当量直径, 本计算中B=7.5 μm;S为单个显微视场的面积;I为单位面积上相当于当量直径B的夹杂物的个数, 个/mm2.
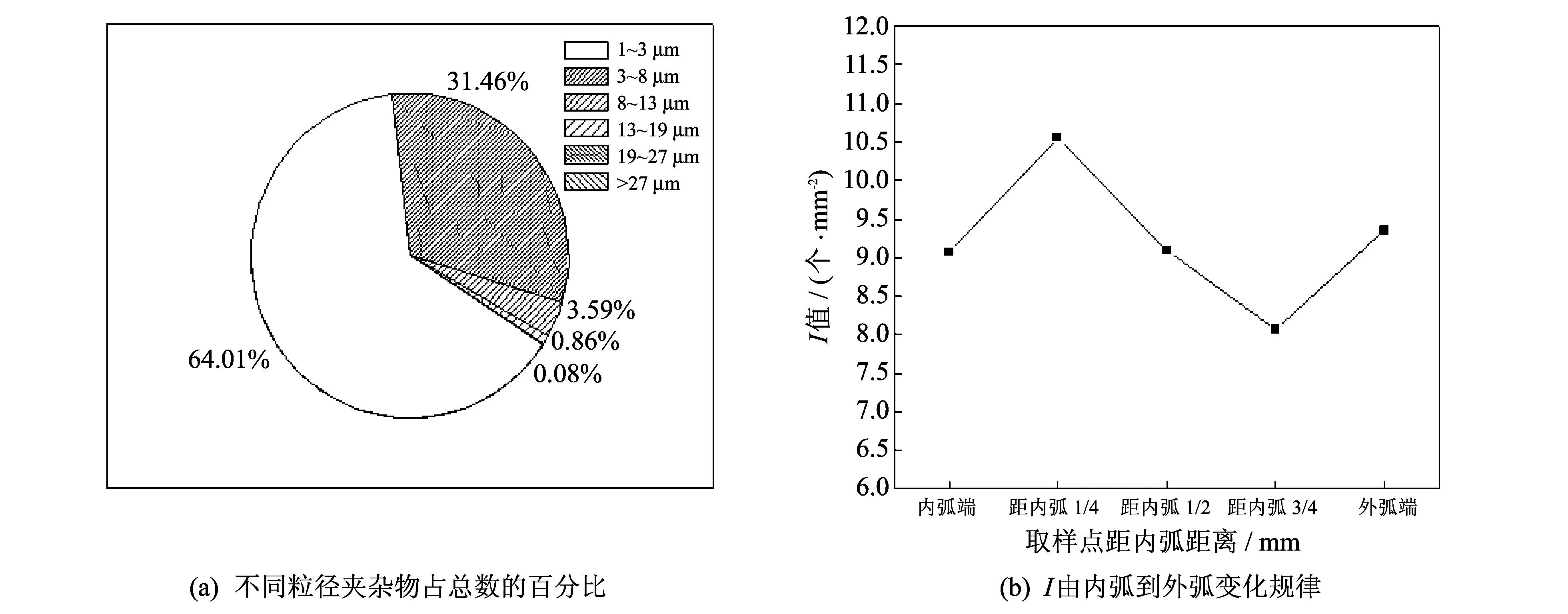
图 4 夹杂物统计分析Fig.4 Statistical analysis of inclusions
统计结果如图4(b)所示. 可以看出, 夹杂物整体控制水平较好, 夹杂物在整个铸坯分布均匀, 单位面积内的夹杂物个数在内弧1/4处略高于其他位置. 2.5.2夹杂物形貌观察及成分分析
经扫描电镜观察和EDS能谱分析, 发现SA516Gr60压力容器钢铸坯的夹杂物以球形小颗粒复相夹杂物为主, 80%以上的夹杂物都是由Al、 Mg, S, Ca, O组成的复相夹杂物. 图 5 为典型夹杂物面扫描照片. 经面扫描发现, 该夹杂物为mCaO·nAl2O3夹杂, 内部角状物为MgO·Al2O3, 内部团状物为TiO2, CaS包裹在夹杂物的外表形成一个脆性的硬壳. 这类夹杂物边缘的一些区域出现孔洞, 空洞和疏松都是强烈的H陷阱[18], 但此夹杂物为尺寸较小的球形夹杂物, 表面平滑致密, 在夹杂物周围H的富集量较少, 不会出现严重的应力集中.
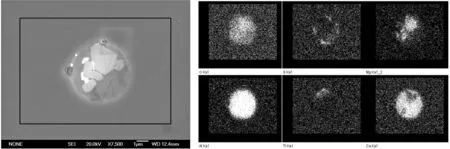
图 5 典型夹杂物面扫描照片Fig.5 Element mapping of typical inclusion
3结论
1) 通过顶底复吹转炉→LF炉精炼→RH真空脱气处理炼钢工艺, 以及连铸工艺参数的优化, 得到高质量的抗酸压力容器钢SA516Gr60铸坯, 中心偏析C0.5级, 铸坯组织致密, 没有发现中间裂纹、 角裂、 三角区裂纹、 针状及蜂窝状气孔.
2) 对SA516Gr60铸坯厚度方向不同位置化学成分分析发现, 在白亮带位置C、 Si、 Mn、 P含量明显低于平均含量, 发生了负偏析, 在白亮带结束位置发生了正偏析, 中心偏析较轻, 化学成分的变化均在SA516Gr60压力容器钢的允许波动的范围之内, 不会对铸坯的质量产生不利的影响.
3) 铸坯内外弧附近铁素体和珠光体组织细小均匀, 白亮带区域珠光体含量较少, 铁素体含量较多, 并且该区域晶粒尺寸较大. 在白亮带结束位置铸坯发生正偏析, 珠光体含量较高. 从内弧到厚度中心, 二次枝晶臂间距逐渐增大, 在内弧附近二次枝晶臂间距56.4 μm左右, 距内弧32 mm 处二次枝晶臂间距为109 μm. 细小的二次枝晶臂间距使夹杂物尺寸变小, 提高铸坯质量.
4) 铸坯夹杂物以球形夹杂物为主, 且多为小尺寸夹杂物, 粒径小于8 μm的夹杂物占到了夹杂物总量的95.47%, 粒径大于13 μm的夹杂物仅占夹杂物总量的0.94%. 夹杂物80%以上都是Al-Mg-Ca-S-O系复相夹杂物, 此夹杂物为尺寸较小的球形夹杂物, 表面平滑致密, 不易萌生裂纹.
参考文献:
[1]Dietrich A, Kern A, Schaf C. New constructional steel for pressure vessels with a high resistance to hydrogen induced cracking (HIC)[J]. Steel Construction, 2012, 5(2): 117-122.
[2]Gottlieb J, Kern A. High performance steels for pressure vessels[J]. Steel Construction,2010, 3(1): 49-55.
[3]Orie K E, Fletcher F B. Performance characteristics of special clean pressure vessel steel subjected to SSC and HIC testing[C]. Corrosion 99, NACE Annual Conference and Exposition. Houston: NACE International, 1999: 25-30.
[4]Schwinn V, Streisselberger A.Charactics marks and production methods of HIC resistant pressure vessel steels [C]. Corrosion 98, NACE Annual Conference. Houston: NACE International, 1998: 22-27.
[5]Elboujdaini M, Revie R. Metallurgical factors in stress corrosion cracking(SCC) and hydrogen induced cracking(HIC)[J]. Journal of Solid State Electrochemistry, 2009, 13(7): 1091-1099.
[6]Richard J P. Susceptibility to SOHIC for linepipe and pressure vessel steels review of current knowledge[C]. Corrosion 2007, NACE Annual Conference. Houston: NACE International, 2007: 11-15.
[7]Elboujdaini M, Revie R W, De R C. Effects of metallurgical parameters and non-metallic inclusions on behavior for oil and gas industry steels on hydrogen induced cracking[C]. Corrosion 2003, NACE Annual Conference. Houston: NACE International, 2003: 16-20.
[8]Xiao C, Zhang J M, Luo Y Z. Control of macrosegregation behavior by applying final electromagnetic stirring for continuously cast high carbon steel billet[J]. Journal of iron and steel research, 2013, 20(11): 13-20.
[9]艾芳芳, 徐小连, 陈义庆, 等. 夹杂物对油井管钢氢致开裂腐蚀的影响[J]. 腐蚀与防护, 2012, 33(5): 422-425.
Ai Fangfang, Xu Xiaolian, Chen Yiqing, et al. Influence of inclusion hydrogen induced cracking of oil well pipe steel[J]. Corrosion and protection, 2012, 33(5): 422-425. (in Chinese)
[10]Li J C, Wang B F, Ma Y L. Effect of complex electromagnetic stirring on inner quality of high carbon steel bloom[J]. Materials Science and Engineering, 2006, 425(1): 201-204.
[11]赵航, 李铮. 连铸坯上的白亮带形成机制[J]. 钢铁研究学报, 2000, 12(1): 71-72.
Zhao Hang, Li Zheng. Formation mechanism of white band in continuous casting billet[J]. Journal of Iron and Steel Research, 2000, 12(1): 71-72. (in Chinese)
[12]纪振双, 姚留枋, 唐仲和. 连铸过程采用电磁搅拌时的负偏析带的形成机理[J]. 钢铁研究学报,1993, 5(2): 9-16.
Ji Zhenshuang,Yao Liufang, Tang Zhonghe. Study on the mechanism of the negative segregation band formation during CC process with EMS[J]. Journal of Iron and Steel Research, 1993, 5(2): 9-16. (in Chinese)
[13]Domizzi G, Anteri G, Ovejero G J. Influence of sulphur content and inclusion distribution on the hydrogen induced blister cracking in pressure vessel and pipeline steels[J]. Corrosion Science, 2001, 43(2): 325-339.
[14]Zheng S G, Claire D, Martin S W. Elemental segregation and subsequent precipitation during solidification of continuous cast Nb-V-Ti high strength low alloy steels[J]. Materials Characterization, 2014, 95: 94-104.
[15]赖朝彬, 辛博, 陈伟庆, 等. 连铸板坯二次枝晶臂间距对中心碳偏析的影响[J]. 炼钢, 2009, 25(4): 42-45.
Lai Chaobin, Xin Bo, Chen Weiqing, et al. Effect of secondary dendritic arm spacing on center carbon segregation of slab[J]. Steel Making, 2009, 25(4): 42-45. (in Chinese)
[16]吴朝昀, 王福明, 王金龙, 等. 易切削钢9SMn28定向凝固过程中夹杂物的研究[J]. 金属热处理, 2011, 36(3): 46-50.
Wu Zhaoyun, Wang Fuming, Wang Jinlong, et al. Inclusions in 9SMn28 freecutting steel during directional solidification process[J]. Heat Treatment of Metals, 2011, 36(3): 46-50. (in Chinese)
[17]安航航, 包燕平, 刘建华, 等. X80高级别管线钢的洁净度[J]. 钢铁研究学报, 2010, 22(6): 10-17.
An Hanghang, Bao Yanping, Liu Jianhua, et al. Study on cleanliness of X80 pipeline steel[J]. Journal of Iron and Steel Research, 2010, 22(6): 10-17. (in Chinese)
[18]李金玲, 刘伟, 王翼鹏, 等. 管线钢裂纹萌生及其扩展的研究[J]. 材料与冶金学报, 2014, 13(3): 171-175.
Li Jinling, Liu Wei, Wang Yipeng, et al. Crack initiation and propagation in the pipeline steel[J]. Journal of Materials and Metallurgy, 2014, 13(3): 171-175. (in Chinese)
Controlling on the Quality of Acid-Resistance Pressure Vessel Steel SA516Gr60 Continuous Casting Billet
ZHANG Xin-li, ZUO Xiu-rong, GUO Hai-bin, LI Jin-ling, WANG Yi-peng
(School of Physical Engineering, Zhengzhou University, Zhengzhou 450052, China)
Abstract:SA516Gr60 acid-resistance pressure vessel steel continuous casting process parameters were optimized, and the change rules of chemical composition, microstructure, the secondary dendrite arm spacing and the size, number of inclusions of the slab in the different thickness were studied by steel chemical composition analyzer, metallographic microscopy, scanning electron microscopy ( SEM ) and energy disperse spectroscopy ( EDS ). Through continuous casting process parameters optimization, SA516Gr60 billet segregation is within the scope of permission, the secondary dendrite arm spacing is small, the casting slab quality is good. More than 80% of inclusions are Al-Mg-Ca-S-O diphase inclusions which are spherical with small size, and the surface is smooth and dense. They are not easy to induce crack. Improving the quality of the casting slab and reducing segregation and inclusions can improve the HIC resistance of pressure vessel steel plate.
Key words:acid-resistance pressure vessel steel SA516Gr60; continuous casting slab; segregation; secondary dendrite arm spacing; inclusions
中图分类号:TG142.1
文献标识码:A
doi:10.3969/j.issn.1673-3193.2016.01.016
通信作者:左秀荣(1967-), 女, 教授, 主要从事钢铁材料研究.
作者简介:张新理(1988-), 男, 硕士生, 主要从事钢铁材料研究.
*收稿日期:2015-07-01
文章编号:1673-3193(2016)01-0083-07
