矫形工艺对6N01-T5铝合金焊接接头性能的影响
2016-03-13赵志林
赵志林
(中车青岛四方机车车辆股份有限公司,山东 青岛266111)
0 前言
6N01-T5铝合金强度高,重量轻,并具有优越的延展性,被广泛应用于轨道车辆侧墙、车顶等大部件生产制造中,一般采用数块大幅面中空挤压铝型材插接组焊而成。由于6N01铝合金的导热性好,线膨胀系数大,导致焊接时焊接变形很大,需要火焰矫形进行调修,以满足尺寸公差要求,焊后矫形使得材料性能降低,所以研究材料矫形工艺与材料性能的关系,可为列车的行车安全提供保障。
火焰加热矫形技术复杂,受矫形温度和矫形时间等众多影响,近年来,国内外诸多学者研究了火焰矫形工艺与焊接接头性能关系,如姜澜等通过研究6005A铝合金型材焊接火焰矫形温度对焊接接头性能的影响;于今朋等人基于对8V对接焊缝数值仿真温度循环曲线的火焰矫形方法的研究,确定了热矫温度及温度/时间组合的控制;崔洪才通过对6063铝合金火焰校正加热过程的热循环分析,得出6063铝合金焊件能够进行火焰校正的结论。
本文以车顶、侧墙性能材料为研究对象,通过GLEEBLE热模拟试验机研究6N01铝合金材料的焊接矫形过程,建立铝合金焊接接头力学性能与矫形温度、矫形次数的关系,优化矫形工艺参数。
1 试验材料及设备
焊接及火焰矫形试验材料采用国内某铝业公司提供的A6N01-T5铝合金车顶型材,试验材料成分如表1所示;试验设备为GLEEBLE3500热模拟试验机,试样尺寸设计按照《GB/T 4338-2006金属材料高温拉伸试验方法》进行,试样尺寸为95mm×15mm×3mm,试样如图1所示。

表1 6N01-T5铝合金化学成分(%)
利用GLEEBLE 3500热模拟试验机按照现车工艺参数进行焊接模拟,采用热电偶温度传感器采集温度并进行实时控制,热模拟试验后试样均未发生断裂,表面也无任何裂纹等破坏。

图1 焊接及矫形试验试样图
2 矫形温度对A6N01焊后力学性能的影响
为了研究矫形温度对6N01铝合金焊接接头的影响,试验选取180℃、200℃、220℃、240℃、240℃、260℃、280℃、和300℃,每组五个试样,每个温度下保温8s,以保证试样沿厚度方向受热均匀,矫形完毕后进行硬度试验和拉伸试验,经过数据处理后,试验结果如图2所示。

图2 不同矫形温度下显微硬度及力学性能
从显微硬度和力学性能分析,随着矫形温度的升高,A6N01-T5焊接接头的显微硬度和力学性能呈下降趋势,初始焊接接头的硬度为75HV,抗拉强度为256MPa,屈服强度为112MPa,当矫形温度为240℃时,材料的硬度降为70 HV,抗拉强度降为241MPa,屈服强度降为103MPa,材料的材料的性能下降明显,下降斜率较大,故矫形温度尽量控制在240℃以内。
3 矫形次数对A6N01焊后力学性能的影响
为了研究矫形次数对6N01铝合金焊接接头的影响,试验矫形次数选取1、2、3、4次矫形,每组五个试样,矫形温度选取240℃,保温时间为8s,待试样充分冷却后进行重复矫形,以减少残余热能量造成的试验误差,矫形完毕后进行硬度试验和拉伸试验,对试验结果进行数据处理,得到试验结果如图3所示。
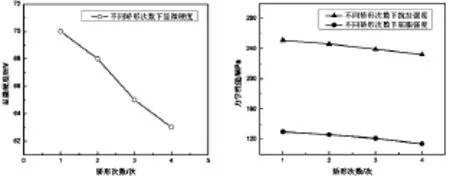
图3 不同矫形次数下焊接接头显微硬度及力学性能
显微硬度方面,矫形1次,显微硬度为70HV,矫形2次,显微硬度为68 HV,矫形3次,显微硬度为65 HV,矫形4次,显微硬度为63HV;力学性能方面,矫形1次,焊接接头抗拉强度为252MPa,屈服强度为130MPa,矫形2次,焊接接头的抗拉强度为246MPa,屈服强度为126MPa,矫形3次,焊接接头的抗拉强度和屈服强度分别为239MPa、121MPa,矫形4次,焊接接头的抗拉强度和屈服强度分别为232MPa、114MPa。由试验结果可以看出,随着矫形次数的增加,焊接接头的显微硬度及力学性能均呈现下降的趋势,矫形次数越少越好。
4 结论
采用热模拟试验机模拟A6N01焊接接头不同矫形温度、不同矫形次数下的热循环过程,测量了试样的显微硬度和拉伸力学性能,建立了矫形温度、矫形次数与焊接接头力学性能的关系,得出以下结论:
(1)A6N01焊接接头的显微硬度、抗拉强度和屈服强度随着矫形温度的增加而减小,并且在240℃以后,上述性能随着矫形温度的增加下降迅速,从接头性能考虑,矫形温度不应超过240℃;
(2)随着矫形次数的增加,A6N01焊接接头的显微硬度、抗拉强度及屈服强度呈现下降的趋势,车顶侧墙等大部件在满足尺寸公差的基础上,矫形次数越少越好。
[1]张宏辉,李旭,项胜前等.6XXX系变形铝合金的合金化原理和生产应用[J].轻合金加工技术,2012,40(3):12-17.
[2]武美妮,隋显庭,云中煌等.热时效对6N01铝合金型材性能均匀性的影响[J].有色金属工程,2016,6(3):17-20.
[3]朱正锋,张国荣,周斌等.铝合金在轨道交通业的应用与展望[J].铁道机车车辆工人,2006,(1):26-29.
[4]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[5]姜澜,王炎金,刘爱军等.火焰矫形对高速列车用铝合金焊接接头组织和性能的影响[J].材料热处理学报,2003,24(2):59-61.
[6]于今朋,王贵国,陈辉等.火焰温度对8V对接接头火焰矫正分析[J].电焊机,2012,42(2):70-73.
[7]崔洪才.6063铝合金焊接变形火焰矫形分析[J].新技术新工艺,2010,(4):62-64.
