纳米SiC增强纯Al基复合材料的微观组织和力学性能
2016-03-08沈茹娟胡旺郭柏松宋旼
沈茹娟,胡旺,郭柏松,宋旼
纳米SiC增强纯Al基复合材料的微观组织和力学性能
沈茹娟1, 2,胡旺1,郭柏松1,宋旼1, 2
(1. 中南大学深圳研究院,深圳 518057;2. 中南大学粉末冶金国家重点实验室,长沙410083)
与采用微米尺度SiC颗粒为增强相制备的Al基复合材料相比,以纳米SiC颗粒为增强相制备的Al基复合材料具有更加优异的力学性能,可极大提高SiC增强Al基复合材料的服役可靠性及应用范围。采用传统粉末冶金方法制备纳米SiC颗粒增强纯Al基复合材料,研究烧结温度和增强相体积分数对复合材料微观结构和力学性能的影响。研究表明,烧结温度和增强相体积分数均对复合材料的微观结构和力学性能有重要影响。随烧结温度升高,复合材料中的残留微孔减少,密度和强度均得到显著提高。含体积分数为3%纳米SiC颗粒的复合材料在610℃具有最高的强度,进一步提高纳米SiC颗粒的含量并不能提高材料的力学性能,这主要是由于当纳米SiC颗粒的体积分数超过3%时将出现明显的团聚,从而降低强化效应。
Al基复合材料;纳米SiC;烧结温度;体积分数
与基体Al合金相比,由于具有高的弹性模量、强度、硬度以及良好的抗疲劳和耐腐蚀能力,陶瓷颗粒增强Al基复合材料已经成为最具有发展前景的复合材料之一[1−3]。优异的力学性能使得陶瓷颗粒增强Al基复合材料能够有效替代传统材料制备航空航天、交通运输和光电器材等工业部门中对材料比刚度要求较高的零部件[4−5]。在过去近二十年里,科研工作者将注意力集中在应用SiC颗粒作为增强体来增强Al基复合材料的相关研究中[6−10]。研究表明其强化机制一般可以划分为间接强化和直接强化两种机制[11−17]。采用的SiC颗粒粒径通常是几个微米到几百个微米,这种尺度的SiC颗粒在复合材料的制备和后续变形过程中容易断裂,断裂后的颗粒往往会成为复合材料中的裂纹源,这将导致外部载荷不能有效地由基体传递到增强相上,从而损害复合材料的综合力学性能,包括强度、塑性和韧性等[12, 18]。前期研究表明采用纳米尺度的增强颗粒能够有效提高金属基复合材料的力学性能[19−20]。这类复合材料表现出超塑性以及良好的高温性能。这些优异的性能主要归功于两个可能的原因。第一,增强相体积分数一定时,纳米尺度的颗粒比微米尺度的颗粒拥有更小的颗粒间距,根据Orowan强化理论,这有助于复合材料获得更高的强度[9, 21]。第二,纳米尺度增强相的加入能够限制在复合材料制备过程中产生的晶粒粗化,这有助于复合材料获得良好的塑性[22−25]。尽管铸造是复合材料制备成本最低廉的方法,但由于SiC和金属Al的热膨胀系数存在巨大的差异以及金属Al对SiC的润湿性差,这种方法并不适合制备SiC增强Al基复合材料[26−27]。此外,铸造还可能导致SiC和液态Al之间发生有害反应,比如生成脆性相Al4C3和Si。为了防止在制备过程中发生这类不良反应以及颗粒团聚,采用粉末冶金法是非常适合的选择,因为粉末冶金法不仅能够在较低温度获得具有高温稳定的纳米晶结构复合材料,还有助于增强相在基体中的均匀分布[30−32]。在对微米尺度的SiC颗粒增强Al基复合材料的研究中,普遍认为增强相的体积分数和烧结温度对复合材料的力学性能具有显著影响。当增强相的体积分数超过一定值后,增强相就会发生团聚并损害复合材料的力学性能,一般而言,提高烧结温度能够显著促进复合材料的致密化过程,但过高的烧结温度会导致脆性相Al4C3的形成。目前关于增强相体积分数和烧结温度对纳米尺度SiC增强Al基复合材料微观结构和力学性能影响的相关研究还很不充分,因此进一步研究这两个制备参数对纳米SiC增强Al基复合材料的微观结构及力学性能显得尤为必要。
1 实验
分别采用纯度为99.83%、平均粒径2 μm的商业Al粉和纯度为99.98%、平均粒径为50 nm的SiC粉末作为基体粉末和增强相。采用酒精作为液体介质,将Al粉和SiC粉在转速为300 r/min的行星式球磨机中球磨5 h,并采用氩气作为保护气氛,球磨过程中的球料比为4:1。球磨后的粉末在75℃下于干燥箱中干燥5 h后放入钢模中,随后在室温下采用400 MPa压力压制成直径为50 mm的生坯。
为了探究烧结温度和增强相体积分数对纳米尺度的SiC增强Al基复合材料微观结构及力学性能的影响,制备了S和V两组复合材料样品,制备工艺参数如表1所列,两组样品均在氩气保护下(压力为10 MPa)使用石墨模具进行热压烧结,加热速率为10℃/min。烧结后将样品在560℃下挤压成棒状,挤压比为5:1。复合材料的密度采用阿基米德方法进行测定,并根据所测密度和复合材料理论密度的差值与理论密度的百分比作为复合材料的孔隙度。采用线切割将样品加工成标距为8 mm、截面为3.4 mm×3 mm的标准拉伸试样,样品的轴向沿着挤压方向。拉伸实验在Instron3369万能测试机上采用固定的压头速度进行,拉伸速率为5×10−4s−1,屈服强度采用0.2%进行补偿计算决定。采用配备有Cu靶的D/max2550pc X射线衍射仪确定复合材料中的物相组成。复合材料的微观结构和拉伸样品的断面分析采用FEI Nano230 和 Quanta FEG 250 扫描电子显微镜进行观察。
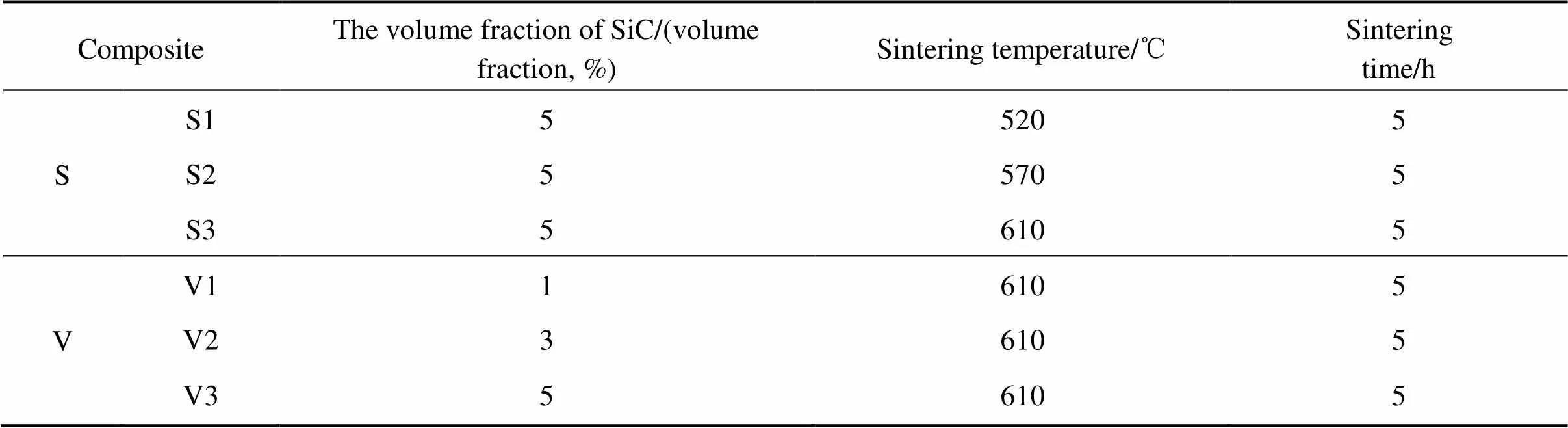
表1 S和V两组复合材料制备工艺参数
2 结果
2.1 X射线衍射分析
图1所示为含有5% 纳米SiC的生坯在不同温度下烧结并经过挤压处理和含有不同纳米SiC体积分数的生坯在610℃烧结并经过挤压处理后的X射线衍射图谱。由图可以看出,只有Al 和SiC 峰存在于该衍射图谱中,其他的物相峰如Al4C3和Si并没有出现,但这并不能表明在当前的制备工艺条件下没有发生有害的界面反应,要确认是否发生了界面反应,还需要进一步研究。从图1(a)可以看出随烧结温度升高,Al和SiC的布拉格峰并没有产生明显变化,这表明升高烧结温度并没有导致明显的晶粒粗化。从图1(b)可以看出与含有5% 纳米SiC的复合材料相比,含有1%和3%纳米SiC复合材料的Al峰发生明显宽化,这表明这两种材料中出现了晶粒细化和内应力增加。
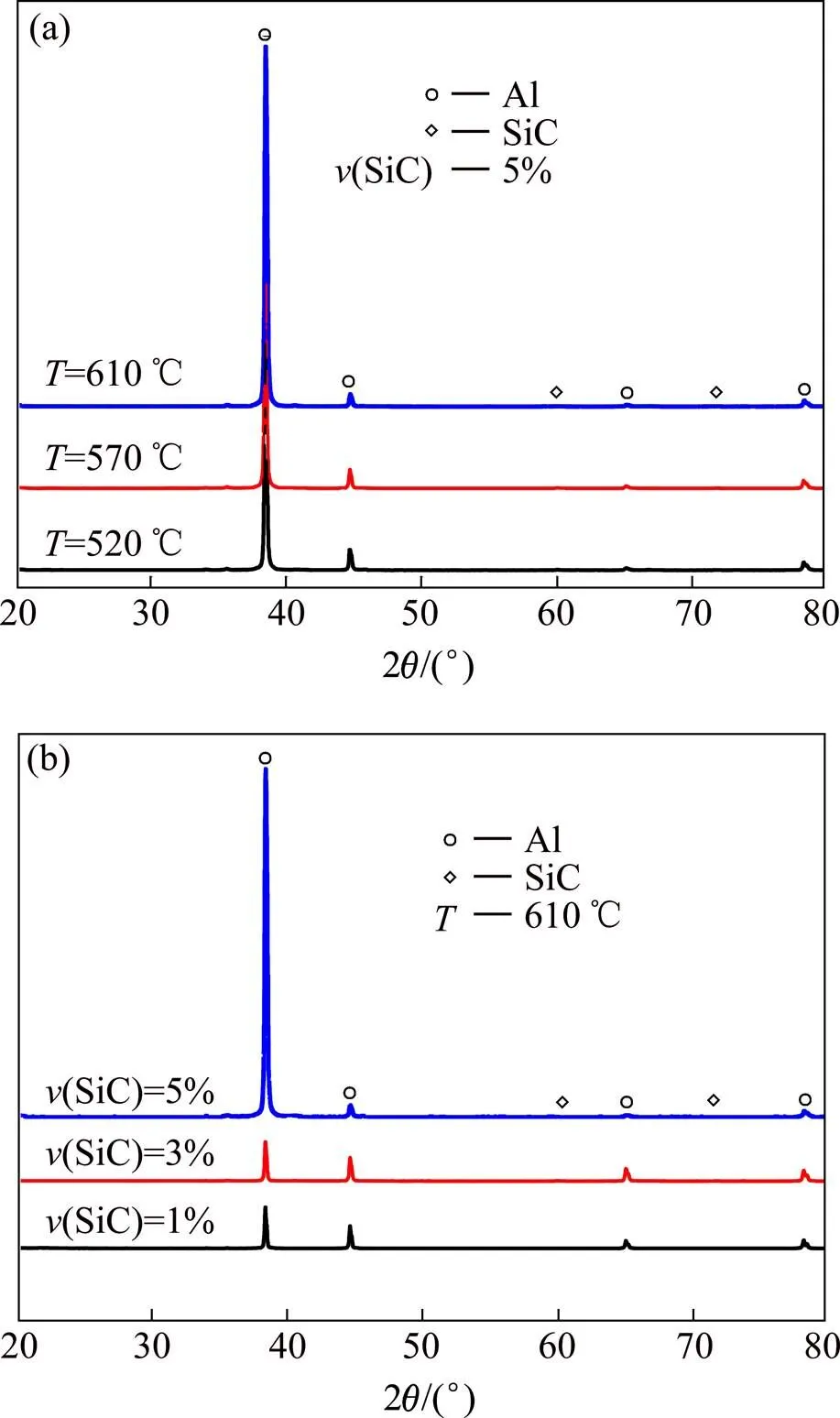
图1 (a)不同温度烧结和(b)含有不同纳米SiC体积分数的样品经挤压后的X射线衍射图谱
2.2 微观结构
图2 所示为在不同烧结温度下制备的复合材料的SEM显微组织。由图2可以看出,部分纳米SiC颗粒发生了团聚(如图中箭头所示),其余的纳米SiC颗粒则较均匀地分散在Al基体中。从图中还可以看出,残留孔隙普遍存在于所有样品中,但随烧结温度升高,残留孔隙的数量显著减少。在520和570℃烧结后的样品中,Al颗粒间的结合较弱,甚至可以看到一些孤立的Al颗粒。图3是含有不同体积分数纳米SiC增强的Al基复合材料的SEM显微组织。从图3可以看出,随纳米SiC体积分数增加,已经被能谱确定为SiC的白色点状聚集物(如图中箭头所示)的数量增加。这表明,随纳米SiC体积分数增加,SiC的团聚将会加剧。AHMED等[33]的研究表明,尽管采用纳米SiC制备复合材料会有团聚发生,但由于团聚多发生在晶界,增强颗粒依然可以通过钉扎晶界而限制晶粒的粗化。
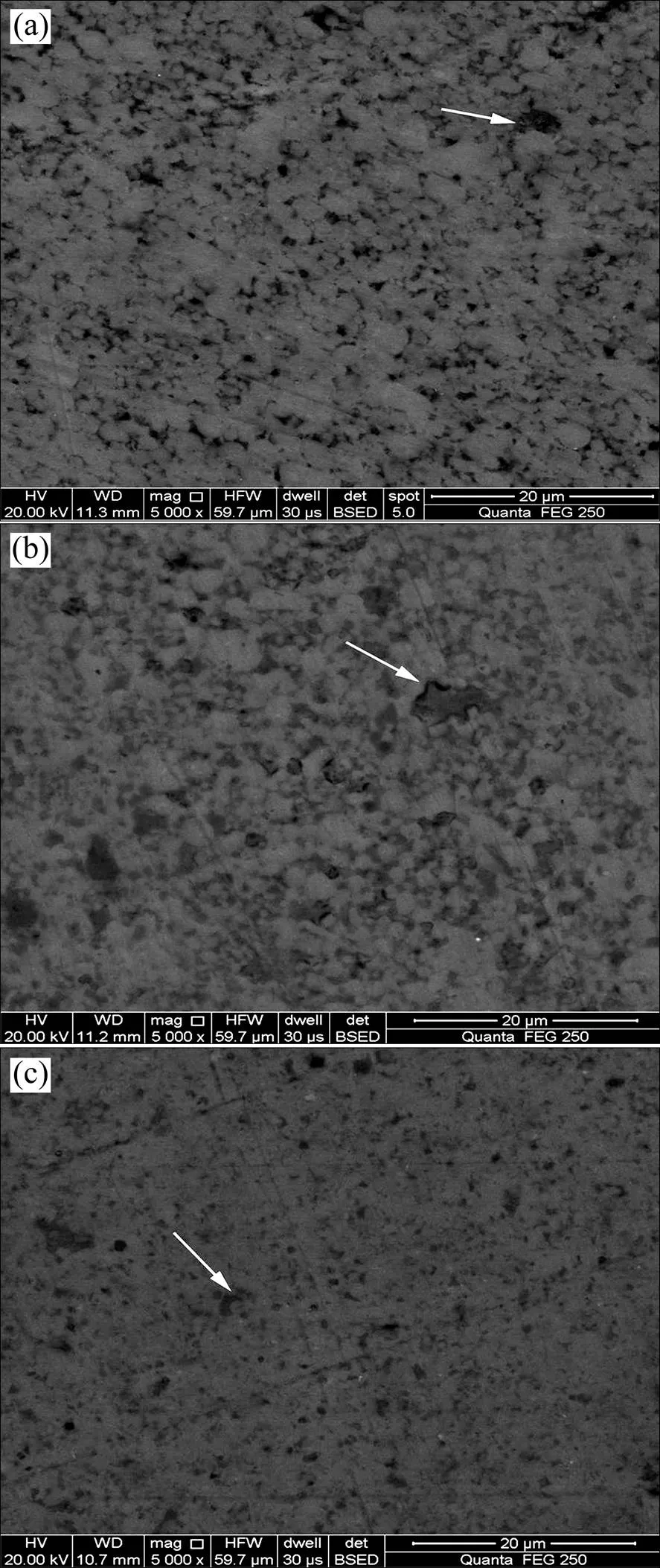
图2 不同烧结温度制备的复合材料经挤压后的显微组织
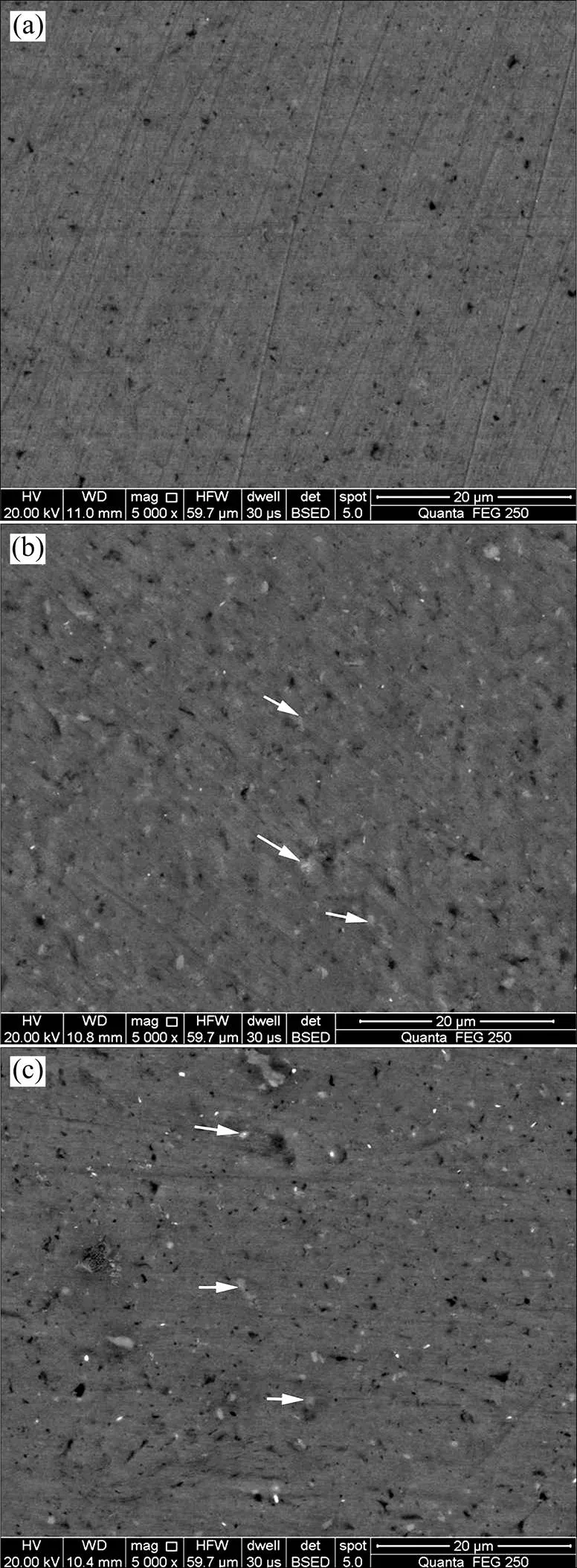
图3 含不同纳米SiC增强颗粒的复合材料经烧结并挤压后的显微组织
2.3 密度和力学性能
采用不同烧结温度(S)和不同纳米SiC体积分数(V)制备的复合材料的密度和力学性能如表2所列。由表2可知,S复合材料的密度随烧结温度升高而增大。当纳米SiC 的体积分数从1%增加到3%时,V复合材料的密度得到显著提高,但当纳米SiC的体积分数增加到5%时,复合材料的密度反而会降低。孔隙度的变化趋势与密度的变化趋势相近。从表2还可以看出,S复合材料的屈服强度和抗拉强度均随烧结温度升高而增大。当纳米SiC的体积分数从1%增加到3%时,V复合材料的屈服强度和抗拉强度均得到明显提高,但纳米SiC体积分数增加到5%时,其屈服强度和最终拉伸强度出现显著降低。
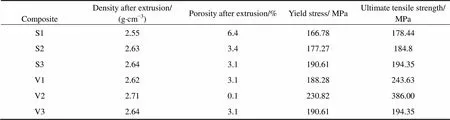
表2 不同烧结温度(S)和不同纳米SiC体积分数(V)经烧结再挤压后的复合材料的密度和力学性能
2.4 断面分析
图4和图5分别是采用不同的烧结温度和不同体积分数的纳米SiC颗粒制备的复合材料经挤压后再拉伸变形至断裂后的断面的SEM显微组织。由图4可以看出,在不同烧结温度下制备的含有5 %纳米SiC的复合材料具有相似的断面特征,包括脆性和延性断裂。这种断面由Al基体中大大小小的韧窝和纳米SiC颗粒的团聚体组成。在Al基体中能够观察到较大的深韧窝,这表明复合材料在完全断裂前经历了充分的塑性变形。但从该组较低倍数的断面图片可以看出,在较低温度下制备的复合材料断面较为平整光滑,这表明在较低的烧结温度下,颗粒之间的结合强度较弱,在承受拉应力时主要表现为颗粒间的解理,但在较高的烧结温度下,颗粒之间通过组元扩散结合紧密,有助于复合材料在承受载荷时发生较为充分的塑性变形。从图4(b)可以看出,在断面中有非常明显的裂纹,这进一步证明了在较低温度下制备的复合材料中颗粒间的结合作用较弱。由图5可以看出,不同体积分数的复合材料的拉伸断面中韧窝的尺寸和形状与图4类似,即断面由Al基体中大大小小的韧窝和纳米SiC颗粒的团聚体组成,但随SiC体积分数增加,从较低放大倍数的断面图片可以看到复合材料的断面逐渐变得平整,这主要与增加纳米SiC颗粒的体积分数将明显减弱Al基体在复合材料中的粘结作用并会产生较为严重的残留热应力有关。
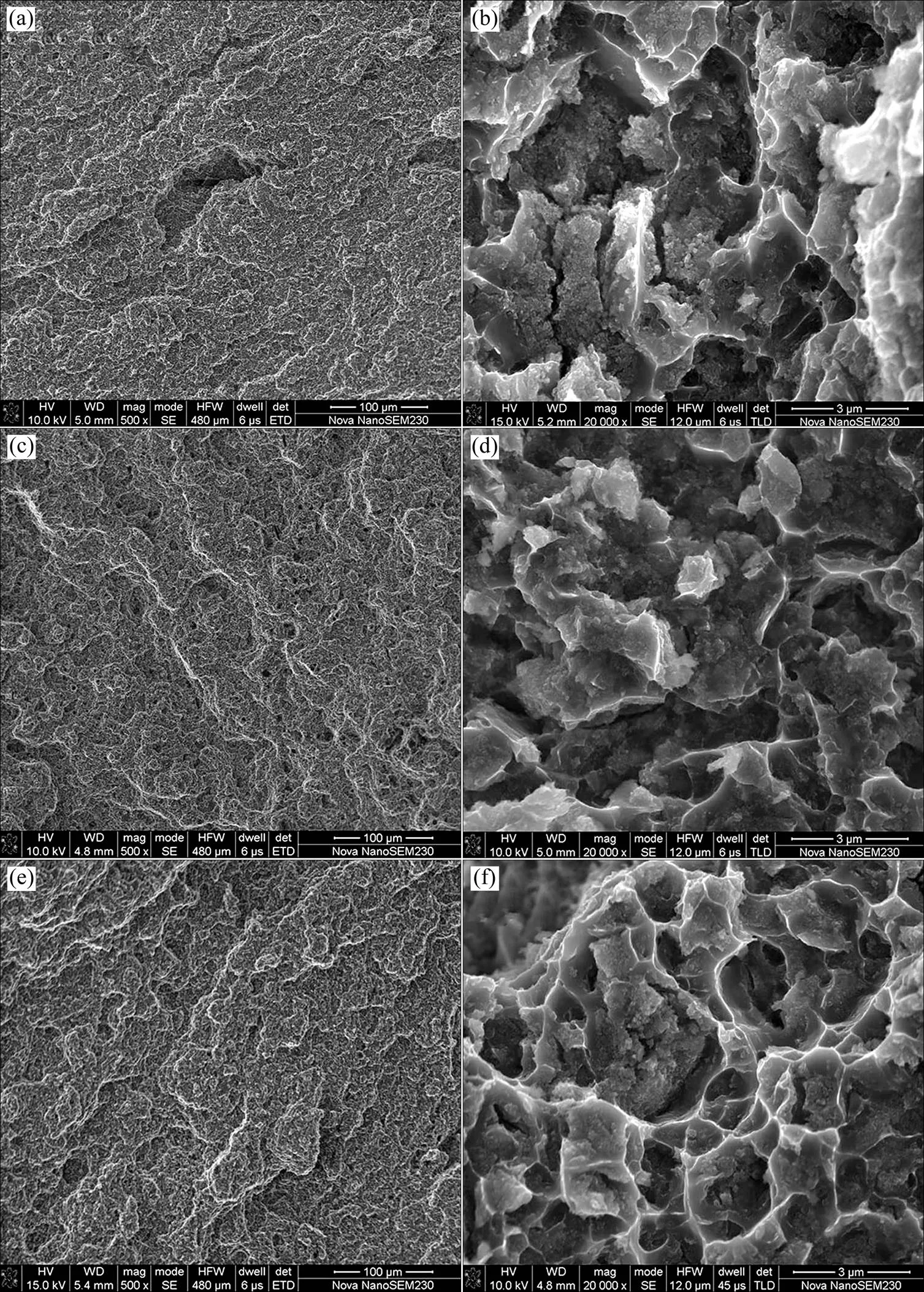
图4不同温度烧结后经挤压制备的复合材料拉伸变形断裂后的显微组织
3 分析与讨论
如图2和表2所示,烧结温度对复合材料的微观结构和力学性能具有显著影响。提高烧结温度会使得复合材料的综合性能得以提高,这主要有两个原因。第一,提高烧结温度会加速组元扩散,从而提高组元的固相烧结能力并减少孔隙,这有助于复合材料的致密化。第二,由于SiC和铝基体存在较大的热膨胀系数差异,当复合材料从烧结温度冷却时,在SiC和铝基体的界面上会因为热应力的存在而产生位错塞积。提高烧结温度会增加位错的塞积程度,这将进一步提高复合材料的强度。
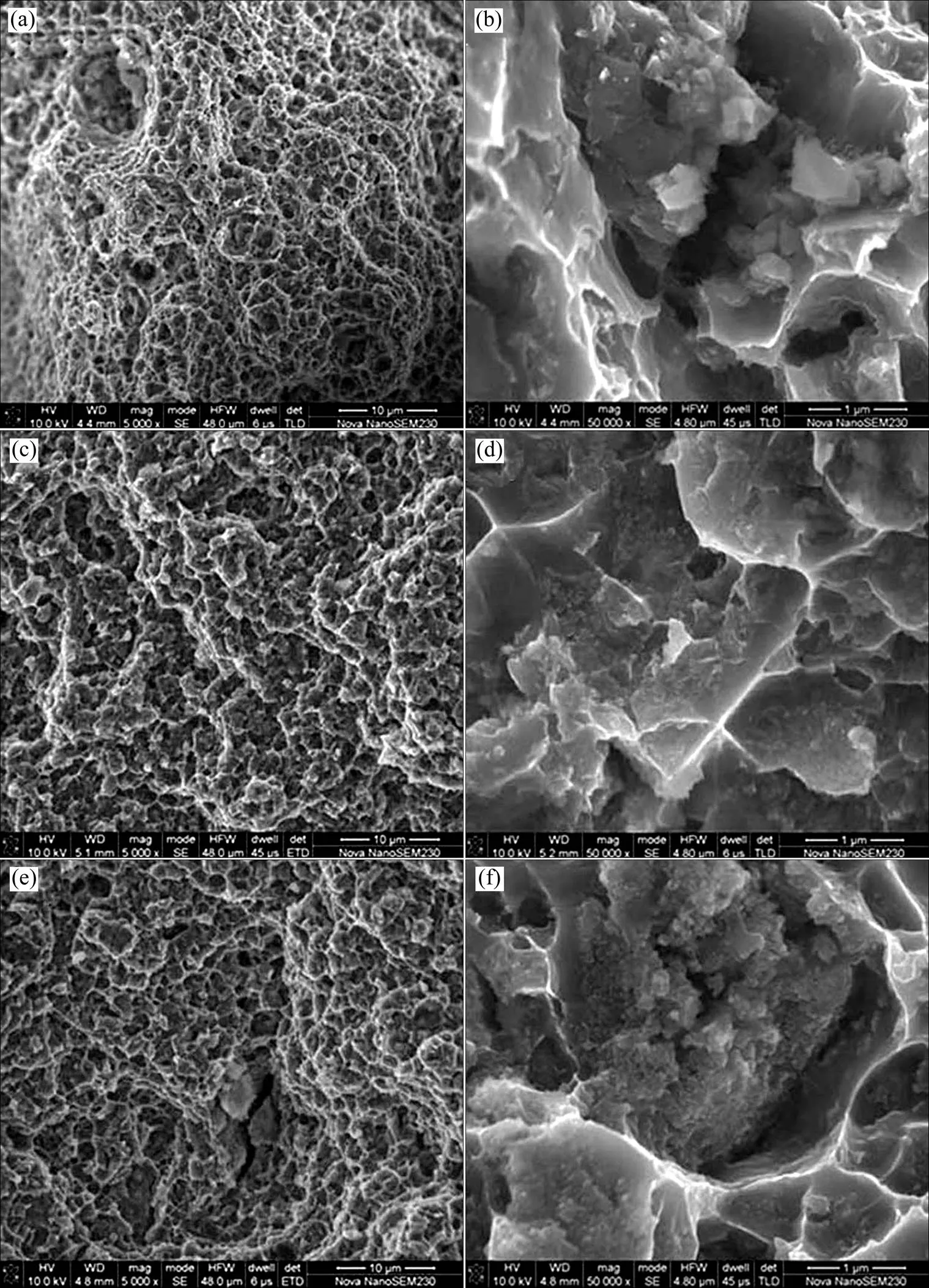
图5 含不同体积分数纳米SiC增强复合材料经烧结及挤压后的拉伸断面的显微组织
在制备纳米复合材料的过程中,最大的挑战是由于纳米尺度的增强相具有巨大的比表面积所带来的一系列问题,如更易发生扩散、化学反应和团聚。在界面处发生化学反应能够增强基体和增强相的界面结合,但脆性的反应产物可能会严重影响复合材料的力学性能。更高的烧结温度能够通过加速组元扩散而促进致密化,但同时也可能导致在Al-SiC体系中出现有害反应。LIU的研究表明[34],Al和SiC的界面反应在660℃发生,而Al和纳米SiC的反应只需在600 ℃以上便会发生。CHIOU和CHUNG[35]在665、690、720 ℃将液态Al浸渗到SiC纤维预制品中制备SiC纤维增强铝基复合材料,并观察复合材料的拉伸强度、杨氏模量以及伸长率的变化。发现随制备温度升高,复合材料的性能显著降低,并且在较高温度下制备的复合材料在拉伸变形后有大量的SiC纤维被直接从Al基体中拔出。这主要因为在较高温度下制备复合材料时,界面处产生过量的Al4C3会损害复合材料中增强相和基体的界面结合强度。因此,结合图1中的XRD结果中无显著的Al4C3峰,可以得知本研究选用的制备复合材料的烧结温度是适合的。
如图3和表2所示,纳米SiC的体积分数对复合材料的综合力学性能也具有重要影响。研究结果表明,当纳米SiC的体积分数不超过3%时,增加其体积分数能够使得复合材料具有更高的屈服强度、抗拉强度和密度。然而,当纳米SiC的体积分数超过3%时,纳米SiC对复合材料的强化作用就会减弱。这种现象可能有三个主要原因:第一,当纳米颗粒的体积分数超过一定值时,纳米颗粒会在晶界处达到饱和,进而限制纳米颗粒对晶粒细化的积极作用;第二,由于纳米颗粒过度塞积在晶界处会弱化晶界结合强度,损害复合材料的强度和延展性;第三,过多的纳米SiC会加剧颗粒的团聚,使得纳米SiC在Al基体中难以均匀分布。相关的实验[36−38]和理论[31−32]研究表明,增强相的团聚会严重损害复合材料的性能。增强相团聚一般以两种截然不同的方式来加速裂纹形核。第一,团聚的增强体在变形的过程中会像一个整体的大颗粒进行整体变形,使得在团簇中心发生的变形远小于复合材料的整体变形。第二,颗粒单独运动,这就使得在团簇中心发生的变形远大于复合材料的整体变形。团簇的断裂往往发生在拉伸过程的前期,团簇中产生的裂纹往往会导致材料整体断裂。这两种不同的加速裂纹形核方式均对复合材料的性能有不良影响。此外,KANG等[39]研究发现纳米尺度颗粒增强的复合材料主要通过晶界强化和Orowan机制强化。颗粒团聚会弱化复合材料中纳米SiC对晶粒细化及位错的阻碍作用,从而降低复合材料的强度。因此,为了获得良好的力学性能,该复合材料中纳米SiC的体积分数应控制在3%以下。
4 结论
1) 采用纳米SiC作为增强相能够使得铝基体得到强化,SiC的体积分数对其强化效应具有重大影响。当纳米SiC的体积分数不超过3%时,增加其体积分数能够使得复合材料具有更高的屈服强度、拉伸强度和密度。当纳米SiC的体积分数超过3%时,纳米SiC对复合材料的强化作用减弱。
2)提高烧结温度能够显著增强复合材料强度,在610℃烧结制备的含有3%纳米SiC增强颗粒的复合材料具有最佳的综合力学性能。
[1] BRIAN R, YUEN H C, LEE W B. The processing of metal matrix composites-an overview[J]. Journal of Materials Processing Technology, 1997, 63(1/3): 339−353.
[2] SURAPPA M K. Aluminium matrix composites: Challenges and opportunities[J]. Sadhana-Acad P Eng S, 2003, 28(1/2): 319−334.
[3] MIRACLE D. Metal matrix composites – From science to technological significance[J]. Compos Sci Technol, 2005, 65(15/16): 2526−2540.
[4] TORRALBA J M, DA COSTA C E, VELASCO F. P/M aluminum matrix composites: An overview[J]. J Mater Process Tech, 2003, 133(1/2): 203−206.
[5] KACZMARA J W, PIETRZAKB K,et al. The production and application of metal matrix composite materials[J]. J Mater Process Tech, 2000, 106(1/3): 58−67.
[6] SAHIN Y, ACILAR M. Production and properties of SiCp-reinforced aluminium alloy composites[J]. Composites Part A: Applied Science and Manufacturing, 2003, 34(8): 709− 718.
[7] SAHIN Y. Preparation and some properties of SiC particle reinforced aluminium alloy composite[J]. Mater Design, 2003, 24(8): 671−679.
[8] 沈茹娟,孙超,宋旼,等. 混料时间和挤压对SiC增强纯Al基复合材料显微组织和力学性能的影响[J]. 粉末冶金材料科学与工程, 2012, 17(5): 604−610. SHEN Rujuan, SUN Chao, SONG Min, et al. Effects of stirring time and extrusion on microstructures and mechanical properties of SiC reinforced pure AI matrix composites[J]. Materials Science and Engineering of Powder Metallurgy, 2012, 17(5): 604−610.
[9] WANG Z, SONG M, SUN C, et al. Effects of particle size and distribution on the mechanical properties of SiC reinforced Al–Cu alloy composites[J]. Mater Sci Eng A, 2011, 528(3): 1131−1137.
[10] ZAKARIA H M, Microstructural and corrosion behavior of Al/SiC metal matrix composites[J]. Ain Shams Engineering Journal, 2014, 5(3): 831−838.
[11] AYYAR A, CHAWLA N. Microstructure-based modeling of the influence of particle spatial distribution and fracture on crack growth in particle-reinforced composites[J]. Acta Mater, 2007, 55(18): 6064−6073.
[12] 任淑彬, 沈晓宇, 何新波, 等. SiC粒度及粉末装载量对SiCp/Al复合材料热循环行为及力学性能的影响[J]. 粉末冶金材料科学与工程, 2011, 16(2): 196−200. REN Shubin, SHEN Xiaoyu, HE Xinbo, et al. Effects of SiC particle size and powder load on thermal cycling behavior and mechanial properties of SiCp/Al composite[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(2): 196−200.
[13] SU Y, OUYANG Q, ZHANG W, et al. Composite structure modeling and mechanical behavior of particle reinforced metal matrix composites[J]. Mater Sci Eng A, 2014, 597: 359−369.
[14] PRANGNELL P B, BARNES S J, ROBERTS S M, et al. The effect of particle distribution on damage formation in particulate reinforced metal matrix composites deformed in compression. Materials Science and Engineering A, 1996, 220(1/2): 41−56.
[15] CHAWLA N, SHEN Y L. Mechanical behavior of particle reinforced metal matrix composites[J]. Adv Eng Mater, 2001, 3(6):357–370.
[16] AYYAR A, CHAWLA N. Microstructure-based modeling of crack growth in particle reinforced composites[J]. Compos Sci Technol, 2006, 66(13): 1980−1994.
[17] ZHANG Z, CHEN D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength[J]. Scripta Mater, 2006, 54(7): 1321−1326.
[18] XIA X, MCQUEEN H J, ZHU H. Fracture behavior of particle reinforced metal matrix composites[J]. Applied Composite Materials, 2002, 9(1): 17−31.
[19] MA Z Y, TJONG S C, Li Y L. The performance of aluminium-m atrix composites with nanometric particulate Si-N-C reinforcement[J]. Compos Sci Technol, 1999, 59: 263−270.
[20] MA Z Y, LIA Y L, LIANG Y, et al. Nanometric Si3N4particulate-reinforced aluminum composite[J]. Mater Sci Eng A, 1996, 219(1/2): 229−231.
[21] NAN C W, CLARKE D R. The influence of particle size and particle fracture on the elastic/plastic deformation of metal matrix composites[J]. Acta Mater, 1995, 44(9): 3801−3811.
[22] SHERIF EL-ESKANDARANY M. Mechanical solid state mixing for synthesizing of SiC/Al nanocomposites [J]. J Alloy Compd, 1998, 279(2): 263−271.
[23] HAFIZPOUR H R, SIMCHI A, PARVIZI S. Analysis of the compaction behavior of Al-SiC nanocomposites using linear and non-linear compaction equations[J]. Advanced Powder Technology, 2010, 21(3): 273−278.
[24] SABERI Y, ZEBARJAD S M, AKBARI G H. On the role of nano-size SiC on lattice strain and grain size of Al/SiC nanocomposite[J]. J Alloy Compd, 2009, 484(1/2): 637−640.
[25] NIIHARA K. New design concept of structuralceramics-ceramic nanocomposites [J]. The Ceramic Society of Japan, 1991, 99(10): 974−982.
[26] LIUG W, MUOLO M L, VALENZA F A. Passerone, Survey on wetting of SiC by molten metals[J]. Ceram Int, 2010, 36(4): 1177−1188.
[27] SEVIK H, KURNAZ S C. Properties of alumina particulate reinforced aluminum alloy produced by pressure die casting[J]. Mater Design, 2006, 27(8): 676−683.
[28] MITRA R, MAHAJAN Y R. Interfaces in discontinuously reinforced metal-matrix composites[J]. Defence Science Journal, 1993, 43(4): 397−418.
[29] FEEST E A. Interfacial phenomena in metal-matrix composites[J]. Composites, 1992, 25(2): 75−86.
[30] ROSSO M. Ceramic and metal matrix composites: Routes and properties[J]. J Mater Process Tech, 2006, 175(1/3): 364−375.
[31] DENG X, CHAWLA N. Modeling the effect of particle clustering on the mechanical behavior of SiC particle reinforced Al matrix composites[J]. J Mater Sci, 2006, 41(17): 5731−5734.
[32] SEGURADO J, GONZÁLEZ C, LLORCA J. A numerical investigation of the effect of particle clustering on the mechanical properties of composites[J]. Acta Mater, 2003, 51(8): 2355−2369.
[33] AHMED A, NEELY A J, SHANKAR K. Experimental comparison of the effects of nanometric and micrometric particulates on the tensile properties and fracture behavior of Al composites at room and elevated temperatures[J]. Metallurgical and Materials Transactions A, 2010, 42(3): 795−815.
[34] LIU H, WANG L, WANG A, et al. Study of SiC/Al nanocomposites under high pressure[J]. Nanostructured Materials, 1997, 9(1): 225−228.
[35] CHIOU J M, CHUNG D D L. Characterization of metal-matrix composites fabricated by vacuum infiltration of a liquid metal under an inert gas pressure[J]. J Mater Sci, 1991, 26(10): 2583−2589.
[36] PRANGNELL P B, BARNES S J, ROBERTS S M, et al. The effect of particle distribution on damage formation in particulate reinforced metal matrix composites deformed in compression[J]. Mater Sci Eng A, 1996, 220(1/2): 41−56.
[37] CHAWLA N, JONES J W, ALLISON J E. Effect of SiC volume fraction and particle size on the fatigue resistance of a 2080Al/SiCpcomposite[J]. Metallurgical and Materials Transactions A, 1998, 29(11): 2843−2854.
[38] KOLLO L, BRADBURY C R, VEINTHAL R, et al. Nano-silicon carbide reinforced aluminium produced by high-energy milling and hot consolidation[J]. Mater Sci Eng A, 2011, 528(21): 6606−6615.
[39] KANG Y C, CHAN S L I. Tensile properties of nanometric Al2O3particulate-reinforced aluminum matrix composites[J]. Mater Chem Phys, 2004, 85(1/3): 438−443.
(编辑 高海燕)
Microstructures and mechanical properties of nano-sized SiC particle reinforced pure Al based composites
SHEN Rujuan1, 2, HU Wang2, GUO Baisong1, SONG Min1, 2
(1. Shenzhen Research Institute, Central South University, Shenzhen 518057, China;2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Compared to the composites reinforced by micro-sized SiC particles, the composites reinforced by nano-sized SiC particles possess much better mechanical properties, which can greatly improve the operational reliability and serviceable range of the materials. The effects of the sintering temperature and the volume fraction of the reinforcements on the microstructure and mechanical properties were investigated for nano-sized SiC reinforced composites manufactured by the powder metallurgy route. The results show that both factors have significant effects on the microstructures and mechanical properties of the composites. With increasing the sintering temperature, less residual pores exist in the composite, and both the density and strength are improved. The composite reinforced with 3% nano-sized SiC sintered at 610 ℃ possesses the highest strength among the composites. However, further increasing the volume faction of SiC particles cannot obtain higher strength. The strengthening effects of nano-sized SiC in the composite reinforced by more than 3% SiC particles become weak due to the agglomerations of the SiC particles.
aluminum matrix composite; nano-sized SiC; sintering temperature; volume fraction
TG 146.22
A
1673−0224(2016)04−546−09
深圳市科技计划项目(JCYJ20140509142357196);国家自然科学基金(51301206)
2015−07−14;
2015−09−20
宋旼,博士,教授;电话:0731-88877677;E-mail: msong@csu.edu.cn