Mn含量对粉末冶金铁铜碳低合金钢组织与力学性能的影响
2016-03-08曾海卒李志友张雷滕浩周科朝
曾海卒,李志友,张雷,滕浩,周科朝
Mn含量对粉末冶金铁铜碳低合金钢组织与力学性能的影响
曾海卒,李志友,张雷,滕浩,周科朝
(中南大学粉末冶金国家重点实验室,长沙 410083)
采用铜粉、石墨粉和铁粉为原料,以Fe-74.8Mn-6.9C中间合金粉的形式加入Mn元素,制备粉末冶金Fe-Mn-(2−)Cu-0.3C(=0,0.2,0.4,0.6,0.8,1。质量分数,%)低合金钢,研究Mn含量对该合金组织与力学性能的影响。结果表明,合金组织由铁素体和珠光体构成。加入含Mn中间合金粉对混合原料粉末的压制性能没有明显影响。随Mn含量增加,合金中孔隙的数量增多,尺寸变大;合金密度先升高后降低,Mn含量为0.4%时合金密度最大,达到7.24 g/cm3;合金硬度先升高后降低,Mn含量为0.6%时硬度最大;合金抗弯强度下降,冲击韧性升高,Mn含量超过0.4%时二者变化均较小。因此Fe-0.6Mn-1.4Cu-0.3C合金具有较好的综合性能,硬度(HRB)和冲击韧性分别达到57.4和8.80 J/cm2,比Fe-2Cu-0.3C合金分别提高5.3和0.82 J/cm2,材料呈部分韧性断裂 特征。
粉末冶金铁铜碳;低合金钢;锰含量;显微组织;力学性能
粉末冶金低合金钢可满足工程结构零件对硬度、强度与耐磨性能的要求[1]。目前,粉末冶金低合金钢中常见的合金元素有Cu,Ni,Mo等,近年来随着这些合金元素价格上涨[2],粉末冶金低合金钢的成本明显增加,因此,寻找成本低而强化效果优良的新合金元素尤为重要。锰作为钢的重要合金元素,它溶于铁素体所产生的固溶强化效果优于许多合金元素[3],在铸锻件行业中已广泛用于提高强度和改进淬透性,而且锰储量丰富,是最便宜的合金元素之一,能够满足成本低而强化效果优良的要求。然而,由于锰易氧化,锰含量(质量分数)≥0.5%的粉末冶金钢尚未得到广泛应用[2, 4]。研究发现[5−7],在含锰混合料的烧结过程中Mn升华形成Mn蒸气,在铁颗粒表面沉积,通过表面扩散和体积扩散等达到均匀化,这种机制可加快合金化速率。但Mn活性高,在1120 ℃还原氧化锰所需要的露点达到−50 ℃[2],所以,降低原料及烧结气氛中的氧含量,抑制烧结时Mn的氧化,是成功制取含锰低合金烧结钢的关键[8]。将Mn加入到烧结钢粉末原料中的方式有锰粉、预合金粉、扩散预合金粉、中间合金粉等[8]。其中,单质锰粉氧含量较高且易氧化,对烧结气氛要求高。水雾化Fe-Mn预合金粉末的氧含量也很高,例如含Mn水雾化钢粉KIP4100P的成分为Fe-0.7Mn-1.05Cr-0.34Mo-0.006C,氧含量达0.15% (质量分数,下同),需要增加真空还原工序,且预合金粉末硬度高,导致粉末的压缩性能降低[9];扩散预合金粉末兼顾合金元素均匀分布和良好压缩性的优势,胡磊等[10]采用扩散合金化和温压工艺制备的Fe-2Cu-1Mn-0.6C合金,抗拉强度和硬度分别为612 MPa和76 HRB,但扩散合金化需要将粉末加热至合金元素发生明显扩散的温度,在该温度下Mn易发生氧化;中间合金粉氧含量低[8],与其它合金元素形成含锰合金可降低Mn元素的活性,从而抑制锰源粉末在烧结过程中的氧化[2]。本研究以中间合金粉(Fe- 74.8Mn-6.9C)的形式在Fe-2Cu-0.3C合金中添加Mn元素,利用Fe和C降低Mn的活性,提高锰源粉末的抗氧化能力。用Mn部分代替Fe-2Cu-0.3C合金中的Cu制备含锰低合金钢,研究Mn添加量对Fe-Mn-Cu-C合金组织与性能的影响,以期在降低生产成本的同时改善合金的性能。
1 实验
1.1 原料
所采用的原料粉末包括水雾化Fe粉、Fe-74.8Mn- 6.9C中间合金粉、电解Cu粉和胶体石墨粉。其中水雾化Fe粉牌号为LAP100.29H,其化学成分、粒度组成和工艺性能列于表1;Fe-74.8Mn-6.9C合金粉的(v, 0.9)为27.4 μm,氧含量≤0.19%;电解Cu粉的粒径≤37 μm,氧含量≤0.1%;胶体石墨粉的粒径≤2 μm。
1.2 Fe-Cu-Mn-0.3C合金的制备
按Fe-Mn-(2−)Cu-0.3C(=0,0.2,0.4,0.6,0.8,1。质量分数,%)合金的名义成分称量原料粉末,添加0.5%(质量分数)的EBS(乙烯基双硬脂酰胺)作为润滑剂,在行星式球磨机上混料3 h。将混合料在600 MPa压力下压制成形,再将压坯置于氢气气氛烧结炉中,以3 ℃/min的升温速率升至400 ℃,保温脱脂0.5 h,再以10 ℃/min的速率升至1150 ℃,保温1 h,最后推入水冷区冷却30 min,得到一系列不同Mn含量的Fe-Mn-Cu-C合金样品。
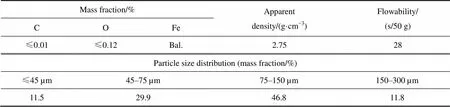
表1 水雾化铁粉的化学成分及特性
按照国家标准GB/T5319—2002制备扁条状抗弯强度测试样品,样品尺寸为32 mm×12 mm×6 mm,加载速率为0.1 mm/s;按GB/T9096—2002标准制备带U型缺口的长条状冲击韧性测试样品,样品尺寸为55 mm×10 mm×10 mm,U形缺口深度为1 mm;硬度试样为直径13 mm、高度10 mm的小圆柱体。
1.3 性能检测
采用排水法测试Fe-Mn-(2−)Cu-0.3C压坯和烧结样品的密度。在Instron3369型电子万能材料试验机上测试合金的抗弯强度。利用JB3/6型材料试验机测试合金的冲击韧性。用JSM−6360LV型扫描电镜观察合金的显微组织与弯曲断口形貌。采用德国LEICA公司的6532-01金相显微镜观察合金的显微组织,制备金相试样用的腐蚀剂为含4%硝酸的硝酸−乙醇溶液。在HR-150型洛氏硬度仪上测定合金的表观硬度。用千分尺测量圆柱形压坯烧结前后的尺寸,并用电子称称量其烧结前后的质量,计算烧结过程中的轴向尺寸变化率(径向尺寸没有明显变化)与质量损失。
2 结果与分析
2.1 密度
图1所示为Fe-Mn-(2−)Cu-0.3C压坯密度和烧结密度随锰含量的变化。从图中可看出,所有压坯的密度均在7.21 g/cm3以上,随Mn含量增加,压坯密度先升高再缓慢降低,Mn添加量为0.4%时压坯密度达到最大值7.24 g/cm3。造成压坯密度变化的原因是经过球磨后Fe-74.8Mn-6.9C中间合金粉中粒度较小的颗粒较多,一方面,细颗粒在压制过程中更易于分散在铁颗粒之间的孔隙中,有利于提高生坯密度;另一方面,细颗粒的表面积大,会增大压制时颗粒间的阻力,因此随细粉含量增加,压制时粉末移动变得困难,导致压坯密度降低。在这两方面原因综合作用下,压坯密度随Mn含量增加而先升高后降低。烧结密度随Mn含量的变化趋势与生坯密度的变化趋势相似,在Mn含量为0.4%时烧结密度达到最大值7.17 g/cm3。

图1 Mn元素含量对压坯密度与烧结密度的影响
表2所列为圆柱形压坯烧结后的轴向尺寸变化率与质量损失。从表中可看出,合金中Mn含量的变化对烧结过程中的质量损失没有明显影响,表明Mn升华成为蒸气的量较小,因此对基体的质量影响不大。试样沿轴向发生膨胀,随合金中Mn含量增加,轴向变化率逐渐增加。不含Mn时,轴向尺寸变化率为0.16%;Mn添加量为1.0%时,轴向尺寸变化率达到0.62%,为不含Mn时的3.9倍。这可能是因为烧结时Mn升华导致材料内部孔隙度变大造成的,同时还受到Cu和Mn固溶导致体积膨胀以及脱脂导致体积变化的影响。
从图1可看出,烧结坯密度低于压坯密度,且二者的差值随Mn含量增加而变大,这说明随Mn含量增加,烧结后材料的密度降低幅度增大。烧结密度受烧结过程中基体应力释放、Cu和Mn固溶导致体积膨胀以及脱脂导致质量损失和体积变化的影响。由表2可知,质量普遍减小,但随Mn含量增加,烧结后质量减小的量相近,因此,烧结密度与压坯密度之间的差值主要由Mn升华为蒸气而形成的孔隙体积变大所决定的[9]。根据ŠALAK的观点[5−7],当烧结温度高于700 ℃时,Mn开始明显升华,在1100 ℃升华极为明显。Mn蒸气进入压坯孔隙形成高的分压将孔隙撑大,从而在合金中留下较多形状不规则的孔隙。

表2 圆柱形压坯烧结后的轴向尺寸变化率与质量损失
2.2 组织与形貌
2.2.1 孔隙形貌
图2所示为Fe-Mn-(2−)Cu-0.3C合金的孔隙分布。由图可看出,随Mn含量增加,合金表面孔隙的数量增多,尺寸变大,形状变得不规则,导致合金密度下降。由图2还可看出Fe-0.6Mn-1.4Cu-0.3C合金表面的细小孔隙呈现出沿晶界排布的趋势,且开始出现细长形孔隙,Fe-1Mn-1Cu-0.3C合金的孔隙沿晶界排布的趋势更加明显,材料表面细长形孔隙的数量更多。
2.2.2 金相组织
图3所示为Fe-Mn-(2−)Cu-0.3C合金的金相组织。由图可见,不含Mn的合金由铁素体与少量珠光体组成,铁素体晶粒较小,分布较均匀,珠光体主要在铁素体晶粒缝隙均匀分布。铁素体分布均匀、晶粒细小是因为烧结时合金中的Cu形成的液相对铁颗粒具有良好的润湿性,液相铜在铁颗粒表面铺展,将铁颗粒包覆,阻碍铁素体晶粒长大[11−12];含0.2%Mn的合金的金相组织与Fe-2Cu-0.3C相似,但由于Cu含量减少,铁素体晶粒变大,珠光体有沿铁素体边缘聚集的迹象;随Mn含量增加,铁素体晶粒进一步变粗,珠光体逐渐集中在铁素体晶粒边沿。
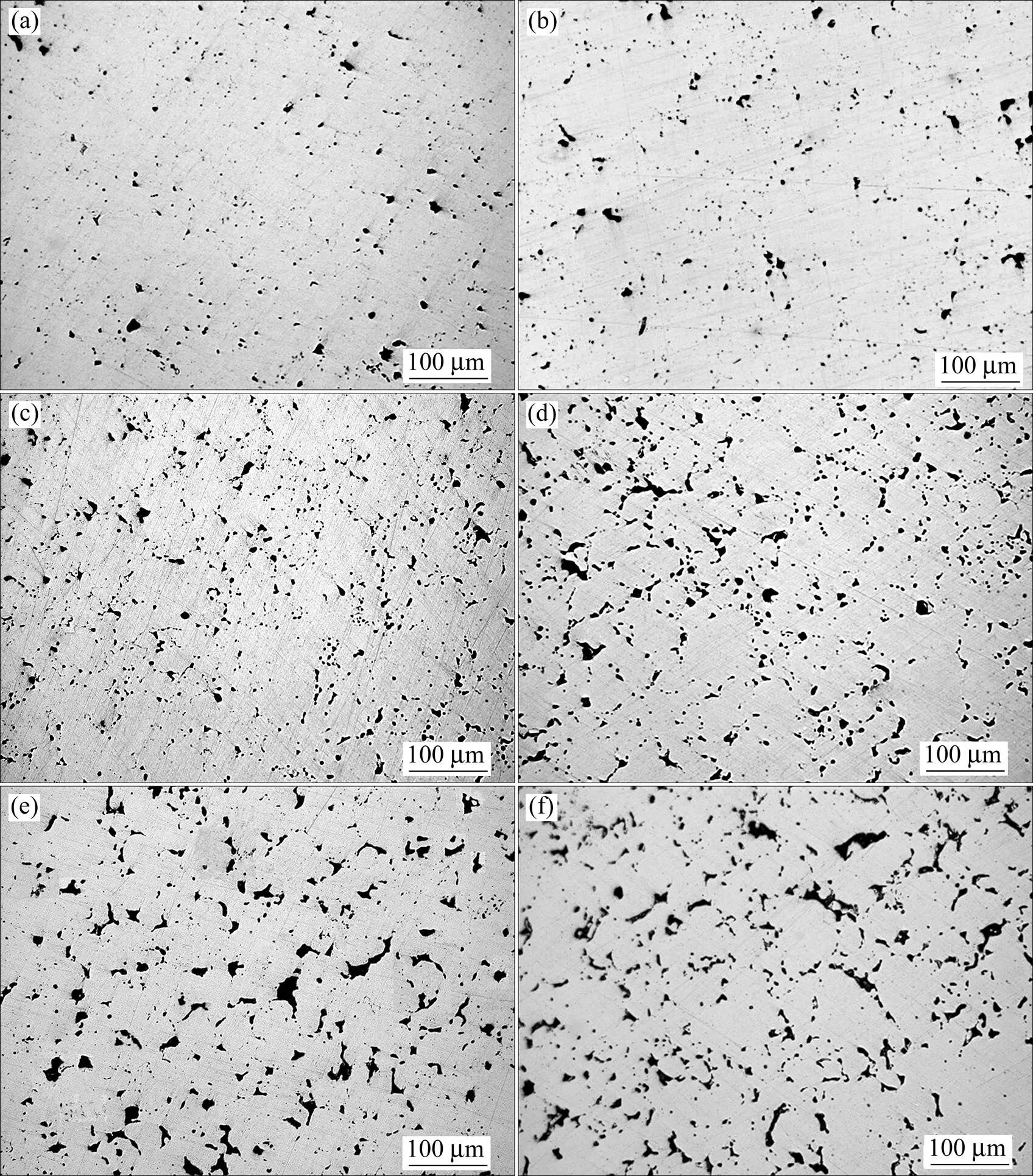
图2 Fe-(2−x)Cu-xMn-0.3C低合金钢的显微组织
2.3 力学性能
2.3.1 硬度
图4所示为Mn含量对Fe-Mn-(2−)Cu-0.3C合金硬度(HRB)的影响。由图可知,随Mn含量增加,合金的硬度先升高后降低,当Mn含量为0.6%时,硬度(HRB)达到最大值57.4。Fe-Mn-(2−)Cu-0.3C合金的硬度受多个因素的综合影响[10, 13]。随Mn含量增加,合金密度先增加后降低,而密度增加有利于提高合金的硬度;孔隙的分布对材料硬度有影响,由图2可知,随Mn含量增加,合金中孔隙数量增多,孔隙尺寸变大,Fe-0.6Mn-1.4Cu-0.3C合金表面的细小孔隙呈现出沿晶界排布的趋势,且开始出现细长形孔隙,随Mn含量进一步增加,孔隙沿晶界排布的趋势更加明显,细长形孔隙数量更多,导致材料硬度下降;由图3可知,随Mn含量增加,铁素体晶粒变大,珠光体有沿晶界分布的趋势。铁素体是软韧相,使材料硬度降低,而珠光体是强硬相,使材料硬度升高;材料中Cu和Mn的固溶强化也有利于提高材料的硬度。表3所列为Fe- 1Mn-1Cu-0.3C合金弯曲断口的能谱分析结果,从表中可看出材料内部形成了一定的氧化物,也对材料的硬度产生不利影响。

图3 Fe-(2−x)Cu-xMn-0.3C低合金钢的金相组织
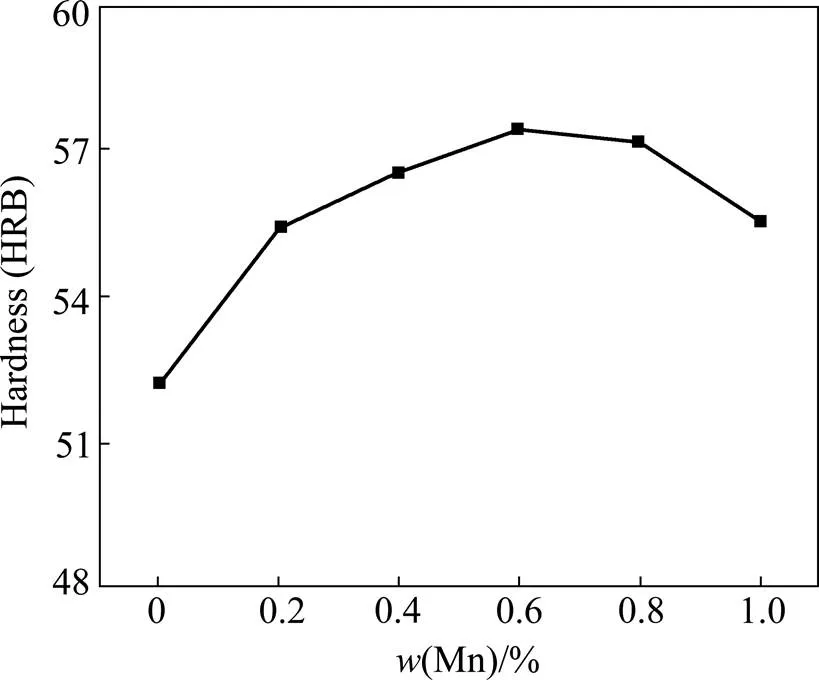
图4 Mn含量对Fe-xMn-(2−x)Cu-0.3C低合金钢硬度的影响

表3 Fe-1Mn-1Cu-0.3C低合金钢弯曲断口的能谱分析结果
2.3.2 抗弯强度与冲击韧性
图5所示为Mn含量对Fe-Mn-(2−)Cu-0.3C低合金钢抗弯强度和冲击韧性的影响。从图中看出,不含Mn的合金抗弯强度为879.28 MPa,随Mn含量增加,合金的抗弯强度逐渐下降,Mn含量大于0.4%时下降幅度变小。由图1和2可知,随Mn含量增加,合金的孔隙率增加,密度总体呈降低趋势,导致材料抗弯强度降低。材料成分扩散不充分也造成材料性能降低,研究表明[14],Mn元素的扩散需要较高的均热温度和较长的均热时间,因此Mn在材料中很难达到均匀化,从表3看出,沿晶断口处Mn含量为1.58%,表明含Mn颗粒未来得及充分扩散合金化。当在合金试样上施加载荷时,在含Mn颗粒尖角处先形成微裂纹,并由此发生断裂。另外,Mn极易氧化,在材料内部形成氧化物网络,对材料的抗弯强度产生不利影响[10]。

图5 Mn含量对Fe-xMn-(2−x)Cu-0.3C合金抗弯强度与冲击韧性的影响
从图5看出,随Mn含量增加,材料的冲击韧性增大,当Mn含量为1%时材料的冲击韧性达到8.87 J/cm2。
2.4 弯曲断口形貌
图6所示为合金的弯曲断口形貌。由图6(a)可见不含Mn的Fe-2Cu-0.3C合金的断口主要由沿晶断裂断口(图中的A区域)、少量穿晶断裂形成的韧窝(C区域)及少量孔隙(B区域)组成,韧窝数量少、深度较浅、尺寸较小,材料表现为部分韧性断裂特征,同时孔隙以近球形为主,大小均匀,为瞬时液相烧结所形成的孔隙特征。图6(b)所示为Fe-1Cu-1Mn-0.3C合金的断口形貌,也由沿晶断裂断口(A区域)、韧窝(B区域)和孔隙(C区域)组成,材料的断裂类型依旧是韧性断裂,但与图6(a)相比,韧窝的数量增多、尺寸较大,韧窝深度也更深。此外,从图6(b)看出Fe-1Cu-1Mn- 0.3C合金的孔隙较大(C区域),与图2所示孔隙结构的变化一致,可能是因为烧结时Mn蒸气的存在导致孔隙度增加。
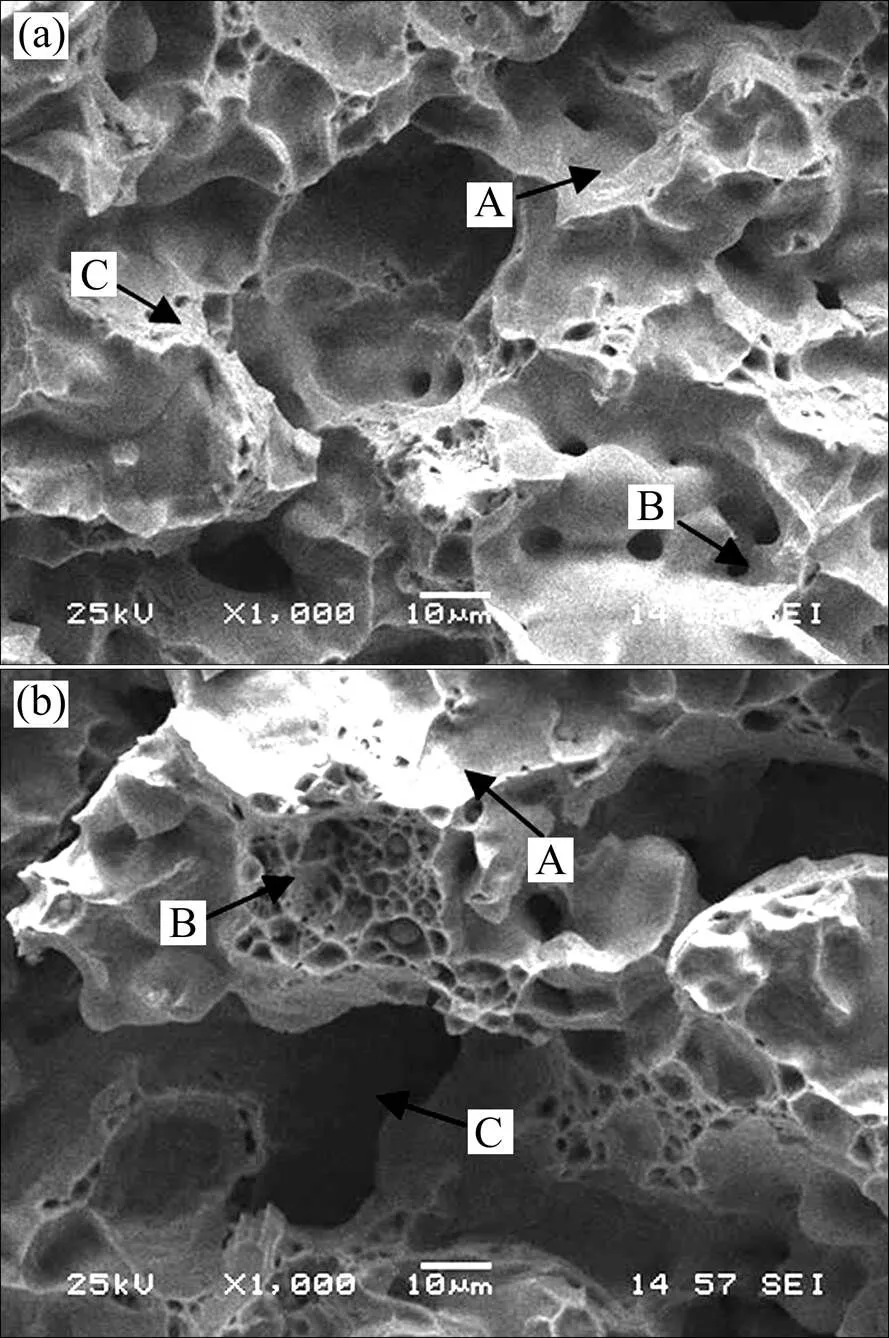
图6 Fe-(2−x)Cu-xMn-0.3C合金的弯曲断口SEM形貌
3 结论
1) 以Fe-74.8Mn-6.9C中间合金粉的形式在Fe- 2Cu-0.3C合金中添加Mn元素,制备含锰低合金钢。合金组织由铁素体和珠光体构成,随Mn含量增加,孔隙数量增多,孔隙尺寸变大。
2) 加入含Mn中间合金粉对混合原料粉末的压制性能没有明显影响。随Mn含量增加,合金密度先增加后降低,Mn含量为0.4%时合金密度最大,为7.24 g/cm3。
3) 随Mn含量增加,合金的硬度先升高后降低,Mn含量为0.6%时硬度最大;抗弯强度下降,冲击韧性升高,Mn含量超过0.4%时二者变化均较小。因此Fe- 1.4Cu-0.6Mn-0.3C合金具有较好的综合性能,硬度(HRB)和冲击韧性分别达到57.4和8.80 J/cm2,比Fe-2Cu-0.3C合金分别提高5.3和0.89 J/cm2。
4) 材料呈部分韧性断裂特征,随Mn含量增加,弯曲断口中韧窝数量增多,并且尺寸和深度都变大。
[1] 党文龙, 刘祥庆, 汪礼敏, 等. 碳含量对Fe-Cu-C扩散预合金粉末烧结性能的影响[J]. 粉末冶金技术, 2013, 32(2): 83−88. DANG Wenlong, LIU Xiangqing, WANG Limin, et al. Influence of carbon content on the properties of diffusion alloyed Fe-Cu-C sintered materials[J]. Powder Metallurgy Technology, 2013, 32(2): 83−88.
[2] BRUCE L. Mn-containing steels for high performance PM application[J]. Powder Metallurgy Industry, 2011, 21(6): 16−25.
[3] 罗述东, 李祖德, 赵慕岳, 等. 锰在粉末冶金材料中的应用[J]. 粉末冶金材料科学与工程, 2007, 12(6): 321−329. LUO Shudong, LI Zude, ZHAO Muyue, et al. Applications of manganese in powder metallurgy materials[J]. Materials Science and Engineering of Powder Metallurgy, 2007, 12(6): 321−329.
[4] BRUCE, BRIAN J. 粉末冶金锰钢研究新进展[J]. 粉末冶金技术, 2012, 30(1): 63−73. BRUCE, BRIAN J. PM steels that contain manganese[J]. Powder Metallurgy Technology, 2012, 30(1): 63−73.
[5] ŠALAK A. Manganese sublimation and carbon ferromanganese liquid phase formation during sintering of premixed manganese steels[J]. The International Journal of Powder Metallurgy and Powder Technology, 1980, 16(4): 369−397.
[6] ŠALAK A. Sintered manganese steels (Part II): Manganese evaporation during sintering[J]. Powder Metallurgy International, 1980, 12(2): 72−75.
[7] ŠALAK A. Manganese vapor-protection of premixed manganese steels against oxidation during sintering[J]. Powder Metallurgy International, 1986, 18(4): 267−270.
[8] 李祖德, 赵慕岳, 罗述东, 等. 含锰高强度低合金烧结钢(II)一锰的加入方式和烧结过程特征[J]. 粉末冶金材料科学与工程, 2008, 13(3): 125−131. LI Zude, ZHAO Muyue, LUO Shudong, et al. High strength low-alloy sintered steel containing manganese(II)-Adding strategies and characteristics of sintering process[J]. Materials Science and Engineering of Powder Metallurgy, 2008, 13(3): 125−131.
[9] KAWASAKI. Introduces new iron and steel powders[J]. Metal Powder Report, 1986, 41(6): 473−474.
[10] 胡磊, 肖志瑜, 付文超, 等. Mn添加量对Fe-Cu-Mn-C系烧结合金组织和性能的影响[J]. 粉末冶金材料科学与工程, 2013, 18(6): 821−826. HU Lei, XIAO Zhiyu, FU Wenchao, et al. Effect of manganese content on microstructure and properties of Fe-Cu-Mn-C sintering alloy[J]. Materials Science and Engineering of Powder Metallurgy, 2013, 18(6): 821−826.
[11] GERMAN R M. Kinetics of liquid phase sintering[J]. Metal Sci Eng A, 1988, 105/106(88): 215−220.
[12] 徐建. 液相烧结和渗铜烧结铁基粉末冶金的组织和性能[D]. 吉林: 吉林大学, 2008: 19−26. XU Jian. The microstructure and properties of Fe-based powder alloy by liquid-phase sintering and copper-infiltration sintering[D]. Jilin: Jilin University, 2008: 19−26.
[13] 刘多俊. Fe-Cu-C烧结制品的工艺试验[J]. 粉末冶金工业, 2005, 15(3): 27−31. LIU Duojun. Technological study of Fe-Cu-C sintered products[J]. Powder Metallurgy Industry, 2005, 15(3): 27−31.
[14] 张延玲, 刘海英, 阮小江, 等. 中低碳齿轮钢中合金元素的偏析行为及其对带状组织的影响[J]. 北京科技大学学报, 2009, 31(S1): 199−206. ZHANG Yanling, LIU Haiying, RUAN Xiaojiang, et al. Microsegregation behaviors of alloy elements and their effects on the formation of banded structure in pinion steels[J]. Journal of University of Science and Technology Beijing, 2009, 31(S1): 199−206.
(编辑 汤金芝)
Effect of Mn content on the microstructure and mechanical properties of Fe-Cu -C sintered low-alloy steels
ZENG Haizu, LI Zhiyou, ZHANG Lei, TENG Hao, ZHOU Kechao
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Powder metallurgical Fe-Mn-(2−)Cu-0.3C(=0, 0.2, 0.4, 0.6, 0.8, 1. Mass fraction, %) low-alloy steels were prepared by copper powder, graphite powder and Fe powder. Mn element in the form of Fe-74.8Mn-6.9C master alloy powder was added into the iron-based alloy. The effects of Mn content in Fe-2Cu-0.3C alloy on the microstructure and mechanical properties of iron-based alloy were investigated. The results show that the microstructure of sintered alloys is mainly composed of pearlite and ferrite. The addition of Mn has no significant effect on the compactivity of the mixed alloy powder. With increasing the Mn content, the size and quantity of pores in the alloy increase, the density and the hardness of the alloy firstly increase, and then decrease. The density reaches a maximum value of 7.24 g/cm3with the Mn content of 0.4%, and the hardness reaches a maximum value when the Mn content is 0.6%. The bending strength decreases and the impact toughness increases, but both of them tend to be steady when the Mn content is more than 0.4%.The Fe-0.6Mn -1.4Cu-0.3C alloy has a good comprehensive mechanical property with hardness (HRB) of 57.4 and impact toughness of 8.80 J/cm2, which are increased by 5.3 and 0.82 J/cm2, respectively, compared to Fe-2Cu-0.3C. The material partially presents a ductile fracture feature.
powder metallurgy Fe-Cu-C; low-alloy steels; Mn content; microstructure; mechanical property
TF124
A
1673−0224(2016)04−658−07
国家高技术研究发展计划资助项目(2013AA031102)
2015−04−15;
2015−12−23
李志友,教授,博士。电话:0731-88836264;E-mail: zhoukc2@mail.csu.edu.cn