密集型母线铜排冷压接分支技术研究
2016-03-08李飞
李 飞
(镇江西门子母线有限公司,江苏 镇江 212200)
密集型母线铜排冷压接分支技术研究
李 飞
(镇江西门子母线有限公司,江苏 镇江 212200)
利用铜排硬化工艺,加工硬度高于普通T2铜的专用桩头,用压机将桩头与铜排本体压接为一体,实现导体分接的功能。镇江西门子母线有限公司和中科院沈阳金属所合作研究硬化桩头在导电能力、机械强度等方面与焊接工艺的差异,为进一步应用于母线工业生产打下了基础。
高硬度;冷压接;红外成像;载荷位移
传统的密集型母线分接单元的连接技术一般包括焊接桩头插接和本体拍弯直接插接。采用焊接桩头插接技术,耗能较高,对操作者技能要求高,容易出现焊接缺陷,如漏焊、气孔等;而采用本体拍弯直接插接技术,使得在插口处母线由密集型变成了空气绝缘型结构,导致了母线阻抗增大。
本文采用冷压接工艺,通过增大分支铜母排的硬度,将分支母排用压机压入母排本体,实现分接的功能[1]。采用该工艺方法具有如下优点:1)不用额外焊剂,无污染,压接过程中压力是唯一的外加能量,不需加热、填料,不会引入其他杂质[2];2)通过特殊设计的结构,结合面呈现复杂的峰谷和犬牙交错的空间形态,接触面大,所以接头的导电性优良;3)使用设备简单,节省能源,易于操作和自动化,压接质量稳定,生产率高,成本低;4)铜排组织部不会由于焊接产生的大量热量发生再结晶和软化、退火现象,力学性能不会降低。
1 铜排压接结构设计
铜排压接示意图如图1所示。铜排分支和铜排本体之间采用过盈配合,铜排分支采用了特殊的轧制工艺,硬度较普通铜排高40%~60%,能够很好地保证分支端部锯齿压入母排本体,增加了有效结合面积。

图1 铜排压接示意图
为对比研究焊接与插接铜排分支引入的杂质元素对其导电性的影响,对压接插件、焊接插件及焊接接口分别做成分分析[3]。结果表明,铜排及压接与焊接铜排分支纯度分别为99.96%、99.97%和99.95%。对其进行杂质含量分析,发现对电阻影响较大的元素磷、砷和铁等元素含量差别不大,但锡含量差别较大,分别为0.01%、0.02%和0.04%。可见样品纯度差别不大,但焊接后其纯度略有下降,特别是锡含量明显增加。
2 温升研究
在母线运行过程中,应重点监控温升,为此笔者进行了焊接分支和压接分支的对比温升试验。
为了更好地对比各个部位的温升情况,使用热成像仪(FLUKE Ti400)记录了铜分支整体温度分布(见图2和图3)。

图2 压接分支红外成像 图3 焊接分支红外成像
通过观察发现,压接铜排分支沿接触面有明显的局部温升,焊接铜排分支在中间焊点间的缝隙处有明显的沿接触面局部温升,但压接铜排分支的接触面局部温升略高。
3 三点弯曲试验
根据三点弯曲试验得到的载荷变形曲线如图4所示。由图4可知,压接件结合力小于焊接件,约为焊接铜排分支的55%;当载荷>1.1 kN时,压接铜排分支开始塑性变形。压接与焊接铜排分支的力学性能见表1。

图4 压接与焊接铜排分支三点弯曲试验载荷位移曲线
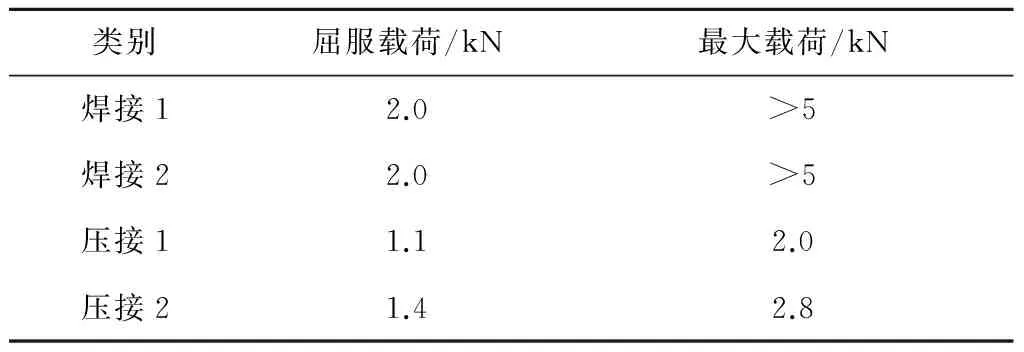
类别屈服载荷/kN最大载荷/kN焊接12.0>5焊接22.0>5压接11.12.0压接21.42.8
4 铜排分支压接与焊接的接触面评估
选择2个压接件(1#和2#)和1个焊接件进行研究。从样品表面下1 mm处截取样品后进行平面SEM观察,以分析接触点内部接触情况。1#压接铜排分支接触点SEM形貌如图5a所示,观察发现,在接触点内部触头压入铜排,并与铜排严密接触;焊接铜排分支焊接点的SEM形貌如图5b所示,观察发现,焊接后插件与铜排融合。

图5 接触点内部SEM形貌图
为了获得样品表面内部的详细接触点形貌特征,对压接及焊接的铜排分支分别在上、下表面及距离上、下表面1 mm深处进行SEM观察。
焊接铜排分支的SEM观察(见图6)表明,焊接后接触面主要集中在左、右2个焊接点,并且接触面宽度各点差别较大(2.5~10 mm),明显呈焊接面端宽、另一面窄的分布,平均每层接触面2个焊点接触长度约为16.9 mm。

图6 焊接铜排分支接触面不同深度的SEM观察
1#和2#压接铜排分支接触面的4个观察面的SEM特征[4]分别如图7和图8所示。由图7可知,8个主要接触点都接触良好,每个接触点宽度为1.3~2.3 mm,平均宽度约为1.38 mm,有一个接触点在内部有裂缝,这有可能是冲压过程中,制备的接触齿不完整造成的,其他接触点均接触良好,基本沿厚度方向贯通。由图8可知,8个主要接触点都接触良好,个别接触点附近有裂缝,每个接触点宽度为1.0~1.6 mm,平均宽度约为1.2 mm,平均每层8个接触点总长度约为11.1 mm。观察发现,1#及2#样品压接后的接触面没有明显的区别。

图7 1#压接铜排分支接触面不同深度的SEM观察

图8 2#压接铜排分支接触面不同深度的SEM观察
5 讨论与分析
通过上述试验研究,对比2种样品可知:1)压接接触点贯穿良好(见图9a),但个别接触点有裂缝,统计表明,压接后接触面总长约为11.1 mm;2)压接铜排分支长50 mm,接触面长占22.2%,而焊接后焊点呈焊接面宽、另一端窄的形状(见图9b),统计表明,焊接后接触面长约16.9 mm,焊接铜排分支长60 mm,接触面长约占27.5%,焊接后接触面较宽,但差别不大,压接件接触电阻大于焊接件;3)在温升试验中观察到,压接件接触面有明显局部较高温升[5]。

图9 压接与焊接接触面形状示意图
考虑杂质元素对导电性的影响,根据成分分析结果可知,锡元素的含量差别最大,在含量较小时,锡元素含量对铜电学性能的影响基本呈线性规律,纯铜电阻率为1.68 μΩ·cm。根据Smithells Metals Reference Book,Cu-5%Sn的电阻率为9.5 μΩ·cm,估算焊接件比压接件电阻率高0.03%。焊口附近的整体电阻率上升导致焊接后电阻略高于压接件;因此,在温升试验中可以观察到,焊口附近区域的整体温升普遍略高(见图3)。
6 结语
通过上述研究,得出结论如下。
1)压接铜排分支与焊接铜排分支杂质含量略有不同,锡含量差别较大(估算焊接件比压接件电阻率高0.03%),导致温升试验中焊口附近的温升普遍略高。
2)力学性能测试表明,压接件结合力小于焊接件,约为焊接铜排分支的55%;当载荷>1.1 kN时,压接铜排分支开始塑性变形。
3)铜排分支压接的接触点接触良好,接触面长度约为插件长度的22.2%,铜排分支硬度对接触面影响不明显。焊接后,接触面长度约为插件长度的27.5%,焊接后接触面略宽,二者差别不大;压接件的接触面电阻高于焊接件接触电阻,导致压接件接触面在温升试验中沿接触面局部出现较高温升。
[1] 亢世江,吕玉坤,陆军芳. 金属冷压焊结合机理的试验研究[J]. 机械工程学报,1999(2):36-39.
[2] 白海明,亢世江,王海龙,等.冷压焊接头形式及其连接性能研究[C]∥创新装备技术给力地方经济——第三届全国地方机械工程学会学术年会暨海峡两岸机械科技论坛论文集. 三亚:海南省机械工程学会,2013.
[3] 郝长岭,亢世江,陈学广.不断发展的固态焊接技术[J]. 焊接技术,2002(10):18-20.
[4] 李云涛,杜则裕,马成勇.金属冷压焊界面结合机理探讨[J]. 天津大学学报,2002(7):516-520.
[5] Pan Q S, Lu Q H, Lu L. Fatigue behavior of columnar-grained Cu with preferentially oriented nanoscale twins[J]. Acta Materialia, 2013(61):1383-1393.
责任编辑 郑练
Research of Copper Branch Cold Pressure Welding on Sandwich Busbar
LI Fei
(Zhenjiang Siemens Busbar Trunking Systems Co., Ltd., Zhenjiang 212200, China)
Use press machine to press the copper branch which is made with the new hardening process and harder than normal T2 into the copper bar to accomplish the tap-off function. We do the research on the difference such as conductive ability, mechanical strength between normal welding and cold pressure welding under the cooperation with the Chinese Academy of Sciences (Shenyang Metal Institute) to lay the foundation for further application in busbar industrial production.
high hardness, cold reassures welding, infrared imaging, load displacement
TG 376.3
A
李飞(1981-),男,大学本科,主要从事机械、自动化等方面的研究。
2016-07-26