激光功率对熔覆层性能的影响
2016-03-08何建群杜学芸宋其伟
何建群,杜学芸,宋其伟
(山东能源重装集团大族再制造有限公司,山东 新泰 271222)
激光功率对熔覆层性能的影响
何建群,杜学芸,宋其伟
(山东能源重装集团大族再制造有限公司,山东 新泰 271222)
8 000 W大功率半导体激光器得到了工业化应用,熔覆加工效率得到显著提升。为了明确激光熔覆效率提升后的熔覆效果,采用8 000 W及3 000 W半导体激光器,通过粉末预置法在27SiMn钢材质上进行了4种激光熔覆工艺试验。取样检测并分析了不同功率密度下激光熔覆样品的性能。结果表明,工艺参数选择不当可使界面结合不良,同时影响试样耐腐蚀性能;熔覆功率越高,熔覆试样硬度越高;熔池吸收的有效功率密度越大,作用时间越长,则热影响区组织越粗大。
激光熔覆;功率密度;熔覆层性能
激光熔覆是通过在基体材料表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法[1],在基材表面形成与其为冶金结合的熔覆层。激光熔覆层具有优异的耐磨、耐蚀、抗高温氧化和抗疲劳等综合性能,成为激光表面改性技术研究和发展的热点,并且得到越来越多的工业应用[2-3]。近年来,激光熔覆技术在各行各业得到了广泛推广应用[4-6]。矿山机械等设备的零部件服役条件恶劣,除了需要具备一定的耐磨性能以外,暴露在腐蚀性环境的结构件还需要耐蚀、耐磨高性能涂层以延长其服役寿命。激光熔覆技术显示出了巨大的技术优势。高功率激光器熔覆效率高,具备良好的挖掘潜力,但需要保障提升效率后的工艺稳定性。
鉴于8 000 W半导体激光器工业化应用需要,本文采用8 000及3 000 W半导体激光器及预置送粉法,在液压支架不锈钢中缸(母材为27SiMn钢)表面分别进行激光多道搭接工艺试验,熔覆铁基合金粉末制备涂层,通过盐雾试验、微观硬度及金相检测,对比分析研究激光熔覆功率密度对激光熔覆层性能的影响。
1 试验材料及方法
1.1 试验材料
试验用基材为液压支架立柱中缸,材质为27SiMn,其化学成分见表1。熔覆粉末为专门研制的立柱缸体用铁基合金粉末,粒度为100~270目,主要化学成分见表2。

表1 27SiMn的化学成分(质量分数) (%)

表2 合金粉末的主要化学成分(质量分数) (%)
1.2 试验方法
试验用激光器为半导体激光器,多道搭接熔覆,送粉器为自主研发的组合式重力送粉装置。用4种工艺条件进行熔覆:1)功率8 000 W,光斑24 mm×3 mm,功率密度111 W/mm2;2)功率6 000 W,光斑12 mm×3 mm,功率密度166 W/mm2;3)功率8 000 W,光斑12 mm×3 mm,功率密度222 W/mm2;4)功率3 000 W,光斑12 mm×2 mm,功率密度125 W/mm2。激光熔覆搭接率为30%,激光扫描速率为8 mm/s,离焦量为300 mm,熔覆后的中缸表面车削、抛磨至熔覆层,最终留有效厚度为0.6 mm,表面粗糙度为Ra0.3 μm。
线切割取10 mm×10 mm×10 mm尺寸试样,经砂纸打磨并抛光后,使用HVS—1000A数显显微硬度计进行硬度梯度检测;用4%硝酸酒精溶液腐蚀制成金相试样,在Axio Lab.A 1金相显微镜下观察熔覆层的显微组织及结构。切取40 mm×60 mm试样进行中性盐雾试验,试验温度为(35±2)℃,盐雾沉降率为2 mL/(80 cm2·h),周期为96 h。
2 结果及讨论
2.1 熔覆层宏观检测
2.1.1 缺陷无损检测
4种工艺条件下的熔覆层外观如图1所示,图1中1、2、3、4分别对应1#、2#、3#、4#试样。从图1可以看出,熔覆层外观均平整,肉眼均无法观察到裂纹、砂眼等明显缺陷。

图1 不同工艺条件下熔覆层外观
熔覆层车磨后进行PT探伤,结果如图2所示。由图2可知,4种工艺条件下均未产生宏观缺陷。

图2 PT探伤结果
2.1.2 耐蚀性能检测
进行中性盐雾试验96 h(5%±0.5%NaCl溶液),1#、2#、3#、4#腐蚀试样如图3所示。从图3中可以看出,同样腐蚀条件下,1#、4#试样未出现腐蚀;2#试样出现锈蚀;3#试样腐蚀最严重。
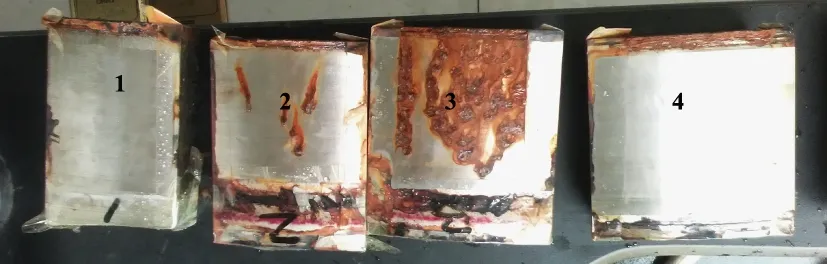
图3 4种工艺条件下加工试样盐雾试验结果
2.2 微观性能检测
2.2.1 硬度梯度
经砂纸打磨并抛光后对试样剖面进行硬度检测,间隔0.25 mm取检测点(见图4)。可见8 000和6 000 W熔覆试样硬度均较3 000 W试样(4#)高,且在熔覆层厚度相同的前提下,高功率熔覆试样(1#、3#)热影响区范围显著增大。熔覆层至基体的硬度曲线走势平稳度优劣排序为:4#、1#、2#、3#。
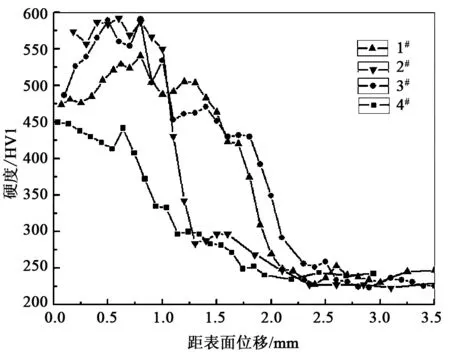
图4 试样剖面硬度检测
2.2.2 金相检测
各试样界面处情况如图5所示。从图5中可以看出,1#和4#试样结合面清晰,形成了良好的冶金结合,金相组织为均匀枝晶,呈网状;2#试样结合界面未见清晰的冶金结合带,整体组织均匀;3#试样结合界面组织得到生长,与熔覆层延续,无清晰的冶金结合带。

图5 试样结合界面金相图
母材热影响区情况如图6所示。从图6中可以看出,4#试样呈现的是均匀的马氏体组织,未现晶界,1#、2#、3#试样的马氏体组织均较4#试样粗大,其中3#试样显现了清晰的晶界。

图6 热影响区组织
2.3 结果分析
4#试样平均硬度为430 HV1,结合界面清晰,未出现腐蚀现象,为正常工艺熔覆标准;与4#试样对比,1#试样平均硬度为498 HV1,结合界面清晰,硬度梯度在过渡区较平缓,枝晶组织较均匀,未出现锈蚀;2#试样平均硬度为540 HV1,硬度梯度过渡区较4#试样范围有所增大,无明显冶金结合带,出现明显锈蚀;3#试样平均硬度为496 HV1,硬度曲线显示的过渡区大小及趋势与1#试样类同,结合界面组织与熔覆层延续生长,出现严重锈蚀。可见,1#试样工艺为可用工艺,2#、3#试样工艺均不符合使用要求。
较4#试样而言,1#、2#和3#试样熔覆过程中功率密度高,一些硬质相得到更充分的生成时间,所以有更高的硬度表征。其中,1#和3#试样的过渡区范围大,这可能是因为二者熔池接收的有效能量大,且作用时间长[7]。2#、3#试样因为熔覆功率密度高,导致稀释率过高,未能形成良好的冶金结合界面,熔池存在瞬间结合界面处的组织得以快速长大,甚至与熔覆层组织延续生长,此外,由于2#、3#试样的有效热量作用时间长,铬元素等更多地生成硬质相析出,造成局部贫铬区,该区域不能抵抗Cl-腐蚀,加上Cl-腐蚀特性[8],极易因局部腐蚀逐步扩展成大面积腐蚀。因此腐蚀现象以2#、3#试样更为严重。
3 结语
通过上述研究,得出结论如下。
1)1#试样工艺为可用工艺,2#、3#试样工艺均不符合使用要求。
2)工艺参数选择不当使冶金结合不良,同时影响试样耐腐蚀性能。本试验中耐蚀性能优劣顺序为:4#、1#、2#、3#。
3)熔覆功率越高,熔覆试样硬度越高;熔池吸收的有效功率密度越大,作用时间越长,则热影响区组织越粗大。
[1] 赵高敏,王昆林,刘家浚. La2O3对激光熔覆铁基合金层硬度及其分布的影响[J]. 金属学报, 2004,40(10):1115-1120.
[2] 刘录录,孙荣禄. 激光熔覆技术及工业应用研究进展[J]. 热加工工艺, 2007,36(11):58-60.
[3] 孙荣禄,牛伟,王成扬. 钛合金表面激光熔覆TiN-Ni基合金复合涂层的组织和磨损性能[J].稀有金属材料与工程, 2007,36(1):7-10.
[4] 张红英,张鸿冰,胡静霞. 40Cr钢的形变热处理组织[J]. 热加工工艺, 2006, 35(12):23-24.
[5] 张永忠,席明哲,石力开.激光熔覆沉积制备多层316 L不锈钢2Stellite31合金梯度功能材料[J]. 金属热处理, 2007,32(9):45-47.
[6] 袁晓敏,龚佑品,何宜柱. TiB2对Ni基合金激光熔覆层组织与性能的影响[J].焊接学报, 2007,28(5):41-42.
[7] 牛犇,卢继平,唐其超. 激光熔覆获得稳定熔池的工艺优化[J]. 新技术新工艺, 2015(1):65-69.
[8] 杜学芸.液压支架立柱的化学镀Ni-P基防护体系研究[D].阜新:辽宁工程技术大学,2011.
责任编辑 郑练
Effect of Laser Power on the Property of the Cladding Layer
HE Jianqun, DU Xueyun, SONG Qiwei
(Shandong Energy Heavy Equipment Group Dazu Remanufacturing Co., Ltd., Xintai 271222, China)
The 8 000 W high power semiconductor laser is applied, and the efficiency of cladding has been greatly improved. In order to make sure the effect of laser cladding efficiency, four kinds of laser cladding process experiments are carried out on 27SiMn steel by 8 000 W and 3 000 W semiconductor laser. And the property of laser clad samples is tested and analyzed under different power densities. The results show that, improper process parameters can make the interface poor, and at the same time affect the corrosion resistance of the sample. The higher the cladding power, the higher the hardness of cladding layer. The greater the effective power density and acting time, the bulkier the structure of the heat affected zone.
laser cladding, power density, property of the cladding layer

TG 15
A
何建群(1986-),男,工程师,硕士,主要从事激光熔覆工艺开发及应用等方面的研究。
2016-08-30
