沉淀硬化不锈钢用于一体化贮箱工艺技术研究
2016-03-08孙龙飞钱喜乐
孙龙飞,钱喜乐,刘 琳
(西安航天发动机厂,陕西西安710100)
沉淀硬化不锈钢用于一体化贮箱工艺技术研究
孙龙飞,钱喜乐,刘 琳
(西安航天发动机厂,陕西西安710100)
某液体火箭发动机一体化贮箱采用07Cr17Ni7Al沉淀硬化不锈钢作为壳体材料,由于总体减重需要,设计理论计算材料的机械性能指标超出常规国家标准值,在现有条件下,常规焊接及强化热处理工艺不能满足研制要求,为突破贮箱研制瓶颈,通过对材料自身性能及焊接性能进行多轮次的试验摸索,综合文献研究及材料自身性能选择3种强化热处理温度区间和2种热处理时机进行此种沉淀硬化不锈钢的工艺技术研究,以期寻找满足产品机械性能要求的合适工艺参数。经过分析试验数据,综合性能指标,筛选出满足设计要求的合适工艺参数。对用此工艺参数加工的贮箱产品进行液压爆破试验,爆破数据证明采用改进后的工艺参数制造出的一体化贮箱机械性能达到了设计指标要求。
沉淀硬化不锈钢;一体化贮箱;强化热处理
0 引言
一体化贮箱是某火箭动力系统推进剂存储单元,采用氧化剂贮箱、燃料贮箱和气瓶一体化设计,共用外壳体,设计2个隔板用于隔离气瓶与氧化剂贮箱、氧化剂贮箱与燃料贮箱。一体化贮箱外形尺寸为Φ330 mm×1900 mm,其中贮箱筒段采用δ1.6 mm 07Cr17Ni7Al钢板钣金卷制,气瓶筒段壁厚δ8 mm,半球状封头和隔板壁厚分别约为δ4 mm,采用07Cr17Ni7Al圆钢机械切屑加工,各部分通过焊接集成。根据一体化贮箱的任务需求,材料机械性能设计指标为σb≥1 000 MPa,σ0.2≥745 MPa,δ5≥10%,部分指标高于国标给定值(σb≥960 MPa,σ0.2≥1 140 MPa,δ5≥5%(565℃强化热处理) 或σb≥1 030 MPa,σ0.2≥1 230 MPa,δ5≥4%(515℃强化热处理))[1],故按国标中提供的热处理工艺参数无法满足产品研制要求。通过查阅相关资料发现相关学者进行过同种材料压力容器制造工艺研究[2],其拉伸试样机械性能为σb≥1 150 MPa,σ0.2≥400 MPa,δ5≥10%。虽然延伸性能得到很大的改善,然而大大降低了屈服性能,影响了一体化贮箱的可靠性。本项目拟在相关学者研究基础上,对07Cr17Ni7Al沉淀硬化型不锈钢的焊接及热处理性能进行深入研究。
1 试验材料和方法
07Cr17Ni7Al属于半奥氏体沉淀硬化不锈钢[3-5],其马氏体点(Ms)略低于室温,经固溶处理后获得奥氏体组织,并且这种奥氏体组织不稳定,可通过简单热处理或冷加工,使其转变为马氏体组织,然后再经过时效处理,析出沉淀硬化相,使钢进一步强化。
07Cr17Ni7Al沉淀硬化不锈钢不仅在固溶状态具有良好的可加工性,而且利用相变和沉淀硬化使其具有高强度、高硬度、抗疲劳及良好的耐腐蚀性等性能,是制造高强度、耐腐蚀零部件的主要材料,但在要求高性能的液体火箭动力系统贮箱容器上无应用,因此需对材料本身和热处理、焊接性能进行试验摸索,以期寻找一个合适的热处理制度使得材料的强度、塑性和断裂韧性达到最佳配比,以满足压力容器的使用需要。
1.1 材料化学成分
沉淀硬化不锈钢可区分为马氏体、半奥氏体和奥氏体沉淀硬化不锈钢3种重要类型,其中07Cr17Ni7Al属于半奥氏体型,其主要化学成分如表1所示[4]。其中碳、镍及锰是形成或稳定奥氏体的元素,硅和铝是缩小或封闭γ相区即形成铁素体的元素。
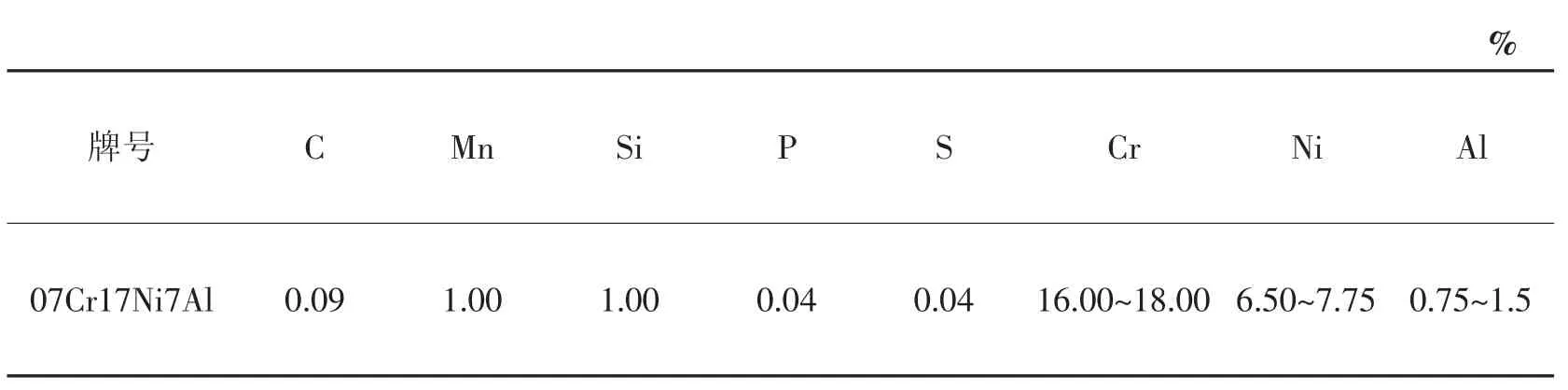
表1 07Cr17Ni7Al化学成分Tab.1 Chemical compositions of 07Cr17Ni7Al
1.2 热处理
沉淀硬化不锈钢的热处理是获得良好综合性能的重要工艺手段,半奥氏体沉淀硬化不锈钢的热处理最为复杂,增加了调整处理工序,调整处理的目的是通过碳和合金元素从奥氏体中的析出来提高Ms和Mf,以利于马氏体转变。

图1 强化热处理温度对机械性能的影响Fig.1 Effects of strengthening heat-treatment temperature on mechanical properties
半奥氏体沉淀硬化不锈钢固溶处理后,冷却至室温下得到的是不稳定的奥氏体组织。经700~800℃加热调整处理,析出碳化铬,使Ms点升高至室温以上,冷却后即转变成马氏体。再在400~500℃时效,达到进一步强化。
这类钢也可在固溶处理后直接冷却至Ms与Mf之间,得到部分马氏体组织,再经时效处理,亦可达到强化效果。查阅大量文献结合设备条件,热处理制度选取第一种方法,即固溶-调整-时效。
1.3 焊接性能
时效半奥氏体不锈钢,通常具有良好的焊接性,一般在退火状态进行焊接,由于该钢材以奥氏体为主,因此具有奥氏体组织的良好韧性,其焊接性与奥氏体不锈钢相似,不会产生冷裂纹,即使这种钢经过相变后转变为马氏体组织再进行焊接也不会出现冷裂纹,因为它所形成的是低碳马氏体,硬度不高且塑性较好,同时对热裂纹也不敏感,但是在焊接热循环作用下,可能出现接头的塑韧性降低、对缺口敏感性较大,有一定的热裂纹倾向等。
焊接材料通常选用与母材同质材料作为填充金属,但是目前尚没有相应的焊条和焊丝,可以在母材上截取焊丝,作为钨极氩弧焊的焊接材料,还可采用普通奥氏体不锈钢焊接材料。根据型号特点和贮箱结构,壳体纵缝拟采用自动氩弧焊接,因此为摸索焊接性能,拟采用多种焊丝与热处理制度进行对比试验。
2 试验结果与分析
07Cr17Ni7Al具有奥氏体不锈钢和高强度结构钢的双重优点,有很高的室温强度和高的低温机械性能。根据产品结构特点结合现有设备状况,进行母材、焊丝、热处理温度和热处理时机的对比选择。
焊丝参考焊接手册共选择5种[5],分别为母材、H0Cr21Ni10、GH367、S-659和 GH1068。热处理温度参考相关资料并结合设备能力,选取565℃,580℃和615℃3种。热处理时机选取原材料焊接后热处理和热处理完后进行焊接2种方法。详细试验情况如下:
焊接试板选取与实际产品壁厚一致的δ1.6 mm的07Cr17Ni7Al试板,热处理制度为调节处理—加热到760℃,保温90 min,空冷。时效强化处理:调节处理后,加热到565℃,580℃和615±5℃,保温120 min,空冷。试验流程如图2所示。
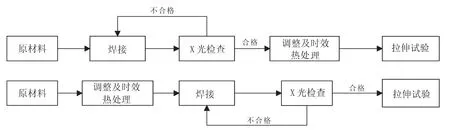
图2 试验方案Fig.2 Test scheme
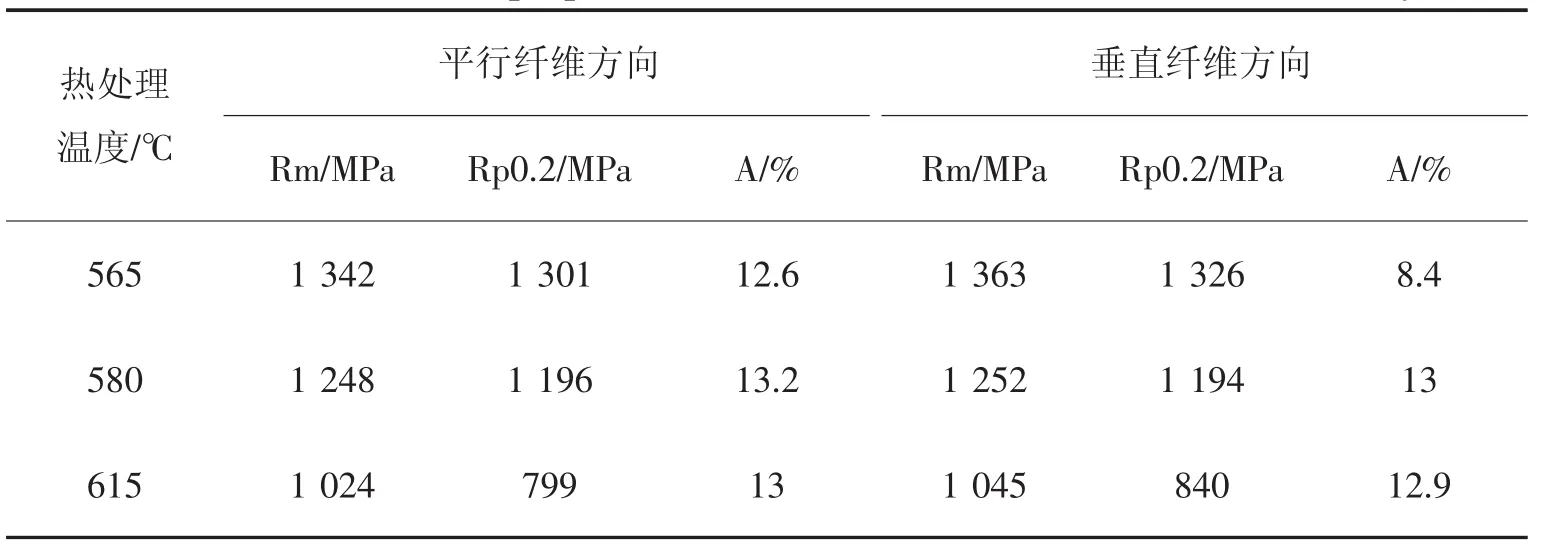
表2 不同热处理制度下的原材料机械性能数据Tab.2 Data of mechanical properties under condition of different heat-treatment system
2.1 材料性能摸索
根据材料手册推荐和查阅相关文献资料,进行3种选取的热处理温度强化后的原材料机械性能对比试验,结果如表2所示。
由表2可知,在3种热处理制度下,抗拉强度随着温度的增加而略有降低,其中580℃与615℃的垂直与平行纤维方向的拉伸、屈服强度和延伸率变化很小,在实际操作中更利于产品的使用,因此后续参数按照580℃,615℃进行进一步选择。
2.2 不同热处理制度与焊接参数的对比
2.2.1 焊接后时效热处理
共选取07Cr17Ni7Al,H0Cr21Ni10,GH367,S-659和GH1068五种焊丝,与自熔一起进行试验对比,以期找到合适的焊接及热处理参数。试验结果如图3所示。所有焊接试板经X光探伤均为一次合格,所有分析数据均为平均值。
从图3可知,先焊接试样再进行580℃时效强化,自熔、母材与H0Cr21Ni10焊丝的抗拉强度较高,S-659焊丝由于在弹性区断裂,无屈服强度值,而延伸率均未超过8%,这几乎是设计计算中的下限值。先焊接再进行615℃时效强化,母材焊丝拉伸强度与屈服强度最高,满足设计技术指标,观察焊缝断裂处,两处断裂在基体,一处为焊缝。分析延伸率数据发现,S-659焊丝焊后的拉伸与屈服强度略低于母材焊丝,但是均断裂在焊缝处,母材与S-659焊丝焊接的试板拉伸延伸率均大于10%,满足压力容器使用要求。

图3 焊接后强化热处理的试样的机械性能对比Fig.3 Comparison of mechanical properties of different strengthening heat-treatment specimens after welding
2.2.2 热处理后进行焊接
由图4可知,选用580℃强化热处理后焊接,母材与S-659焊丝拉伸强度较高,但是屈服强度均在600 MPa左右,这不满足设计压力容器的使用要求,观察试板,2种焊丝的试板均断裂在焊缝处。延伸率上选用H0Cr21Ni10和S-659焊丝焊接的试板拉伸延伸率大于10%,满足压力容器使用要求。
对于615℃强化热处理后焊接的方案,母材与S-659焊丝拉伸强度较高,但是屈服强度均在600 MPa以下,这不满足设计压力容器的使用要求,观察试板,2种焊丝的试板均断裂在焊缝处。至于延伸率,除了自熔外,其余焊丝焊接的试板拉伸延伸率均大于10%,其中S-659焊丝焊接的试板延伸率最高,观察试板其断裂在热影响区,其余焊丝均断裂在焊缝处。
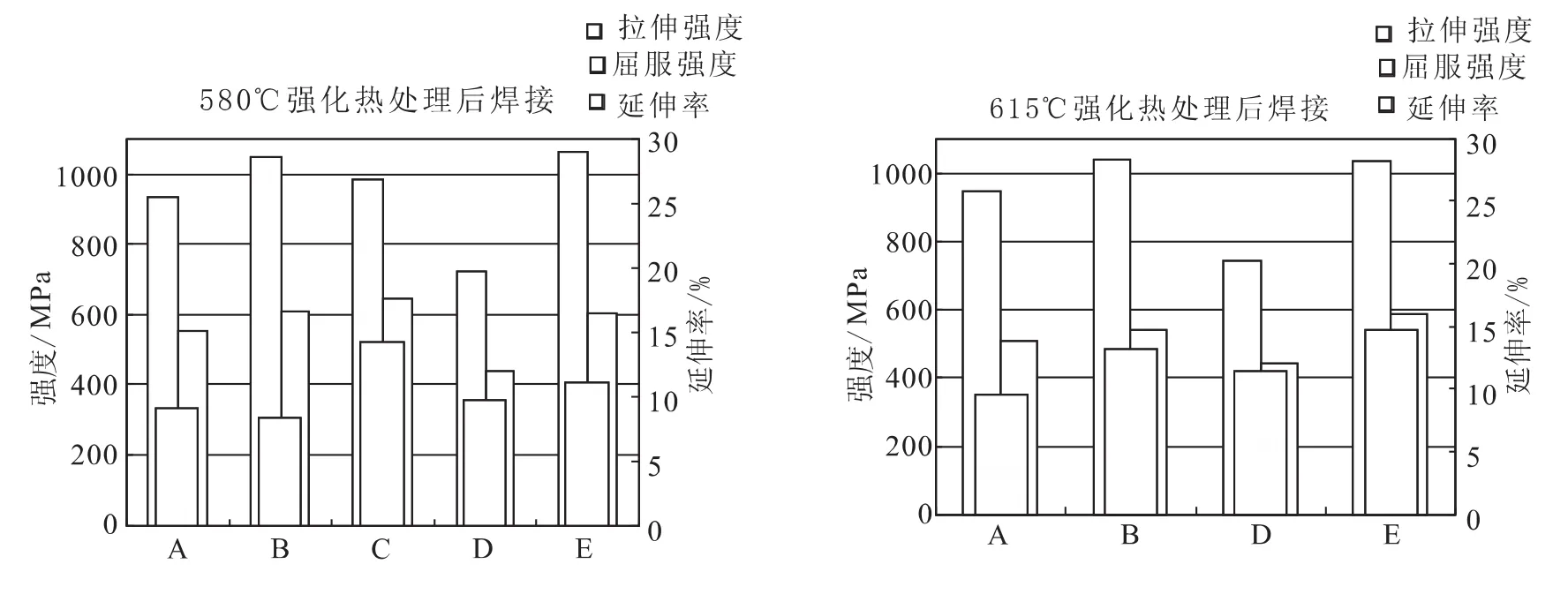
图4 强化热处理后焊接的试样的机械性能对比Fig.4 Comparison of mechanical properties of different specimens welded after strengthening heat-treatment
2.3 小结与分析
对于07Cr17Ni7Al此类析出硬化半奥氏体不锈钢,在固溶状态下,该类钢的组织为奥氏体加5%~20%的铁素体,经过系列热处理后奥氏体转化为马氏体,再通过时效析出硬化达到超高强度。
焊接时,由于碳化物(特别是铬的碳化物)大量溶入奥氏体固溶体,提高了固溶体中的有效合金元素含量,进而增加了奥氏体的稳定性,降低了焊缝及近缝区的Ms点,使奥氏体在低温下都难以转变成马氏体,造成焊接接头强度过低,因此在热处理完成后进行焊接,强度都远低于焊后进行热处理强化的试板;无论是580℃或者615℃的热处理温度,热处理完成后进行焊接其强度都满足不了使用要求。对于压力容器来说,是非常不利的选择。
为此,在焊接后必须选择适当的焊后热处理,使碳化物析出,降低合金元素的有效含量,提高Ms点,促进奥氏体向马氏体转变。试验中焊后首先进行调节处理(加热到760℃,保温90 min后空冷),这时从奥氏体中析出M23C6,降低奥氏体中的含碳量使马氏体转变温度升高到室温以上。
冷却过程中转变为马氏体,760℃调节温度下Ms点升高至98℃,Ms点越高,转变成马氏体的量越多,因此强度越高。调节处理后还需进一步进行时效处理,时效时从马氏体内部析出NiAl或者Ni3Al金属间化合物,从残留奥氏体中析出碳化物。冷却时奥氏体转变成马氏体。这两种组织变化都使材料强度提高,但此时主要是金属间化合物的弥散强化、位错和强化粒子相互作用的结果。
但是随着强度的提高,塑性和韧性急速下降,这与NiAl或Ni3Al优先从M/δ析出有关,使δ/M界面变脆,容易在此形成裂纹源,沿M/δ界面迅速撕裂。压力容器的使用主要考虑材料的断裂韧性,而不仅仅追求高强度。因此,考虑上述所有焊接、热处理试验,综合比较下来,采用母材焊丝,焊接后采用615℃时效温度时其拉伸、屈服强度以及延伸率都满足压力容器的使用要求,综合机械性能最好。后续正式产品焊接时,优先考虑这一参数。
3 结论
1)经对比试验可知,虽然热处理后进行焊接有利于组织生产,但是由于焊接时,碳化物的大量涌入,降低了Ms点,使得奥氏体无法完全转变为马氏体,材料强度大幅降低。
2)由于金属间化合物的弥散强化作用,使得时效温度的选择成为关键,经过大量试验表明,在压力容器的使用上,不可追求高强度而忽略断裂韧性,综合比较来看,焊接后进行615℃时效温度焊接的试板综合机械性能最好。
3)由一体化贮箱设计指标(σb≥1 000 MPa,σ0.2≥745 MPa,δ5≥10%) 计算其爆破压力值,其中贮箱爆破压力p贮箱≥8.2 MPa,气瓶爆破压力p气瓶≥42.5 MPa,按本文给出的工艺技术生产的一体化贮箱爆破压力分别为p贮箱=8.9 MPa, p气瓶≥50.4 MPa,均高于计算值。
结果证明采用本文所述工艺参数能够满足一体化贮箱的研制要求。
[1]中华人民共和国国家质量监督检验检疫总局.不锈钢棒GB/T1220-2007[S].北京:中华人民共和国国家质量监督检验检疫总局,2007:12.
[2]黄名洪.0Cr17Ni7Al和0Cr17Ni7MoAl沉淀硬化不锈钢的工艺研究和应用 [J].南京航空学院学报,1987(19): 103-109.
[3]严茂芳,刘大国.0Cr17Ni7Al高强度不锈钢弹簧丝热处理工艺制度的研究[J].仪表材料,1988,19(1):18-22.
[4]冯光勇,申庆援,潘文涛.17-7PH的热处理工艺[J].热处理,2012(11):53-54.
[5]李志宏.沉淀硬化不锈钢的热处理及性能[J].国外金属热处理,1998(6):13-16.
[6]中国工程材料工程大典编委会编.中国材料工程大典-钢铁材料工程[M].北京:化学工业出版社,2005.
[7]中国机械工程学会焊接学会.焊接手册:材料的焊接[M].北京:机械工业出版社,2001.
[8]沈昌.沉淀硬化不锈钢的应用工艺研究[J].航空精密制造技术,1998,34(4):28-29.
[9]XU X L,YU Z W.Metallurgical analysis on a bending failedpump-shaftmadeof17-7PHprecipitation-hardening stainlesssteel[J].Journalofmaterialsprocessingtechnology, 2008,198(1/3):254-59.
[10]BHARAGAVA A K,TIWARI AN.Rapid solidification of 17-7PH stainless steel:Heat treatment response[J]. International journal of rapid solidification,1996,9(2): 121-136.
[11]BHARAGAVA A K,TIWARI AN.Boron modified 17-7PH stainless steel via rapid solidification processing [J].Transactions of the India Institute of Metals,2003, 56(1):9-17.
(编辑:马 杰)
Research on technology of precipitation-hardening stainless steel used in integrative tank
SUN Longfei,QIAN Xile,LIU Lin
(Xi’an Space Engine Factory,Xi’an 710100,China)
07Cr17Ni7Al precipitation-hardening stainless steel is used as the shell material of the integrative tank in a liquid rocket engine.For the indexes of the mechanical properties exceed the design requirements ofthe national standard,and the existing welding and strengthening heat-treatment process can not meet the requirements of the development,three strengthening heat-treatment temperature intervals and two heat-treatment systems were selected for the technology research of the precipitation-hardening stainless steel according to the material properties and welding performance tests to seek the process parameters suitable for the product requirement.The appropriate process parameters were selected by means of analysis of the experimental data and performance indexes.The hydraulic blastingtest data ofthe tank proves that the improved process parameters in manufacturing of the integrative tank meet the design requirement,and support the application of precipitation-hardeningstainless steel in high performance liquid rocket engine tank containers.
precipitation-hardening stainless steel;integrative tank;strengthening heat-treatment
V261-34
A
1672-9374(2016)06-0062-06
2016-02-18;
2016-05-16
中国航天科技集团重大工艺专项资助项目(ZDGY2013-19)
孙龙飞(1979—),男,工程师,研究领域为发动机制造
