激光脉冲圈焊工艺研究与应用
2016-03-08刘泽敏饶庆庆林嘉伟
刘泽敏,饶庆庆,林嘉伟
(上海空间推进研究所,上海201112)
激光脉冲圈焊工艺研究与应用
刘泽敏,饶庆庆,林嘉伟
(上海空间推进研究所,上海201112)
基于有限元软件MSC.MARC软件平台Hypermesh软件模块仿真模拟了激光连续圈焊和激光脉冲圈焊的温度场分布,模拟结果表明:激光脉冲圈焊可有效控制被焊工件温度场分布,焊接热影响区小,为此采用激光脉冲圈焊工艺焊接簧片式电磁阀簧片组件。研究了激光焊接频率与焊点重叠率以及激光焊接速度与焊缝强度和焊点重叠率之间的关系,从而得出了激光脉冲圈焊焊接工艺规范,即激光峰值功率Pf=300 W,激光基值功率Pj=200 W,激光焊接速度v=3.33 mm/s,激光频率f=20 Hz等,采用该焊接规范焊接完成的簧片式电磁阀已经应用于嫦娥五号探测器推进分系统、轨道器子系统以及上升器推进子系统的液体动力装置之中,并已经完成了飞行和月球探测任务。
激光脉冲圈焊;焊点重叠率;焊接熔深;焊接温度
0 引言
簧片式电磁阀已经应用于嫦娥五号探测器推进分系统、轨道器子系统以及上升器推进子系统的液体动力装置之中,用于控制25 N和10 N推力器推进剂供应,以实现推力器点火和关机等功能。簧片式电磁阀主要由线圈、簧片、滤网组件和阀座等组成,由激光焊接工艺实现焊接连接。
1 簧片式电磁阀结构与焊接设计要求
簧片式电磁阀在线圈未通电时,靠工作介质压力和簧片力将与衔铁连成一体的阀芯压紧在阀座上,在电磁阀内腔流道上形成有效的密封副,以密封工作介质。此时,工作介质被截断,当给簧片式电磁阀线圈通以一定电压时,由软磁合金材料构成的壳体组件、簧片组件和罩壳被磁化,与线圈一起形成磁回路,对阀芯部件产生轴向吸力,该电磁吸力吸引阀芯部件向外运动,直至电磁吸力大于簧片力和工作介质压力时,电磁阀完全开启,实现了工作介质的供应。只要簧片式电磁阀线圈持续通电,电磁阀则一直保持开启状态,以保证工作介质供应;当切断簧片式电磁阀线圈电信号时,电磁吸力下降到不足以克服簧片力和工作介质压力的合力时,簧片式电磁阀阀芯部件复位,电磁阀关闭,工作介质被截流和截断。簧片式电磁阀簧片组件由压紧环,内、外衔铁,阀芯,簧片等组成,见图1。
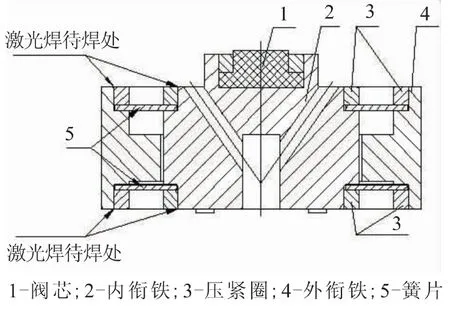
图1 簧片式电磁阀簧片组件结构示意简图Fig.1 Structure diagram of spring assembly in solenoid valve
内、外衔铁和压紧环属端面对接结构,采用激光焊接,焊缝起固定作用。焊缝表面要求呈银白色,不能存在裂纹、烧穿、气孔、咬边等缺陷,焊缝熔深要求达到0.1~0.3 mm。压紧环材料为不锈钢1Cr18Ni9Ti,内、外衔铁材料为软磁合金Cr17NiTi,其化学成分见表1。由表1可见,2种材料的化学成分接近,冶金性能好,焊接工艺性好。簧片式电磁阀阀芯-氟塑料为低熔点非金属材料,其牌号和工作温度见表2。

表1 压紧环和内、外衔铁材料化学成分含量Tab.1 Material chemical components of hold-down ring and armature

表2 簧片式电磁阀阀芯-氟塑料常用牌号和工作温度Tab.2 Commonly-used nameplates and working temperature of fluoroplastic parts in solenoid valve
由表2可知:阀芯-氟塑料安全工作的最低温度为120℃,为此,要求在焊接过程中,焊接热量积累以及传递至阀芯位置处的温度必须低于氟塑料的安全工作温度。簧片式电磁阀簧片组件激光焊接不仅需要足够的焊接线能量,以满足焊缝熔深之需要;而且又要适当控制激光焊接过程中的线能量,以避免焊接过程热量积累过大,导致阀芯-氟塑料熔化,致使簧片式电磁阀密封失效。本文将从理论计算、焊接过程温度场计算机数值仿真模拟以及焊接工艺试验等方面研究激光脉冲焊接工艺参数对焊接过程热量积累、焊缝熔深以及焊点重叠率之间的关系与影响,进而得出最佳簧片式电磁阀激光焊接工艺规范,以实现簧片式电磁阀激光焊接。
2 激光脉冲圈焊温度场分析
2.1 激光焊接过程温度场分布仿真模拟
选用焊接有限元软件MSC.MARC软件平台,对簧片式电磁阀簧片组件激光脉冲圈焊温度场分布进行计算机数值仿真模拟与计算。首先简化焊接结构,建立仿真几何模型;其次采用Hypermesh软件模块进行网格划分;次之定义热源模型,校核以及加载焊接过程参数;最后,优化边界条件,进行仿真模拟与计算,以获得能量收敛的计算结果,并根据时序提取仿真分析数据,以及簧片式电磁阀簧片组件激光脉冲圈焊温度场分布进行计算机数值仿真模拟并计算分析流程(见图2)。

图2 温度场分布仿真模拟计算流程框图Fig.2 Flow block diagram for analog computation of temperature field distribution
由图1可知,簧片式电磁阀簧片组件压紧圈和内衔铁待焊处焊接过程中积累的热量对阀芯氟塑料影响最大。据此,可将焊接过程温度场分布仿真模拟模型进行简化,简化后的仿真模型结构仅保留压紧圈和内衔铁。
选用圆锥旋转高斯体热源模型,热源模型的函数表达式为:

影响激光焊接温度场导热的形式有3种,即热传导、对流和辐射。其中辐射对导热的影响很小,可以忽略不计,所以求解导热微分方程的边界条件仅需考虑热传导和对流2种形式对激光焊接温度场的影响。由此,可得出求解激光焊接温度场导热微分方程的边界条件:

式中:l,m和n分别是对应于X,Y和Z方向的方向余弦;qs是初始热流;ha是热传导系数;Ta是环境初始温度即室温。
本论文中的焊件未经过热处理,所以焊件初始温度即为环境温度,即

式中T0为室温。
将边界条件式 (10)和式 (11)代入简化后的模拟焊接温度场的导热微分方程 (8)中,并改写成矩阵形式,则可得:
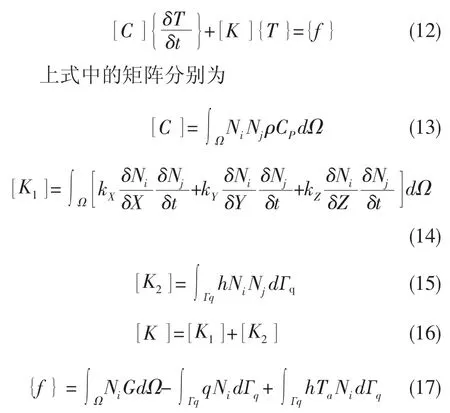
式中 [C]矩阵代表各个节点的相应的材料参数,其数值由输入的材料参数获得;[K1]矩阵是X,Y和Z 3个方向各个节点相应的传热;[K2]是热对流产生的热传导值;{f}是总的热量;Ni和Nj是对应i,j点的形函数。
式(12)是温度T的函数,可以简写成

采用直接迭代法求解有限元温度场非线性方程组,将第r次迭代的近似值代入H和F中,求得第r+1次的近似值,即

在迭代过程中需要设置迭代误差

只要误差小于容许值,则迭代停止,求解焊接温度场导热微分方程的结果才是收敛的。
整个仿真模拟计算与分析过程按照图2所示的温度场分布仿真模拟计算流程框图进行仿真模拟。通过迭代求解焊接温度场导热微分方程和计算机模拟仿真与计算的结果可知:焊接过程是一个动态过程,焊接过程圆形的熔池形貌会被拉长,从温度云图中可以发现,焊接熔池前方的温度梯度较大,焊接熔池后方的温度梯度较小,距离焊接熔池越远,焊件温度梯度越小。利用有限元分析软件平台后处理功能,还可获得焊接过程熔池最高温度时刻,沿焊缝熔宽方向,不同位置的温度分布情况,远离焊缝中心依次取点以确定温度截面,以焊缝中心径向位置为原点,沿切面依次取点,可获得各温度参数,从而发现各温度截面有相同的温度分布特点,均符合高斯分布特征,中心处温度最高,靠近中心位置,温度衰减梯度大,远离中心位置,温度衰减梯度小。采用焊接有限元软件MSC.MARC软件平台Hypermesh软件模块仿真模拟计算与分析了激光连续圈焊和激光脉冲圈焊温度场沿熔宽方向远离焊缝中心的分布情况,见图3。

图3 激光连续圈焊和脉冲圈焊温度场沿焊缝熔宽方向的分布Fig.3 Temperature field distribution along with welding seam width of laser continuous welding and impulse laser welding
由图3可知,沿着熔宽方向,距离焊缝中心逾远,熔池最高温度衰减愈大;与连续圈焊模式相比较,脉冲圈焊模式熔池最高温度衰减愈明显。这是由于脉冲圈焊模式可设置激光功率峰值和激光功率基值,且单个脉冲能量连续作用后,散热效果优于连续圈焊模式,因此脉冲圈焊模式焊接临界温度比连续圈焊模式的低。采用焊接有限元软件MSC.MARC软件平台Hypermesh软件模块仿真模拟计算与分析焊接温度场的结果表明:激光脉冲圈焊可有效控制被焊接的工件的温度场分布,焊接热影响区较小,焊接工件的质量可满足设计技术要求,所以簧片式电磁阀簧片组件选用激光脉冲圈焊工艺进行焊接。
2.2 激光脉冲圈焊理论分析与工艺试验
激光脉冲圈焊是以激光为热源,通过调整激光能量与脉冲,待焊工件作匀速机械转动,以实现激光脉冲圈焊的工艺技术。激光脉冲圈焊可有效控制被焊工件焊缝周向熔深的均匀性,可有效控制焊接过程热输入量,从而可减小焊接过程结构残余应力,避免焊缝底部产生热裂纹等缺陷。该工艺方法适用于微小阀门簧片组件焊接,可避免阀内阀芯氟塑料变形与熔化,防止簧片式电磁阀由于焊接过程热量积累而密封失效或者报废。与激光连续圈焊相比较,激光脉冲圈焊在焊接过程中的热量积累与控制方面具备显著的优势,可调节性、可控制性和可操作性好。
2.2.1 焊点重叠率
激光脉冲圈焊工艺参数对焊缝成形、焊缝熔深以及焊缝质量均有影响,焊点重叠率对焊缝成形后焊缝的密封性有决定性的影响作用,焊点重叠率与焊接速度、脉冲频率、焊点直径之间的关系为

式中:D为焊点直径,mm;f为激光脉冲频率;k为系数;V为焊接速度;Φ为焊点重叠率。
2.2.2 频率与焊点重叠率之间的关系
在激光基值功率Pj=200 W;激光峰值功率Pf=300 W;激光焊接速度v=3.33 mm/s;激光频率f=10 Hz,f=20 Hz,f=30 Hz,f=40 Hz,f=50 Hz的条件下,由激光焊接材料为1Cr18Ni9Ti-Cr17NiTi标准试样的试验数据可以得出如图4所示的激光焊接频率与焊点重叠率之间的关系曲线。由图4可见,随着频率增加,焊点重叠率亦增加,当激光脉冲频率为5 Hz时,焊点重叠率为50%;当激光脉冲频率为50 Hz时,焊点重叠率为96%;当激光脉冲频率为20 Hz时,焊点重叠率为90%,此时,焊缝正面成形良好,焊缝质量满足设计技术指标要求。所以选择激光频率20 Hz作为焊接簧片式电磁阀簧片组件的激光焊接工艺规范。

图4 激光焊接频率与焊点重叠率之间的关系曲线Fig.4 Relationship between laser welding frequency and overlapping rate of welding spot
2.2.3 焊接速度与焊缝强度和焊点重叠率之间的关系
在激光基值功率Pj=200 W;激光峰值功率Pf=300 W;激光焊接速度v=3.33 mm/s,v=6.67 mm/s,v=10 mm/s,v=13.33 mm/s的条件下,由激光焊接材料为1Cr18Ni9Ti-Cr17NiTi标准试样的试验数据可以得出如图5所示的激光焊接速度与焊缝强度和焊点重叠率之间的关系曲线。由图5可见,随着焊接速度增大,焊点重叠率减小,当焊接速度增至v=13.32 mm/s,焊点重叠率Φ= 59%,此时,焊缝成形差,焊缝质量不能满足设计技术要求。要形成良好和优质的焊缝,必须满足焊点重叠率Φ>60%,此时,焊缝密封性才能满足使用要求;当焊接速度v=3.33 mm/s时,焊点重叠率Φ=96%,此时焊缝成形良好,焊缝形貌和质量满足设计技术指标要求。随着焊接速度增大,焊缝强度下降,当焊接速度v≤10 mm/s时,焊缝断裂强度σ≥430 MPa,焊缝强度系数η≥82.7%;当焊接速度v=3.33 mm/s时,焊缝断裂强度σ=450 MPa,焊缝强度系数η=86.5%,此时焊缝成形良好,焊缝形貌、质量和强度满足设计技术指标要求,所以选择激光焊接速度v=3.33 mm/s作为焊接簧片式电磁阀簧片组件的激光焊接工艺规范。

图5 激光焊接速度与焊缝强度和焊点重叠率之间的关系曲线Fig.5 Laser welding velocity versus welding joint strength and overlapping rate of welding spot
3 簧片式电磁阀簧片组件激光焊接工艺
3.1 焊接设备与焊接工艺流程
簧片式电磁阀簧片组件激光脉冲圈焊是采用德国通快 (TRUMPF)公司制造的HL2006D+ LASMA1054型连续激光焊机完成的,该焊机采用YAG灯泵浦固体激光器。Nd:YAG激光器发射的激光波长λ=1.06 μm,最大平均输出功率,激光功率稳定性ψ=±1%,光束质量:25 mm·rad,光纤直径Ф=600 μm,工作距离L=150 mm,激光功率可在200~2000 W之间无级调节。簧片式电磁阀簧片组件激光脉冲圈焊工艺流程框图见图6。
3.2 焊接工艺规范
由有限元软件 MSC.MARC软件平台Hypermesh软件模块仿真模拟激光连续圈焊和激光脉冲圈焊温度场的结果可知,激光脉冲圈焊可有效控制被焊接的工件的温度场分布,焊接热影响区较小,焊接工件的质量满足设计技术要求,所以簧片式电磁阀簧片组件选用激光脉冲圈焊工艺进行焊接。根据式 (21)、激光焊接频率与焊点重叠率以及激光焊接速度与焊缝强度和焊点重叠率之间的关系可得出簧片式电磁阀簧片组件激光脉冲圈焊工艺规范,见表3。

图6 簧片式电磁阀簧片组件激光脉冲圈焊工艺流程框图Fig.6 Process flow diagram of laser pulse welding for spring assembly in solenoid valve
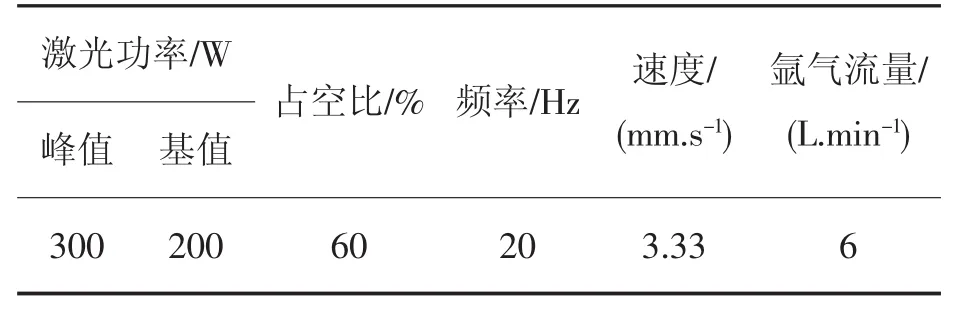
表3 簧片式电磁阀簧片组件激光脉冲圈焊工艺规范Tab.3 Process specification of impulse laser welding for spring assembly in solenoid valve
4 簧片式电磁阀试验与验证
簧片式电磁阀簧片组件、压紧圈和内外衔铁激光脉冲圈焊后,焊缝表面光滑,无氧化、无裂纹,无虚焊。簧片式电磁阀簧片组件通过了簧片力测试试验,簧片式电磁阀簧片组件簧片力设计技术要求和实测数据见表4。
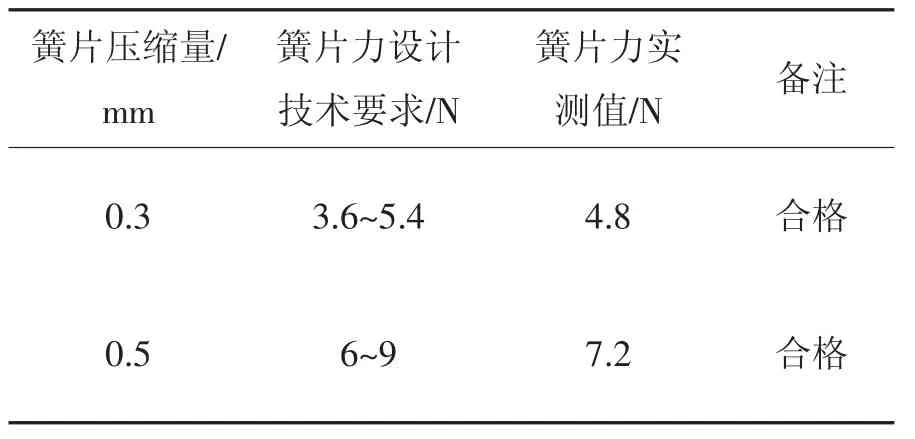
表4 簧片组件簧片力测试结果Tab.4 Stress test result of spring assembly in solenoid valve
簧片式电磁阀亦通过了氦质谱检漏测试,其设计技术要求以及试验结果见表5。

表5 簧片式电磁阀氦质谱检漏试验结果Tab.5 Leakage test result of solenoid valve by helium mass spectrometer
由表4和表5可知,簧片式电磁阀簧片组件激光脉冲圈焊焊接质量满足设计技术要求。该阀门已经应用于嫦娥五号探测器推进分系统、轨道器子系统以及上升器推进子系统的液体动力装置之中,并已经完成了飞行和月球探测任务。
5 结论
采用有限元软件 MSC.MARC软件平台Hypermesh软件模块仿真模拟分析了激光连续圈焊和激光脉冲圈焊温度场的分布情况。由仿真模拟分析结果可知,激光脉冲圈焊可有效控制被焊接的工件的温度场分布,焊接热影响区较小,焊接工件的质量满足设计技术要求,故簧片式电磁阀簧片组件选用激光脉冲圈焊工艺进行焊接。在此基础之上,研究了簧片式电磁阀簧片组件激光焊接频率与焊点重叠率以及激光焊接速度与焊缝强度和焊点重叠率之间的关系,由此得出了簧片式电磁阀簧片组件激光脉冲圈焊焊接工艺规范,即激光峰值功率Pf=300 W,激光基值功率Pj= 200 W,激光焊接速度v=3.33 mm/s,激光频率f= 20 Hz,占空比ω=60%,氩气流量Ω=6 bvL/min等。采用该工艺规范焊接完成的簧片式电磁阀焊缝表面成形光滑、无咬边,焊点有核心、光亮、无氧化色、无裂缝、焊点重叠均匀;脉冲焊点周向熔深分布均匀,均在0.22~0.23 mm范围内,满足设计技术要求;焊点重叠均匀,焊点重叠率Φ可达90%;焊缝断裂强度σ=450 MPa,焊缝强度系数η=86.5%。该阀门已经应用于嫦娥五号探测器推进分系统、轨道器子系统以及上升器推进子系的统液体动力装置之中,并已经完成了飞行和月球探测任务。
[1]北京北冶功能材料有限公司.Cr17NiTi抗蚀软磁合金热锻棒材技术协议:BYG06JX353-2015[S].北京:北京北冶功能材料有限公司,2015.
[2]抚顺特殊钢(集团)有限责任公司.1Cr18Ni9TiA不锈钢型材技术协议:抚新1672-2003[S].抚顺:抚顺特殊钢(集团)有限责任公司,2003.
[3]李海龙,薛龙祥,徐成,等.焊接熔池数值模拟的研究现状[J].电焊报,2015,45(2):13-15.
[4]毛卫平,宁吉平,刘贵维,等.不锈钢薄板激光对接焊有限元仿真分析[J].北京:金属铸锻焊技术2009(10):42-46.
[5]洪永昌,张武.脉冲激光焊缝的焊点重叠率与凝固特征关系的研究[J].热处理,2014,29(4):32-38.
[6]杨立峰,马广义,吴东江.脉冲激光焊脉冲宽度对316L薄板微观组织及显微硬度的影响[J].焊接技术,2014 (9):18-20.
[7]计遥遥,洪永昌,张武.脉冲激光焊缝凝固特征及组织与硬度关系的研究[J].中国激光,2014,40(4):21-26.
[8]卢飞,何建萍,王付鑫.不锈钢焊缝组织细化的研究现状[J].焊接技术,2014,11(43):41-45.
(编辑:陈红霞)
Research and application of impulse laser welding technology
LIU Zemin,RAO Qingqing,LIN Jiawei
(Shanghai Institute of Space Propulsion,Shanghai 201112,China)
The temperature field distribution of continuous welding and impulse laser welding was simulated by means of finite element software MSC.MARC and software module Hypermesh.The simulation result shows that the pulse laser welding can effectively control the temperature field distribution of the workpiece under welding,and the zone affected by its welding heat is small,so the pulse laser welding technology is used to weld the spring assembly of the solenoid valve.The relation between laser welding frequency and welding overlapping rate,and the relation among laser welding velocity,seam strength and overlapping rate of welding spot are researched in this paper.The optimum technological standard is that the laser peak power Pfis 300 W,the laser basic value power Pjis 200 W, the laser welding velocity is 3.33 mm/s and the laser frequency is 20 Hz.The solenoid valves welded with this technological standard had been installed in the liquid thrust devices of propulsion subsystem, orbiter subsystem and Jumar subsystem in ChangE 5,and finished the flyingand lunar exploringtasks.
impulse laser welding;overlapping ratio of welding spot;welding penetration; welding temperature
V434-34
A
1672-9374(2016)06-0074-07
2016-02-25;
2016-06-27
刘泽敏(1984—),女,工程师,研究领域为激光焊接、材料热处理
