振动时效消应技术在清河电站岔管安装中的应用
2016-03-04宫治军
振动时效消应技术在清河电站岔管安装中的应用
宫治军
(辽宁省水利工程建设质量与安全监督中心站,辽宁 沈阳110003)
【摘要】清河电站钢岔管安装过程中,采用振动时效消应技术消除焊接残余应力。本文介绍了振动时效消应处理的技术方案,定性和定量分析了振动时效处理结果,明确了振动时效消应技术不仅可使应力平均值降低大于30%,还可使高应力区消除50%以上的残余应力且残余应力低于材料屈服强度的50%,高于相关规范标准要求。
【关键词】振动时效;残余应力;水电站;压力钢管
1工程概况
清河电站引水采用一管三机的布置方式,单条主管经过2条岔管渐变为3条支管向机组供水。其中1号岔管规格为DN5000/DN5000(60°直梁)、2号岔管规格为DN5000/DN3600(60°直梁),岔管最大管径为5040mm,壁厚24mm,总重量约130t。岔管平面布置如图1所示。
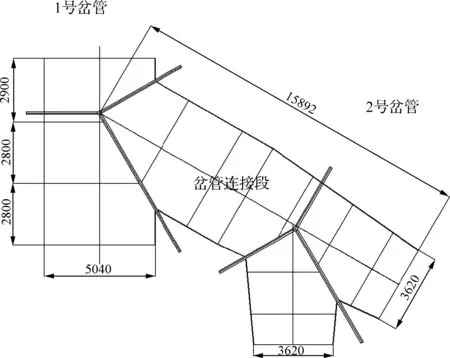
图1 岔管平面布置
电站岔管安装消应处理技术要求如下:
a.残余应力平均降低率不低于30%。
b.高应力区残余应力消除率不低于50%。
c.残余应力不大于材料屈服强度的50%。
2振动时效消应处理
2.1 构件支撑工艺
1号岔管与2号岔管已焊接为一体。根据该岔管型式和现场实际情况确定在混凝土垫层与岔管之间采用马鞍形钢托架加橡胶垫的支撑型式,如图2所示。
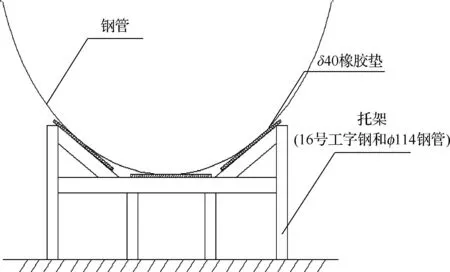
图2 岔管支撑示意图
2.2 激振点和拾振点布置
激振器应刚性地固定在主振频率共振振型的波峰处或附近;拾振器应固定在远离激振器且能反映主振频率振型最大振幅处或附近,其方向应与振动方向一致。
根据该岔管结构型式,激振点布置在岔管加强梁位置处,有2个主振点、2个副振点。主振点激振器装夹在Ⅰ梁靠近上拉杆位置,副振点激振器装夹在Ⅰ梁侧下部位置。主振时拾振点固定在管口顶部位置;副振时拾振点固定在管口侧下部位置。激振点与拾振点布置如图3所示。
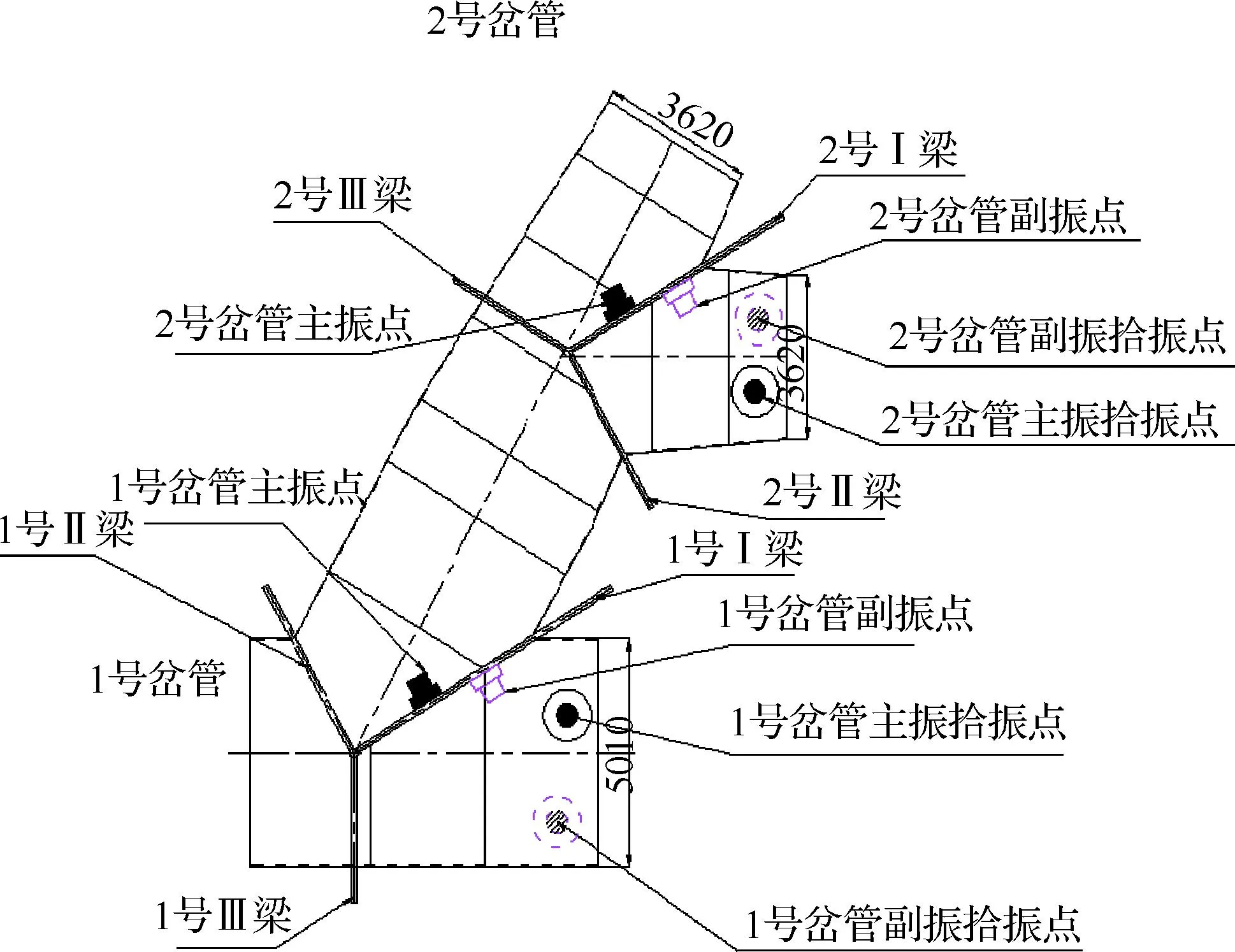
图3 激振点及拾振点布置
2.3 振动时效曲线与结果分析
为使岔管整体进行充分时效,确定从4个部位分4次进行振动,共获得4条监测曲线,如图4、图5所示。由图可知时效前后数据变化情况,见表1。
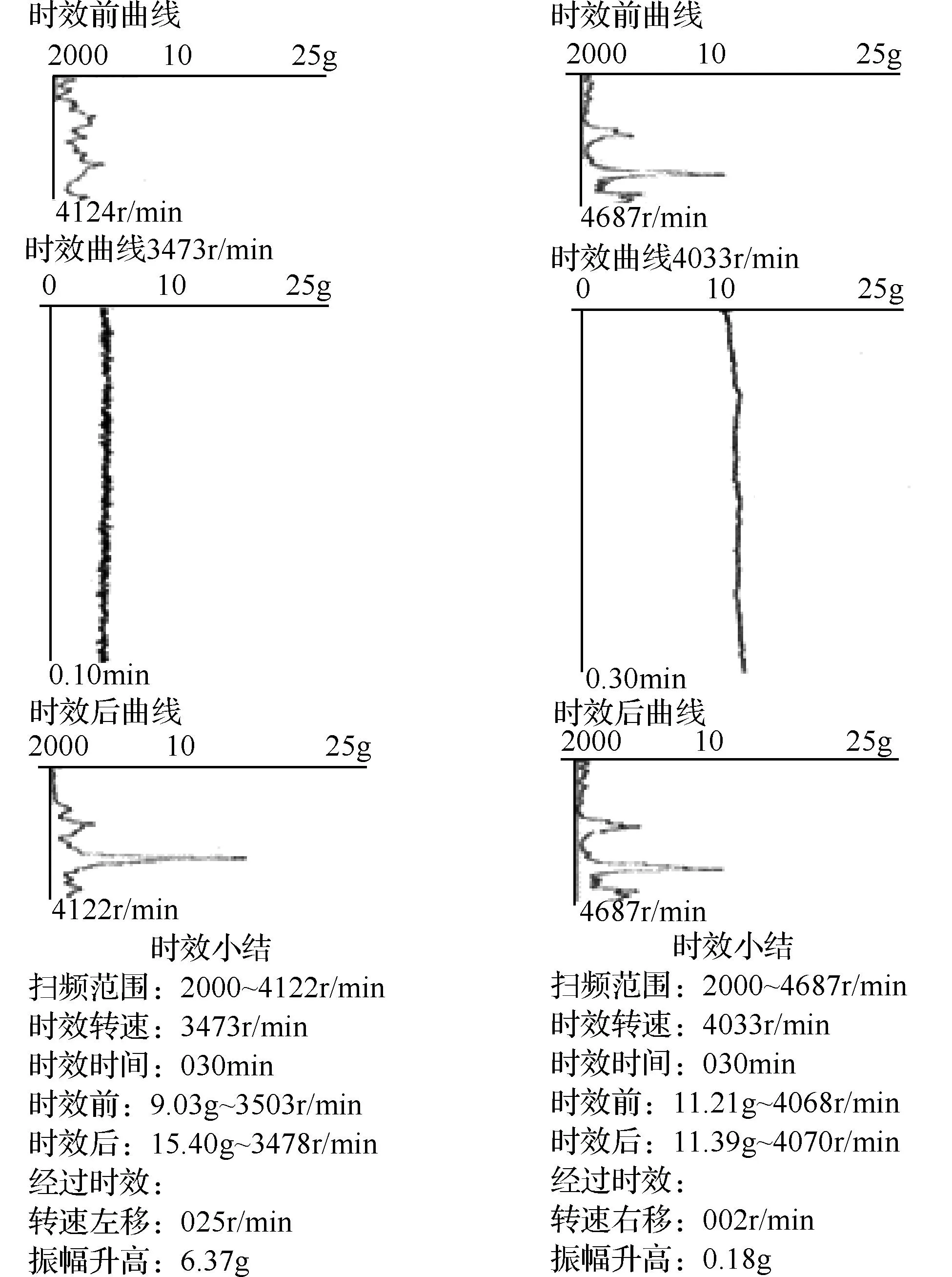
图4 1号岔管主振点及副振点监测曲线
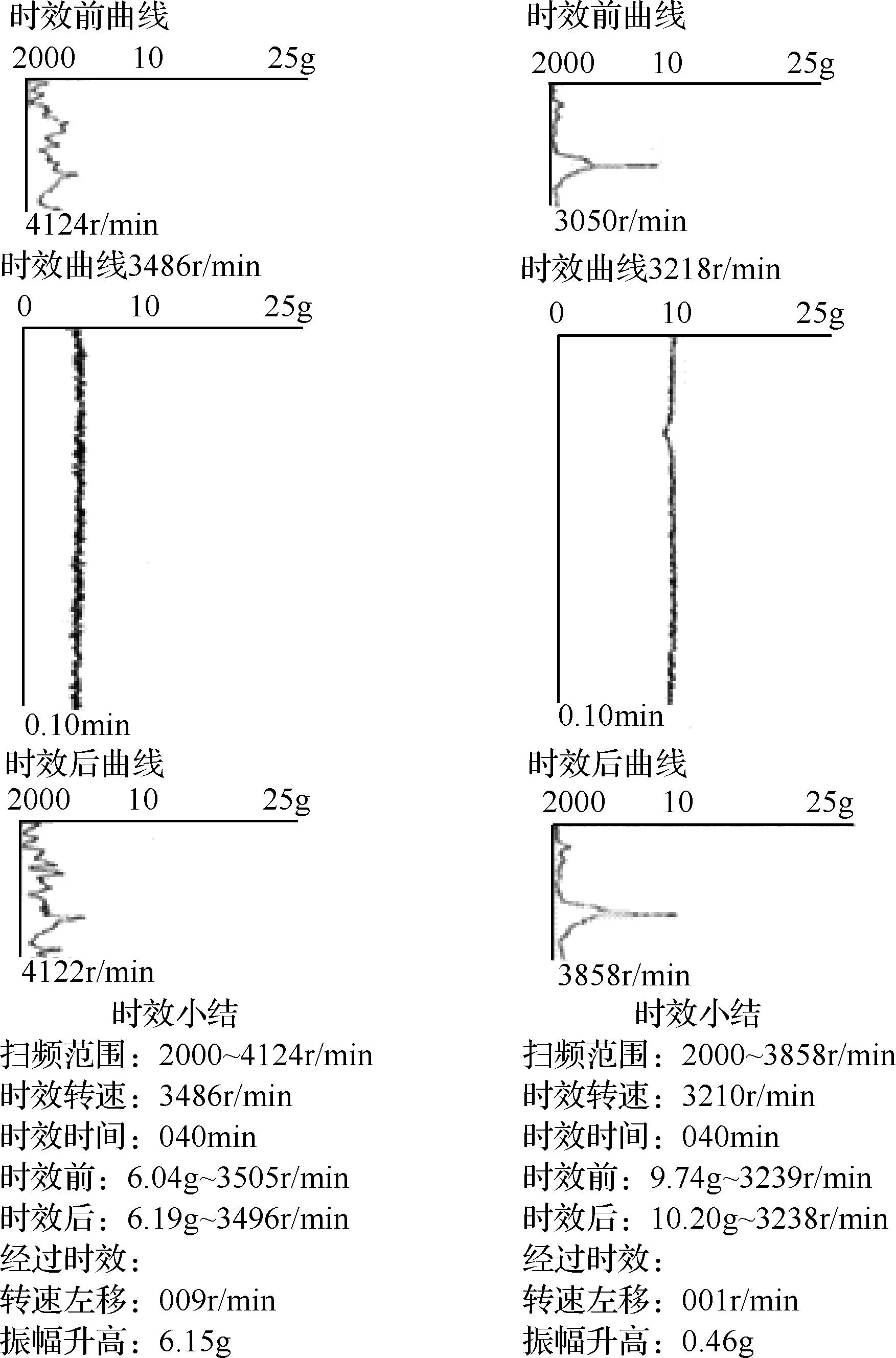
图5 2号岔管主振点及副振点监测曲线

次数时效转速/(r/min)振动幅度振前振后振前振后时效效果1350334789.03g15.40g频率左移25r/min,振幅升高6.37g24068407011.21g11.39g频率右移2r/min,振幅升高0.18g3350534966.04g6.19g频率左移9r/min,振幅升高0.15g4323932389.74g10.20g频率左移1r/min,振幅升高0.46g
由表1分析可知,第一次时效前后参数变化较大,组合特征明显。第二、第三次时效数据变化逐渐变小,组合特征减弱。第四次时效数据虽然出现了组合特征,但振动时效设备稳速精度为±1 r/min,故转速变化应不予考虑,只有振幅变化的单项特征出现,并且数据变化很小。根据振动时效效果评定参数曲线观测法的规定,可判定上述四次时效取得了效果,并且在第三次振动时效完成后已达到效果。
3残余应力测试
3.1 应力测点布置
为了检测残余应力消除的效果,采用盲孔法进行残余应力测试。在岔管主要焊缝及热影响区上分别布置了29个测点进行残余应力的检测。测点布置如图6所示。

图6 残余应力测试点布置
3.2 残余应力测试结果
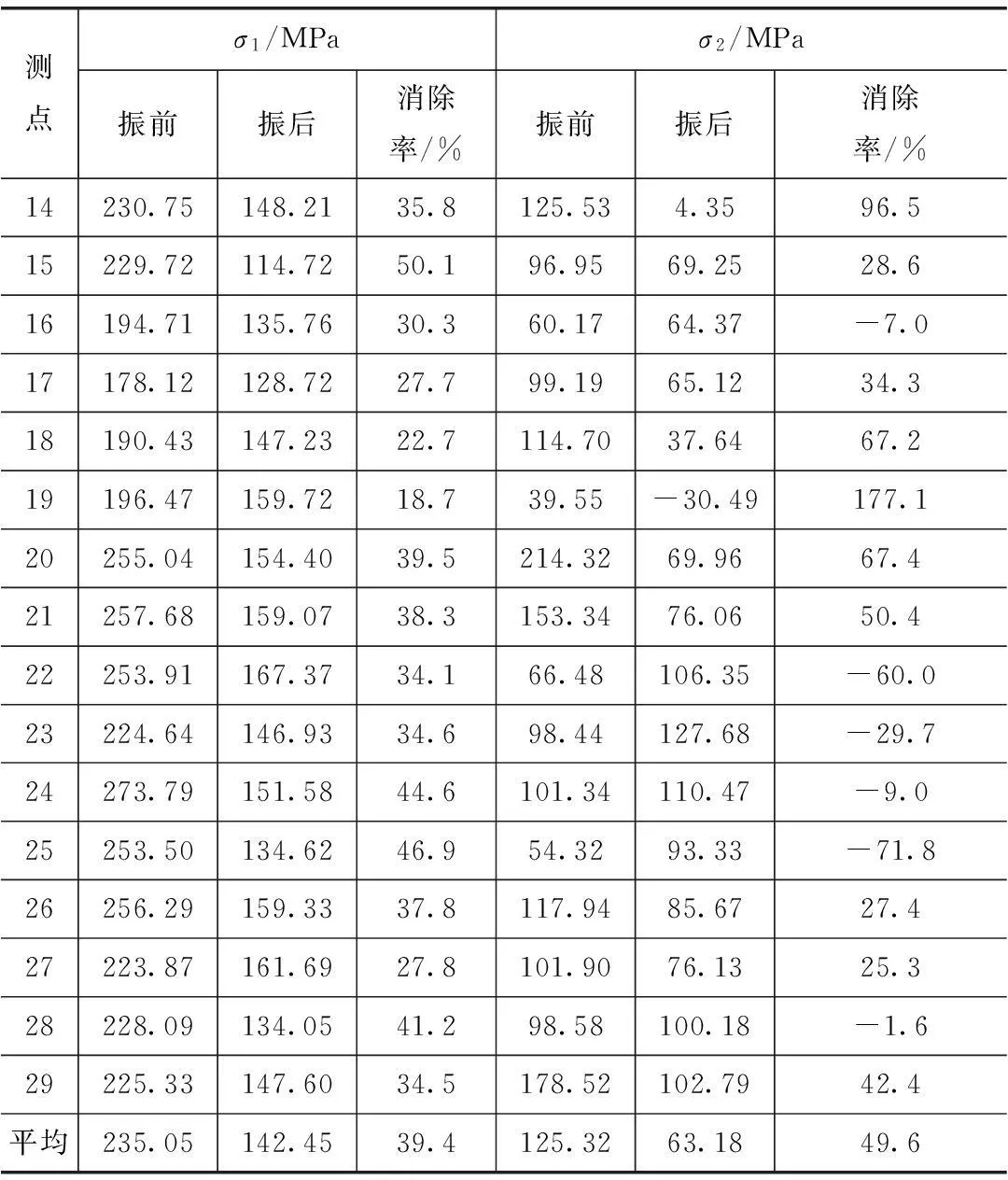
残余应力测试结果见表2。
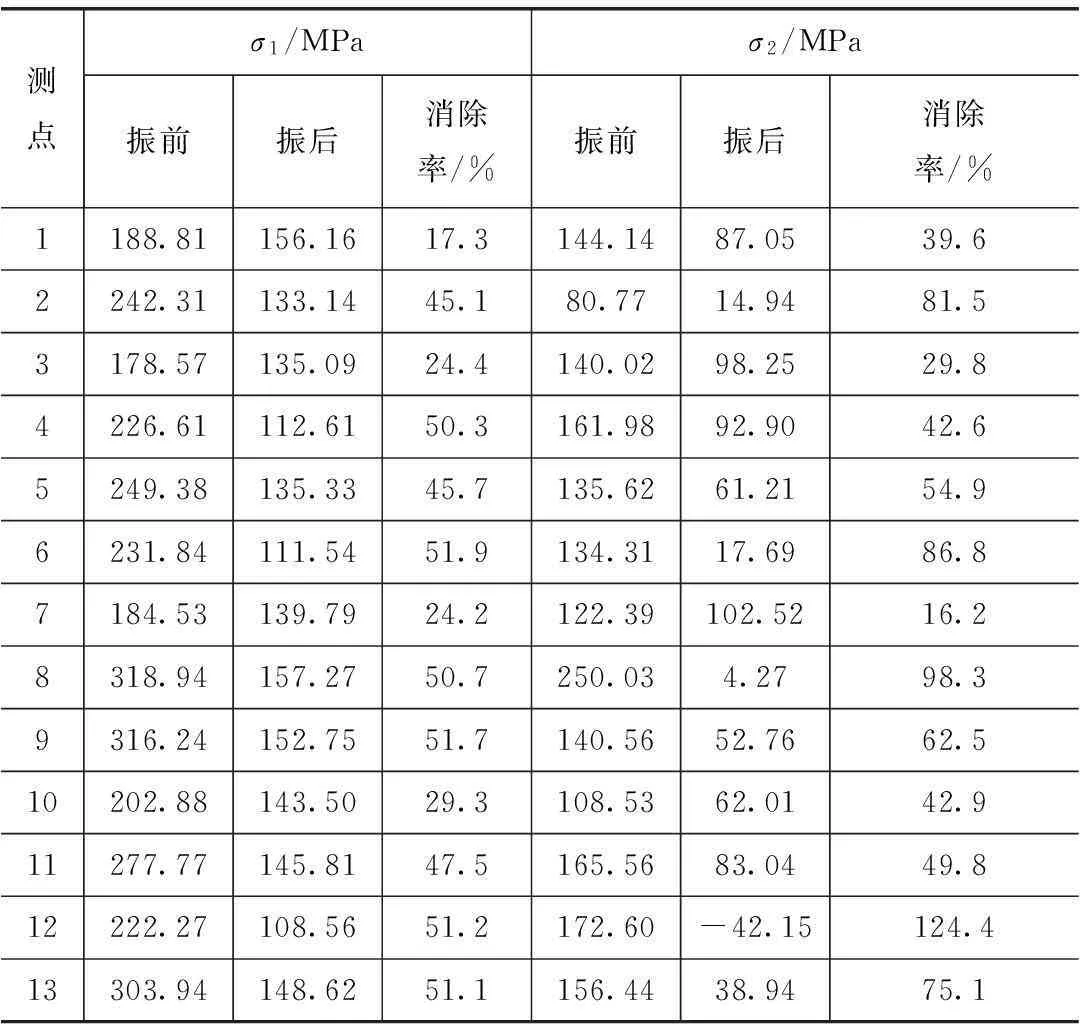
表2 时效前后数据变化情况
续表
3.3 测试结果分析
a.该岔管振前平均最大主应力σ1为235.05MPa,振后平均最大主应力σ1为142.45MPa,消除率为39.4%。
b.高应力区应力最大消除率为51.9%,发生在测点6,即2号岔管Ⅱ梁对接焊缝处。
c.该岔管管壳部分钢板材质为Q345C,屈服极限为325MPa,该部位22个测点振后残余应力平均值为144.94MPa;加强梁部分钢板材质为Q345C-Z25,屈服极限为330MPa,该部位7个测点振后残余应力平均值为134.63MPa。振后残余应力分别小于各自材料屈服极限的50%。
4结语
a.此次振动时效消应处理结果超过了标准要求,同时满足了工程技术要求提出的三项技术指标,达到了理想效果。
b.此次振动时效消应处理使多个高应力区残余应力消除率超过了50%,说明激振点与拾振点的正确布置,能够使振动消应的效果达到最大化。
参考文献
[1]JB/T 10375—2002焊接构件振动时效工艺参数选择及技术要求[S].北京:机械工业出版社,2002.
[2]刘涌,罗清萍.喀腊塑克水电站钢岔管振动消应技术[J].水利建设与管理,2012(2):76-77.

Application of vibration aging elimination technique in Qinghe
Power Plant branch pipes installation
GONG Zhijun
(LiaoningWaterConservancyProjectConstructionQualityandSafetySupervisionCenterStation,Shenyang
110003,China)
Abstract:In the steel branch pipes installation process of Qinghe Power Plant, vibration aging elimination technique is adopted for eliminating welding residual stress. In the paper, technical plan of vibration aging elimination treatment is introduced. Vibration aging treatment results are qualitatively and quantitatively analyzed. It is clear that vibration aging elimination technique not only can lower the average value of stress by more than 30%, but also can eliminate more than 50% residual stress in the high stress area, and the residual stress can be lower than 50% of the material yield strength, which is higher than the requirements in related specification and standards.
Key words:vibration aging; residual stress; hydropower station; pressure steel pipes
中图分类号:TV732
文献标识码:B
文章编号:1673-8241(2016)01-0047-04
DOI:10.16617/j.cnki.11-5543/TK.2016.01.014