大型水轮发电机组下机架组装及焊接工艺技术
2016-03-04胡昌春,周若愚
大型水轮发电机组下机架组装及焊接工艺技术
胡昌春周若愚
(中国水利水电第三工程局有限公司,陕西 西安710032)
【摘要】作为承重机架,下机架组装及焊接是水轮发电机安装的一项很重要工序,对于大容量的大型水轮发电机来说,其装焊工艺要求更高。本文根据金沙江鲁地拉水电站下机架结构特点,介绍了鲁地拉水电站下机架组装及焊接工艺,阐述了下机架装焊过程中的质量控制难点、重点。通过鲁地拉水电站下机架组装及焊接,总结出一套水轮发电机组下机架装焊工艺和方法,可为类似机组的安装借鉴参考。
【关键词】鲁地拉电站;水轮发电机下机架;装焊;工艺技术
1概况
鲁地拉水电站安装6台套额定转速100r/min、额定功率360MW的水轮发电机。发电机采用立轴半伞式结构,发电机下机架由天津某公司提供。
发电机下机架由中心体和支臂组成。下机架为辐射形焊接承重结构,由1个中心体与12个支臂在现场组装、焊接成刚性整体。下机架组装后最大外径为φ13100mm,最大高度达到3090mm,装配后总重178t。下机架为承重部件,支臂与中心体在现场焊接成整体,在机组运行过程中承受整个转动部分的重量及水推力。在下机架的支臂之间装焊有环形撑管,作为水轮机环行吊车外环轨道的悬挂受力基础。在每个支臂的下部设有基础板,通过周向调整键,在下机架浇筑混凝土后微调下机架水平。
2组装流程
发电机下机架组装工艺流程如图1所示。
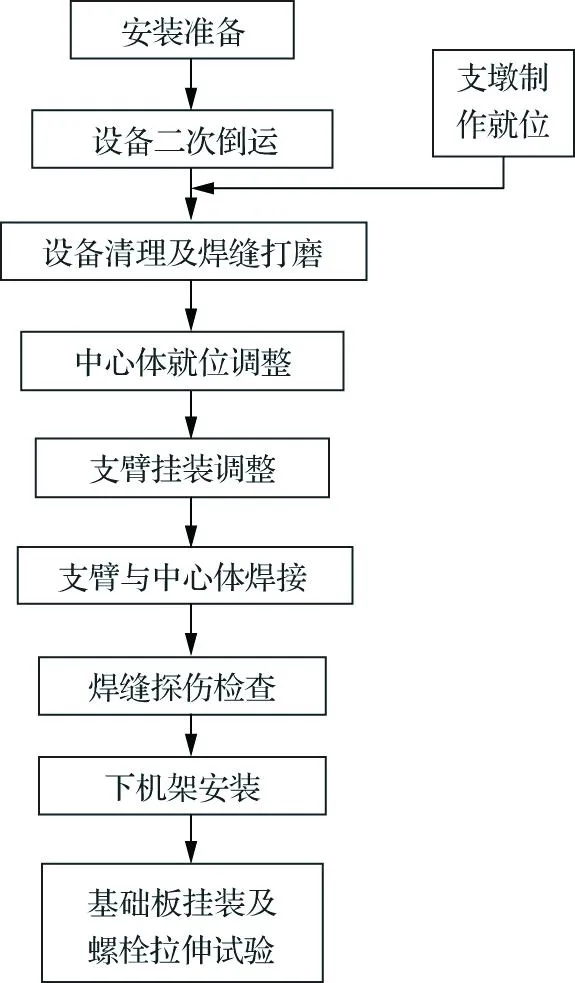
图1 下机架组装工艺流程图
3施工准备
下机架组装及焊接在电站安装间进行,组装时应充分保证组装场地的相对湿度不大于75%、环境温度不低于5℃,能防风、防雨,保持清洁并有足够的照明。
根据图纸要求和下机架吨位,制作4个长、宽、高分别为400mm、400mm、800mm的中心体支墩,制作12个高为800mm的小支墩,作为下机架中心体与支臂组装时的临时支撑。同时,准备监视测量工具,用于螺栓紧固时的变形监测。
利用厂房安装间现有的施工供气气源,用于下机架的清扫、焊接气刨清根、焊接用的风动工具以及把合螺栓的气动扳手。
4下机架组装
4.1 中心体安装
a.在施工区规划一块φ14000mm的组装场地,要考虑桥机的吊装范围。
b.按照图纸尺寸在施工场地划出下机架投影线。
c.在外径φ6000mm位置均匀布设4个中心体支墩,用4对楔子板调整接触面的水平,平面度不大于1mm。
d.支撑支墩沿周向用∠100×100×10角铁连接,增强支撑支墩的稳定性;在每个支撑支墩上各布置1对楔子板。
e.吊中心体于支墩上,并注意其方位,利用千斤顶和楔子板调整中心体水平,测量推力基础环支撑环内环顶面水平,整体水平度不大于0.02mm/m。
f.打磨、清扫中心体及支臂焊缝,除掉焊缝坡口处的油漆,直至露出金属光泽。
g.对中心体的加工面进行清扫,检查高点并除去毛刺,对所有组合块螺杆孔进行清理。
4.2 中心体调整
a.清理基础板面、支臂与基础板把合面及所有的零部件。
b.清理支臂焊缝后依次吊装支臂与中心体组合,并把紧组合螺栓,支臂底部用千斤顶支撑。
注意:在下机架支臂挂装时,支臂要对称挂装,以防止中心体歪斜,同时,支臂与中心体的编号要一致。
c.测量制动器底座中心到下机架中心体中心距离,根据测量值在合缝处加钢垫调整支臂至中心距离,要求调整的半径值比名义尺寸长2~4mm (根据焊接收缩量而定)。
d.调整支臂高度,使12个支臂在同一平面上,平面度(制动器支墩把合面处)不大于5mm。
e.测量支臂间弦距,弦距公差为±1.0mm。
f.复测中心体水平、支臂水平、半径及弦长。
要求:中心体水平不大于0.02mm/m;支臂半径偏差为±5mm。
g.以上所有数据测量合格后,做好记录报检验收,转入焊接工序。
5下机架焊接
5.1 焊接准备工作
a.焊接标准执行该天津某公司标准 TI-IE-010A,焊接等级按图纸要求的1级、2级执行。
b.参加焊接的焊工必须具备焊接资格证,持证上岗。
c.焊材为J507,规格为φ3.2、φ4.0,并按国家标准验收合格。
d.焊条在使用前按要求烘干,温度为300~350℃,时间为1h;然后放在保温筒内,随用随取。
e.点焊焊条牌号和使用规范与正式施焊焊条相同,点焊要牢固,无缺陷。
5.2 焊接工艺
现场焊接采用手工电弧焊,全位置焊;采用直流电源,极性DCEP;焊接时须用短弧操作,以窄道焊为宜。下机架焊接工艺规范见下表。
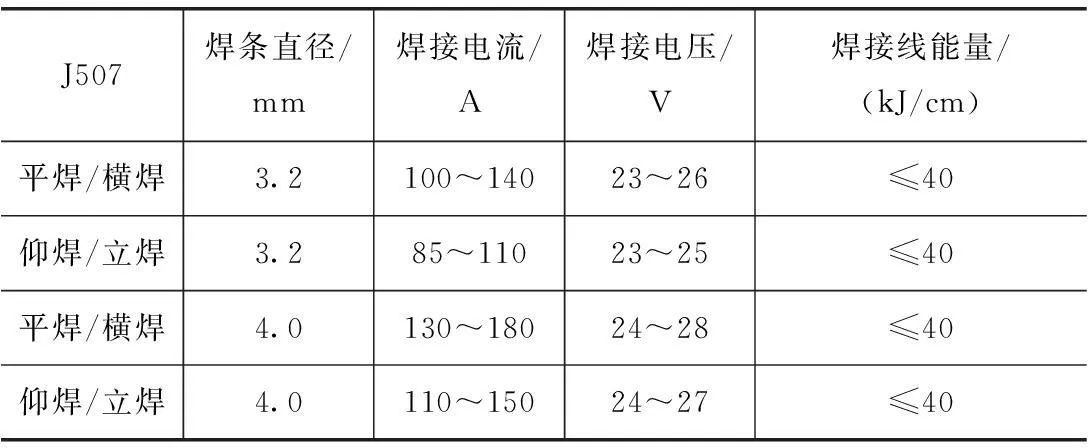
下机架焊接工艺规范表
根据下机架结构,将下机架均分为4个区(每个区包含3对支臂),安排4名焊工同时操作,每名焊工负责各区内焊缝的焊接 (见图2)。
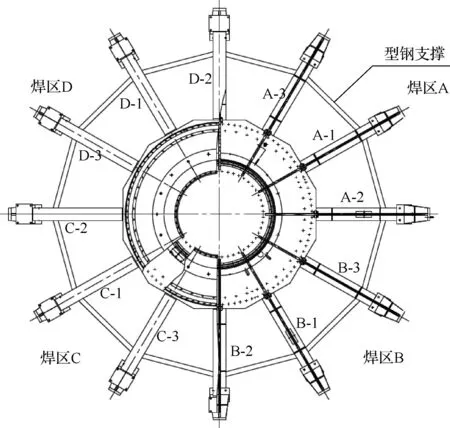
图2 下机架分区及焊接顺序示意图
下机架整体焊接要对称,多层多道、对称退步分段焊接,以控制焊接的变形。首先进行中心体与支臂对接立焊缝的焊接,由4名焊工按照图2所示的顺序在同一序号位置同时对称施焊,该立焊缝采用分段退焊法焊接,图3为分段退焊示意图;在中心体与支臂的对接立焊缝焊接完成后,进行支臂翼板与中心体间焊缝的焊接,由4名焊工按照图2所示的顺序同时施焊,焊接时要双面对称交替进行以控制变形;在整体焊接过程中,要随时对工件的变形情况进行检查,针对变形情况调整焊接顺序。
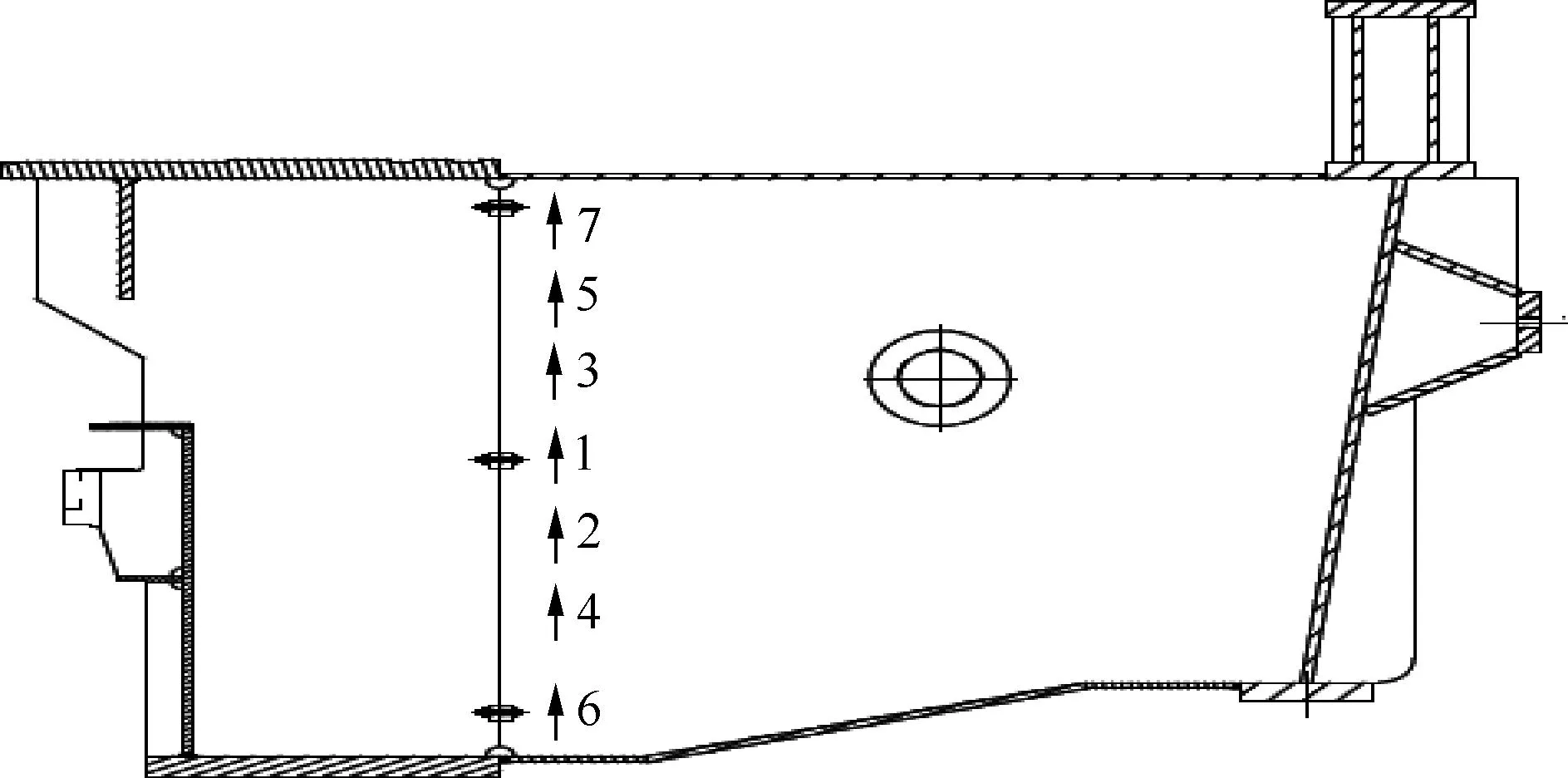
图3 中心体与支臂对接立焊缝分段退焊示意图
5.3 焊接要求
焊接前须根据工艺要求在焊缝旁标示出分段退焊顺序编号以及方向。
对于中心体与支臂的对接立焊缝,焊前应将焊缝坡口及两侧不小于100mm的区域进行预热,预热温度大于80℃。
中心体与支臂的对接立焊缝,焊接过程中应严格控制层间温度不大于250℃。
多层多道焊时,每焊一道,清渣一次并做检查,如发现缺陷及时清除、修补,焊层之间的接头应错开30~50mm。
中心体与支臂间的立焊缝除打底和盖面外,其余每焊一层都要用风把进行锤击振动消应。
焊后清除临时工艺支撑后,应对该处修磨并做PT检查。
依据图纸要求清除吊耳等部件,并对该处修磨、做PT检查。
5.4 变形监测及焊接检验
在支臂下层轴向、径向方向采用刚性支架固定多个百分表,并在各焊缝打底及填充过程中连续监测半径、弦距的变化量。
焊接收缩的监测:焊前在焊缝的底层、中间层和表层三个阶段填写检验纪录,如出现异常变形,随时调整焊接顺序,在焊口两端做出相应的标记,焊接时记录数据,用以检查焊接过程中收缩量的变化。
对全部焊缝按设计要求进行无损检验并做记录,如有超标缺陷,必须按工艺要求修复至合格。
焊接完成后,冷却到常温,分别对下机架的各主要尺寸进行测量,测量结果应符合设计要求:中心体水平度不大于0.02mm/m;支臂半径偏差为±5mm;支臂弦距偏差为±8mm;支臂水平度不大于8mm。
6下机架预装及安装
6.1 下机架预装
对下机架基础预留坑进行清理和检查;对下机架基础螺栓进行清理、检查,对损坏的螺纹进行处理;在基础螺栓端部点焊螺母并穿入钢丝后放在下机架基础预留坑内。
安装下机架吊具,将下机架吊入机坑并落放在下机架基础预留坑混凝土上。在下机架接近基础预留坑时应暂停下落,将基础螺栓钢丝从基础板孔中穿出,提起基础螺栓并旋入基础螺母。
拆除下机架吊具。
调整下机架中心体的水平:以水轮机导水机构安装的中心和高程为基准,调整下机架预装的高程及其与导水机构的同心度,下机架中心、高程和水平调整好后,把紧下机架基础板的螺栓。
下机架高程、中心、水平调整合格后,对下机架基础进行加固,再次复测所有数据。要求:中心体水平度不大于0.02mm/m;测量下导瓦座与导水机构的同心度不大于0.5mm;下机架中心体高程偏差为±0.5mm。
对下机架基础板进行浇筑,浇筑过程中,对每个基础板部固定的定位千斤顶不能松开。
混凝土完全凝固后,对下机架基础螺杆进行把紧;吊出下机架,放置在下机架的组装场地进行下一步工作。
6.2 下机架吊装及调整
安装下机架专用吊具,并对下机架本体及机坑内各设备的安装情况进行检查,要求具备吊装条件。
按照下机架预装的方位,将下机架吊装就位;根据下机架基础装配图,在下机架完全落下之前,清理好基础板面及楔子板等附件,除去表面毛刺,吊装就位后把合基础连接螺栓。
以安装就位的发电机主轴为中心,测量、调整下机架中心、高程、水平,利用千斤顶和螺栓调整下机架与发电机轴的同心度在0.5mm以内;利用调节螺栓和调整键调整下机架的高程和水平。要求中心体水平度不大于0.02mm/m;测量下导瓦座与导水机构的同心度,要求不大于0.5mm;下机架中心体高程偏差为±0.5mm(要考虑下机架的挠度)。
调整、验收合格后,把紧下机架基础板的螺栓,打紧基础板与下机架座板间的调整键,按照下机架基础装配图纸要求,安装基础所有附件。
7下机架装焊重点、难点控制
水轮发电机下机架为负荷机架,承受所有转动部件重量、水轮机轴向水推力、下机架自重和推力轴承以及各种工况下作用在下机架上的径向和切向负荷,因此,对于鲁地拉水电站直径大、重量重、支臂多的巨型下机架,其安装质量和工艺要求更加苛刻。在装焊过程中,需要特别注意以下环节:下机架组装精度的控制,包括:中心体水平度、支臂半径、支臂弦长、支臂水平度等相关尺寸的控制;支臂焊接工艺确定及焊接过程中下机架变形控制,是下机架组装技术的关键;中心及高程控制也是下机架安装的关键技术,尤其是考虑到整个转动部件的重量负荷,根据以往类似机组经验,下机架的安装高程需比设计值高0.5mm左右。
8结语
大型水轮发电机下机架部件受运输条件限制,需要在现场进行组装,因此下机架安装质量控制是整个水轮发电机安装过程控制的重中之重。鲁地拉水电站工程在下机架组装及焊接过程中,重点对中心体调整、支臂挂装及焊接、下机架安装调整等关键工艺和技术,进行了严格的质量控制,尤其在装焊的每一步工序中,反复测量验证下机架中心体同轴度,保证了下机架的组装焊接质量,为后期机组安全运行奠定了良好基础。
参考文献
[1]刘文清.最新水利水电机电安装工程施工工艺与技术标准实用手册[M].合肥:安徽文化音像出版社,2006.
[2]梁学辉.水轮发电机组振动分析[J].中国水能及电气化,2013(3).
[3]张玲,李章贵.下机架现场焊接工艺指导[J].现代机械,2012(5).
[4]崔鑫,胡宝玉,罗进.西霞院水电站水轮机下机架组焊变形控制[J].人民黄河,2009(10).
[5]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2001.
Assembly and welding process technology of large-scale
hydroelectric generating set lower bracket
HU Changchun, ZHOU Ruoyu
(SinohydroBureau3Co.,Ltd.,Xi’an710032,China)
Abstract:The assembly and welding of lower bracket is an important procedure for installing hydroelectric generating set as a bearing frame. The welding process requirement is higher for large-scale hydroelectric generating set with large capacity. In the paper, lower bracket assembly and welding process in Ludila Hydropower Station is introduced according to the structure features of Jinshajiang Ludila Hydropower Station lower bracket. Quality control difficulties and keys in lower bracket assembly process are described. A set of welding process and method of hydroelectric generating set lower bracket is summarized through assembly and welding of Ludila Hydropower Station lower tracket, thereby providing reference for similar unit installation.
Key words:Ludila Hydropower Station; hydroelectric generating set lower bracket; assembly and welding; technology process
中图分类号:TV734.2
文献标识码:B
文章编号:1673-8241(2016)01-0036-04
DOI:10.16617/j.cnki.11-5543/TK.2016.01.011