4130M-QT-125K大直径厚壁机械用无缝钢管的开发
2016-03-03安健波许金玲邵立强文玉成
安健波,许金玲,邵立强,文玉成
(天津钢管集团股份有限公司,天津300301)
4130M-QT-125K大直径厚壁机械用无缝钢管的开发
安健波,许金玲,邵立强,文玉成
(天津钢管集团股份有限公司,天津300301)
介绍了4130M-QT-125K大直径厚壁机械用无缝钢管的化学成分、炼钢-连铸、轧管和热处理等工艺的设计情况,总结了生产过程中的工艺控制要点。实践证明:生产的4130M-QT-125K大直径厚壁机械用无缝钢管,其工艺设计合理,几何尺寸控制精度高;钢管强度、韧性指标稳定,屈服强度Rt0.65在890~1 020 MPa,抗拉强度Rm≥960 MPa,断后伸长率A≥18%,断面收缩率Z≥50%,0℃冲击吸收功≥60 J,剪切断面率≥80%,全壁厚洛氏硬度在33~37 HRC,各项性能指标达到或超过了客户协议要求。
无缝钢管;机械用管;高钢级;大规格;机械加工;热处理;力学性能
机械加工用管一直在无缝钢管的生产中占有重要地位,以无缝钢管代替实心短锻、轧坯制造各类空心轴、缸、套等零件,可以显著提高生产效率,并节约钢材[1-3]。随着钢管行业装备水平的提高,机械加工用管由以前的中小直径厚壁优质碳素钢无缝钢管为主,逐步提高到以大中直径厚壁低合金钢、合金钢无缝钢管为主。
针对北美市场需求,天津钢管集团股份有限公司(简称天津钢管)成功开发了Φ273.05 mm×31.75 mm规格4130M-QT-125K牌号的合金钢无缝钢管(调质状态交货),其最小屈服强度要求达到865 MPa(125 ksi),全壁厚洛氏硬度要求在32~38HRC,且同一截面内表面、中部、外表面硬度变化值不允许超过5 HRC。现对其生产过程进行介绍。
1 产品主要技术要求
客户订购4130M-QT-125K大直径厚壁机械用无缝钢管时,对其化学成分、力学性能、尺寸偏差等进行了要求。4130M-QT-125K大直径厚壁机械用无缝钢管化学成分要求见表1,力学性能要求见表2;外径允许偏差(-0.75%~+0.75%)D,壁厚允许偏差(-10.0%~+12.5%)S;此外,应进行晶粒度检验,其原始奥氏体晶粒度级别应为7级或更细。

表1 4130M-QT-125K大直径厚壁机械用无缝钢管的化学成分(质量分数)要求%

表2 4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能要求①
2 生产工艺流程和技术难点
2.1 炼钢工艺和技术难点
2.1.1 炼钢工艺
连铸坯生产工艺流程为:原料(废钢、生铁、铁水等)→100 t EBT-EAF(偏心炉底出钢-超高功率电弧炉冶炼)→LF炉外精炼→VD炉真空处理→喂Ca线→圆坯连铸机连铸。电炉出钢时以硅铁、锰铁、铝块等脱氧合金化,钢包到中间包采用全程吹氩保护浇铸,中间包到结晶器采用浸入式水口保护浇铸,六流弧形圆坯连铸。铸坯断面为Φ310mm。
4130M-QT-125K牌号是在AISI 4130牌号基础上改进而来,客户提出了主要化学成分元素的范围要求。天津钢管在用户规定的化学成分的范围内,考虑到厚壁无缝钢管生产工艺的需要,要求既要有很好的淬透性,又要有良好的强韧性性能,还要不会出现大的淬火变形和开裂,对关键化学成分元素做出了内控要求。4130M-QT-125K大直径厚壁机械用无缝钢管的内控化学成分要求见表3。对比表1和表3可以看出,内控化学成分提高了利于奥氏体稳定的强碳化物形成元素Cr、Mo的含量与强化铁素体的元素Si、Mn的含量,这种配合可以大大提高过冷奥氏体的稳定性,显著提高钢的淬透性;考虑到需要水淬冷却强度大的特点,应尽量减少淬火组织应力防止变形和开裂,钢管的淬火裂纹主要与马氏体转变起始温度Ms[4]有关:
Ms=538-317w(C)-33w(Mn)-28w(Cr)-17w(Ni)-11w(Si)-11w(Mo)-11w(W),如果钢中加入C和合金元素使Ms点降得太低,组织应力就会增大,在保证强度和韧性的前提下,综合考虑了上述的元素含量,尤其降低了碳含量[5]。

表3 4130M-QT-125K大直径厚壁机械用无缝钢管的内控化学成分(质量分数)要求%
2.1.2 炼钢技术难点
(1)确保成分均匀稳定和铸坯内部质量。选用优质铁水和优质废钢,保证钢水原料的纯净。控制“五害”元素含量,虽然通常不高,但会降低钢材的韧性、强度、高温机械性能,甚至还会直接在无缝钢管或铸坯表面造成裂纹缺陷[6]。由于精炼LF微调成分、钢包吹氩、结晶器电磁搅拌的应用,使得4130M-QT-125K钢的化学成分稳定、波动小,特别是成分偏析会使材料性能不均匀,故保证材料成分均匀是保证材料性能稳定的重要措施之一。
(2)确保钢水洁净度。钢水经真空脱气处理,保证钢水中低的氮、氧及氢气体含量。
(3)控制钢水中夹杂物含量,并控制夹杂物在钢材中的形态,以降低夹杂物对钢材质量的影响。要提高铸坯的洁净度就必须尽量减少甚至避免由下渣、卷渣和中间包耐材带来的夹杂物。天津钢管采取的措施有:采用下渣检测器控制换包时的下渣;连铸中及时调节拉坯速度,保持中间包液面稳定;防止结晶器液面波动过大形成卷渣;开浇过程中间包采用密封氩气保护浇铸[7]。
2.2 轧管工艺和技术难点
2.2.1 轧管工艺
采用了MPM限动芯棒连轧管机组轧制工艺技术,制定了环形炉加热→新型导盘式二辊鼓形辊穿孔机穿孔→7机架MPM限动芯棒连轧管机轧制→14机架三辊微张力定(减)径机定(减)径→链式冷床冷却工艺路线。考虑到4130M-QT-125K大直径厚壁机械用无缝钢管的内外表面要进行机加工,壁厚要求精度高、不圆度和壁厚不均度公差严的特点;因此,在生产时严格控制产品的外径公差和壁厚公差。4130M-QT-125K大直径厚壁机械用无缝钢管的内控外径和壁厚的允许偏差见表4。

表4 4130M-QT-125K大直径厚壁机械用无缝钢管的内控外径和壁厚的允许偏差
2.2.2 轧管技术难点
该钢种合金含量高、变形抗力大,轧管时穿孔、连轧主机载荷较高,且该类钢种内表面易出现质量缺陷,因此对穿孔、连轧设备冷却水进行控制,提高了毛管穿轧时的温度,确保在高温下轧制。
2.3 热处理工艺和技术难点
2.3.1 热处理工艺
钢管调质处理主要采用了旋转浸入式内外喷淬火方式,制定了步进梁式高温炉(淬火炉)→高压水除鳞→旋转浸入式内外喷水淬火→步进梁式低温炉(回火炉)→热矫直→链式冷床冷却的工艺路线。选择水淬工艺路线主要是保证整个壁厚全截面上都能得到马氏体组织,以保证回火后的力学性能满足要求,尤其是对全壁厚硬度变化值的控制要求[8]。
2.3.2 热处理制度
根据奥氏体转变结束温度Ac3=910-320w(C)-14w(Ni)-12w(Cu)-10w(Mn)+5w(Cr)+14w(Mo)+ 18w(Si)公式[5],计算出4130M-QT-125K钢的Ac3约为830℃;考虑Mn、Cr、Mo元素的影响,规定实际热处理淬火温度为890℃。回火温度和回火时间对钢管的机械性能和组织有较大影响,综合考虑对钢管的拉伸性能、冲击功、硬度等性能指标及钢管壁厚尺寸的影响,回火温度采用590℃,保温时间适当延长到80 min。4130M-QT-125K大直径厚壁机械用无缝钢管的热处理制度见表5。2.3.3热处理技术难点
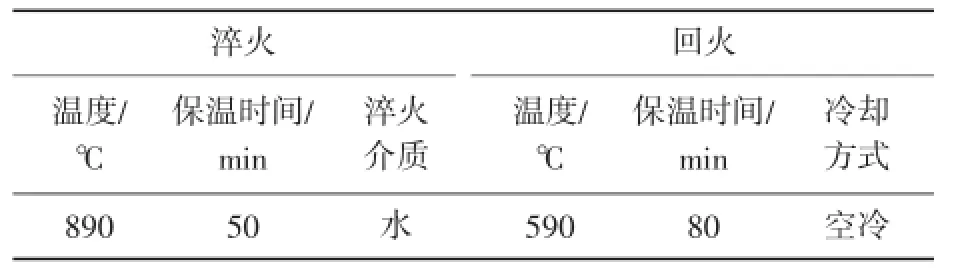
表5 4130M-QT-125K大直径厚壁机械用无缝钢管的热处理制度
(1)考虑到该规格无缝钢管大直径厚壁的特点,需要淬火装置有良好的冷却能力,钢管淬火时采用了夹紧旋转并快速浸淬功能的浸淬式钢管淬火装置,此种工艺的冷却能力极强,淬火效率高,配以钢管旋转装置,能使钢管在圆周方向冷却均匀,冷却变形极小,甚至无淬火弯曲变形[9-10]。
(2)热处理工艺采用水作为淬火介质,需要保证冷却水温和水循环,进行高温长时间回火,以保证性能均匀。为保证力学性能的均匀性,针对该牌号的钢管特意延长回火时间10min。
3 钢管的检验结果与分析
3.1 化学成分
4130M-QT-125K大直径厚壁机械用无缝钢管的熔炼和成品化学成分检验结果见表6,可以看出熔炼和成品的化学成分均达到了内控要求。
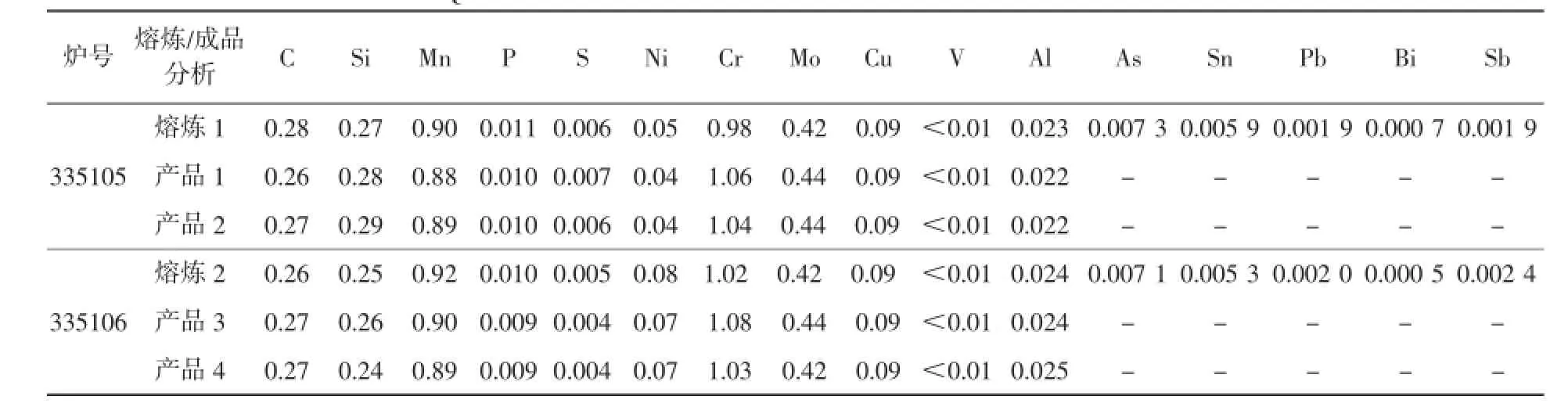
表6 4130M-QT-125K大直径厚壁机械用无缝钢管的熔炼和成品化学成分检验结果%
3.2力学性能
统计分析了76个热处理批次(其中首批逐支检验)4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能和金相组织。4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能统计结果如图1所示,晶粒度如图2所示,金相组织如图3所示,非金属夹杂物检测结果见表7。检测发现,4130MQT-125K大直径厚壁机械用无缝钢管的晶粒度为8.5级,显微组织为回火索氏体,低倍观察时未发现塔形发纹缺陷。
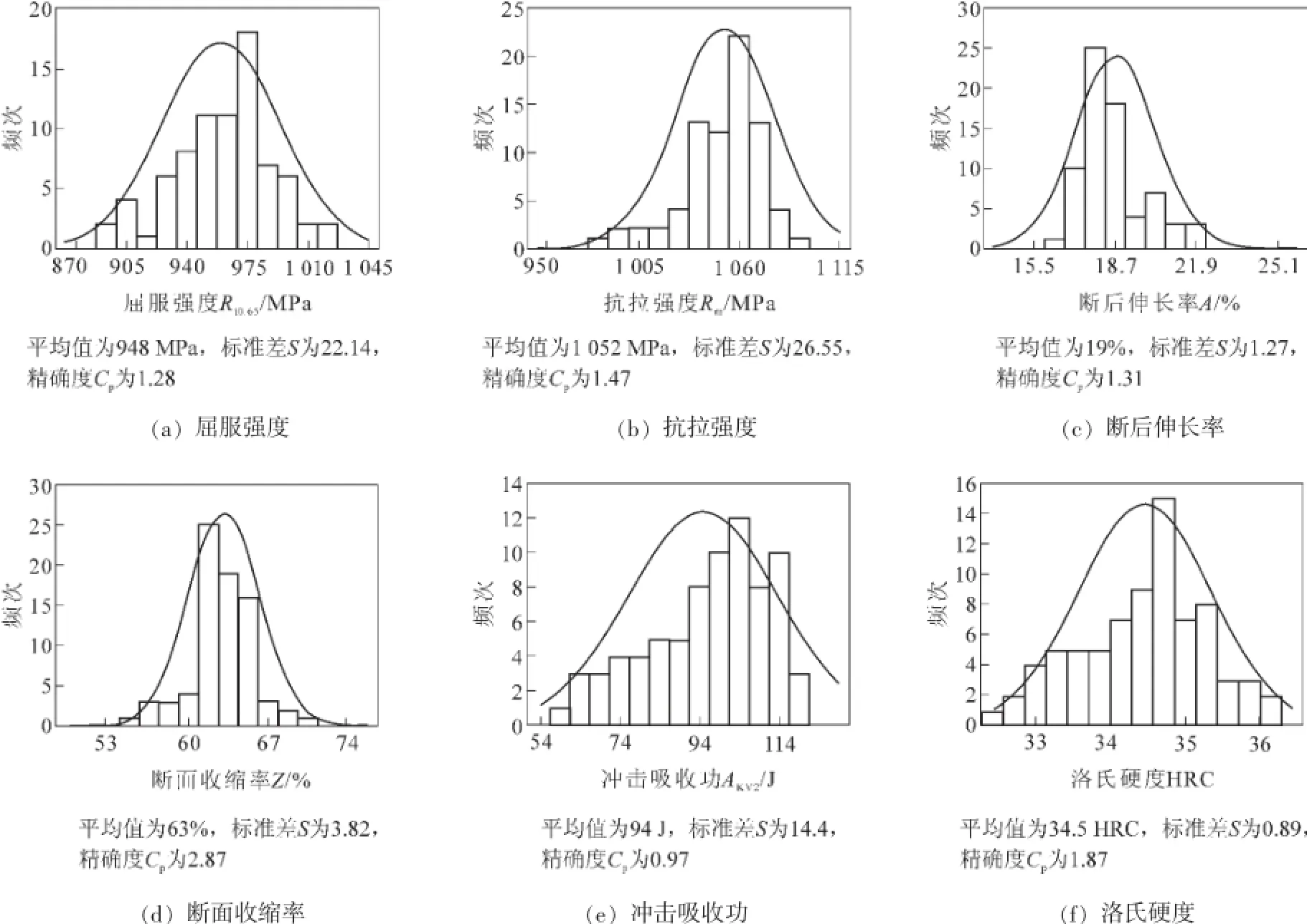
图1 4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能统计结果
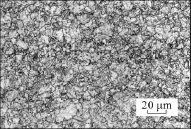
图2 4130M-QT-125K大直径厚壁机械用无缝钢管的晶粒度

图3 4130M-QT-125K大直径厚壁机械用无缝钢管的金相组织
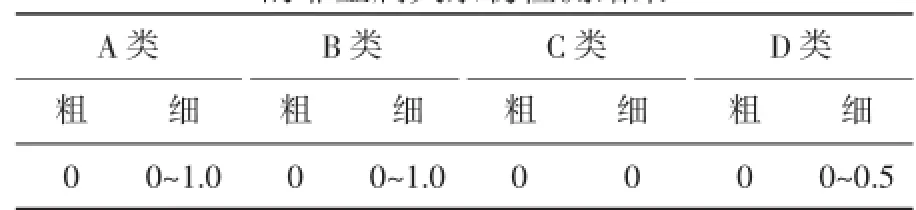
表7 4130M-QT-125K大直径厚壁机械用无缝钢管的非金属夹杂物检测结果级
检测4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能时,执行GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》,采用d0=12.7 mm、L0=50 mm的圆棒试样;冲击试验执行GB/T 229—2007《金属材料夏比摆锤冲击试验方法》[7],采用10 mm×10 mm×55 mm规格V型缺口试样;硬度试验执行GB/T 230.1—2009《金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)》,非金属夹杂物执行GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》中的A法和JK标准评级图进行评定;晶粒度执行GB/T 6394—2002《金属平均晶粒度测定方法》;显微组织执行GB/T 13298—1991《金属显微组织检验方法》;低倍检验执行GB/T 226—1991《钢的低倍组织及缺陷酸蚀检验法》和GB/T 1979—2001《结构钢低倍组织缺陷评级图》。
4 结果与讨论
4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能见表8,同一截面、不同位置的硬度检验结果如图4所示。从表8和图4可以看出:生产的4130M-QT-125K大直径厚壁机械用无缝钢管在最终热处理后的力学性能都满足了设计要求,说明化学成分的内控要求设计是有效的,热处理制度合理。在随后的人工表面检查和自动超声波探伤都没有发现淬火裂纹,全壁厚硬度值在33~37 HRC,同一截面、不同位置硬度变化值控制在3 HRC。验证了新型淬火装置可以满足更大直径和厚壁无缝钢管的调质处理,所设计钢种具有良好的淬透性。同时,也可以看出反应塑性、韧性指标的冲击功、硬度远没有屈服强度、抗拉强度等指标与规定要求的指标富余量大,而且冲击功分散程度大,造成工序能力指数较低,说明热处理时可以适当提高回火温度,以增加钢管的韧性,获得更好的综合性能。
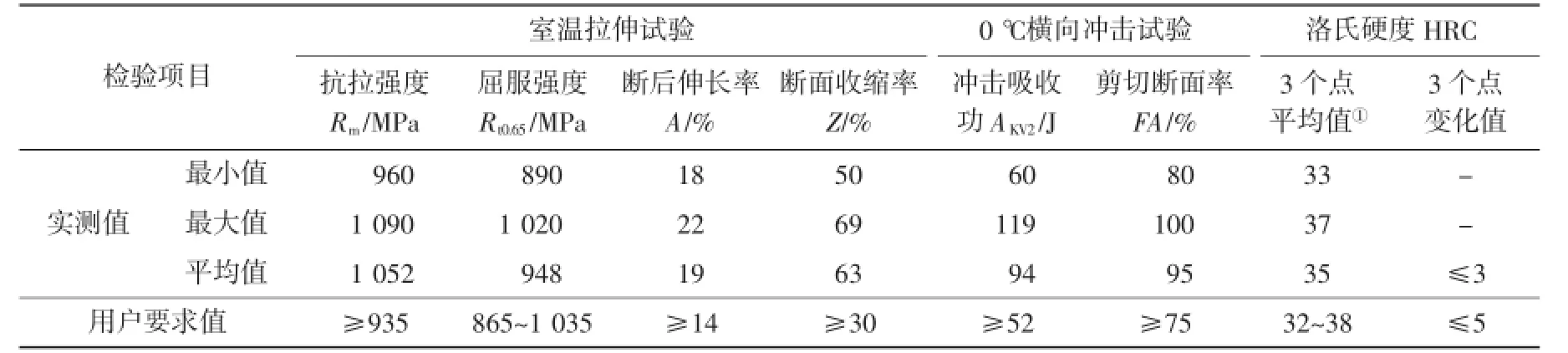
表8 4130M-QT-125K大直径厚壁机械用无缝钢管的力学性能

图4 4130M-QT-125K大直径厚壁机械用无缝钢管同一截面、不同位置的硬度检验结果
5 结语
天津钢管生产的4130M-QT-125K大直径厚壁机械用无缝钢管已试制成功且性能稳定,各项性能指标达到客户要求。生产4130M-QT-125K大直径厚壁机械用无缝钢管的过程中,解决了材料的化学成分、炼钢、连铸、连轧、热处理工艺等关键难点技术问题。
[1]中国钢结构协会钢管分会.中国钢管行业暨市场调研报告[R].2014:335.
[2]陈坤,边华川,滕建明.高强韧性液压支柱无缝钢管的研制开发[J].钢管,2009,38(1):26-29.
[3]王家聪,生敏,刘庆教,等.用Q345B钢管生产工程机械液压油缸缸筒[J].钢管,2012,41(6):45-49.
[4]孙宝珍.合金钢手册(上)[M].北京:冶金工业出版社,1984:241.
[5]崔忠圻.金属学与热处理[M].北京:机械工业出版社,1989.
[6]齐峰,卢秉军.转炉连铸连轧生产30CrMo气瓶钢[J].本钢技术,2014(3):13-16.
[7]姜桂连,李京社,孙开明,等.30CrMo气瓶钢中大型夹杂物的研究[J].炼钢,2009(4):58-60.
[8]余泽金,刘金,贺景春,等.淬火介质对30CrMo钢组织性能的影响[J].包钢科技,2015(5):20-22.
[9]刘国勇,冯超凡,张少军,等.钢管浸淬淬火温度场的均匀性分析[J].材料热处理学报,2014,35(7):205-210.
[10]杜学斌,徐能惠,毛成斌,等.浸淬式钢管淬火装置的研制[J].热处理技术与装备,2007,28(3):39-42.
Deve lopm ent of Large-sized,Heavy-wall
4130M-QT-125K Mechanica l Struc ture Seam less Stee l Tube
AN Jianbo,XU Jinling,SHAO Liqiang,WEN Yucheng
(Tianjin Pipe(Group)Corporation,Tianjin 300301,China)
Described here in the article are the designs of the large-sized,heavy-wall 4130M-QT-125K mechanical structure seamless steel tube,involving chemical composition,and processes of steel-melting/casting,piperolling and heat treatment,etc.Also summarized are the control tips formanufacturing the said tube.Relevantoperation practice demonstrates thatmanufacturing process as designed for the large-sized,heavy-wall 4130M-QT-125K mechanical structure seam less steel tube is reasonable,and the tube itself is in possession of such characteristics as high controlled-dimensional tolerance,consistent strength and toughness,yield strength:Rt0.65under 890~1 020 MPa,tensile strength:Rm≥960,after-fracture elongation:A≥18%,reduction of area:Z≥50%,impact energy absorption at 0℃:≥60 J,shearing area rate:≥80%,and full wall thickness Rockwell hardness:33~37 HRC. A ll the property values are up to or even over relevant agreed requirements.
seam less steel tube;mechanical structure tube;high grade steel;large-sized;machining;heat treatment;mechanical properties
TG335.71
B
1001-2311(2016)06-0015-05
2016-09-28)
安健波(1966-),男,高级工程师,从事无缝钢管生产工艺、新品开发及标准化管理工作。
