油缸用高强韧性冷拔新材料XG720的开发
2016-03-03王家聪罗海霞杨立志韦金钰叶海燕
王家聪,罗海霞,杨立志,韦金钰,叶海燕
(徐州徐工液压件有限公司,江苏徐州221004)
油缸用高强韧性冷拔新材料XG720的开发
王家聪,罗海霞,杨立志,韦金钰,叶海燕
(徐州徐工液压件有限公司,江苏徐州221004)
分析了27SiMn液压油缸发生爆缸后材料断口的形貌与断裂产生过程,并提出了一种高强韧性低碳当量XG720材料;分析了XG720材料的化学成分、力学性能、机加工性能以及焊接性能。分析认为:XG720材料的最大特点是热轧正火状态具有较高的强度与较好的韧性;冷拔加工后,XG720材料的性能完全优于27SiMn冷拔状态的性能,可以满足精密钢管的特殊要求。
精密钢管;液压油缸缸筒;XG720材料;冷拔;强韧性
1 开发背景
目前,国内工程机械行业液压油缸缸筒常用材料主要有20、45、27SiMn、25Mn等,这些材料或者是通过提高碳含量,达到提高材料强度性能的目的,或者是通过加入C、Mn、Si等元素提高钢材的性能。采用上述方法虽然提高了材料强度,使之满足机械设计的强度要求,但是因为增加了钢材中的碳、硅含量,必然会增大材料的碳当量,从而影响焊接性能。在油缸加工过程中,复杂断面与连接尺寸处都不可避免地需要进行焊接,油缸外表面在很多情况下都会连接较多结构件,经常无法进行焊前预热和焊后回火。若油缸材料的焊接性能较差,会给工程机械带来安全隐患[1-4]。
研究发现,国外通过降低材料碳当量来提高精密钢管用材料的焊接性能;通过添加微量合金元素来改善材料的微观组织,达到细化晶粒的目的,从而提高材料的综合性能,保证材料既具有较高的强度,同时又具有很高的韧性[5]。国外精密钢管韧性指标都较高,一般要求其断后伸长率A∧15%,-20°C冲击吸收功AkV2∧34 J[6-7]。国外油缸材料都不是普通的机械结构用钢,一般都是针对油缸的需要而特殊定制的低碳细晶粒合金钢。
目前,国内能够同时满足上述性能并可以进行冷拔生产的材料很少。2010年,徐州徐工液压件有限公司(简称徐工液压)开始使用Q345B(D)材料制造油缸[8],以替代原来的45钢,可以满足一般性能要求的油缸产品,但是在需要强度更高的油缸材料时,国内就没有可以选择的材料。
目前,国内高压油缸缸筒多采用27SiMn调质或冷拔精密钢管,虽然其能够保证足够的强度性能,但也存在明显的不足:27SiMn调质管材料需要进行调质热处理,成本高,成材率低(一般约为50%);27SiMn材料焊接性能不好[9],冷拔精密钢管塑性低,断后伸长率仅约为11%,室温冲击吸收功AkV2∧10 J,使用此材料制造的油缸产品,发生油缸爆缸事故概率较高。
2 27SiMn材料的断裂分析
为了进一步研究27SiMn材料的性能,并在此基础上开发出满足特殊需求的新材料,需分析27SiMn冷拔钢管断裂失效的原因。2008年,徐工液压生产的1支27SiMn液压油缸在使用过程中发生爆缸事故,在缸筒表面产生了一条纵向的大裂纹。
2.1 裂纹的宏观形貌与产生过程分析
油缸裂纹的宏观形貌如图1所示,裂纹一头沿纵向扩展到油缸端部,总长约3 m,在油缸表面焊接的支承架下有一条明显的、沿纵向扩展后又拐弯变为横向的裂纹,支承架下裂纹形貌如图2所示。

图1 油缸裂纹的宏观形貌

图2 支承架下裂纹形貌
由图1~2可知,裂纹在支承架下面分叉,将支承架去除,裂纹的分布形貌如图3所示。在图3中,A处是一个裂纹源,B处是另一个裂纹源,两个裂纹源都起源于焊点。将A、B区裂纹源放大,形貌如图4~5所示。图4所示中裂纹源扩展较少,可看到一个小月牙区(椭圆区域),放射线从焊点向外发散。图5所示中裂纹源扩展至整个管壁,呈一个大月牙区(椭圆区域)。纵向长裂纹断口基本为人字纹,纵向裂纹断口形貌如图6所示。以上断口均无明显塑性变形,断口形貌为清晰的放射线,可以判断断裂形式为脆性断裂。

图3 裂纹的分布形貌

图4 A区裂纹源形貌

图5 B区裂纹源形貌

图6 纵向裂纹断口形貌
A、B区域有明显的先断裂的扩展区(月牙区),整个断裂的产生阶段分为3步:①A区小月牙最先形成,因扩展区域小未形成断裂;②B区大月牙扩展速度快,穿越整个管壁后裂纹扩展到沿纵向的应力集中严重区,也就是A区的小月牙区;③当横向性能与纵向性能相同时,裂纹一般会沿断裂面和受力面扩展。27SiMn材料生产的油缸由于横向韧性较差,在该区有严重的各向异性,所以裂纹沿纵向穿过A区扩展为最后的大裂纹。
裂纹源位于焊点,分析认为焊接时的热影响区是引起裂纹的主要原因。为此分析焊缝各区域的微观组织,以寻找造成断裂的根本原因。
2.2 裂纹的显微组织分析
在断裂源处取样,低倍观察焊缝区附近的组织。焊点区组织形貌如图7所示,过渡区与母材组织形貌如图8所示。图7所示自右分布为:焊缝区、过热区、过渡区、母材区,图8包括过渡区和母材区。从区域灰度级可知焊点处的组织差别较大,也就是组织应力大。将各区组织再放大,其组织形貌如图9所示。

图7 焊点区组织形貌
图8 过渡区与母材组织形貌
由图9(b)可知,过热区的组织为粗大的近似于片状的淬火马氏体组织,淬硬深度约为400μm,因马氏体区分布在油缸的表面,很容易产生裂纹。结合宏观分析结果,两个裂纹源都产生在焊缝处,证实了裂纹是从马氏体区开始扩展。
2.3 断裂产生原因与消除手段
从以上分析可知,该油缸产生的裂纹是从管外壁表面的焊缝处开始的,过热区的片状马氏体组织韧性差,首先产生了微裂纹。片状马氏体具有高强度高硬度,但韧性很差,其特点是硬而脆。其原因是在片状马氏体中孪晶亚结构的存在大大减少了有效滑移系;碳化物沿孪晶不均匀析出又使脆性进一步增大;此外,片状马氏体中碳含量较高,晶格畸变大,淬火应力大,还存在大量的显微裂纹也是其韧性差的原因。该裂纹扩展至横向韧性较差的区域后,二次裂纹沿纵向迅速扩展,最终形成贯穿整个油缸的长裂纹。消除该断裂的根本手段就是要消除过热区的脆性片状马氏体组织。

图9 焊点区组织形貌
解决爆缸的最好方案是:选择焊接性能优良的材料,通过改进焊接工艺,焊前对管壁预热,焊后进行保温,降低冷却速度,或者焊后对焊缝进行退火。总之,一切工艺方法都是要保证焊后在过热区不出现脆性片状马氏体组织及粗大的魏氏组织,这样才能够避免类似事故的发生。
3 一种高强韧性新材料的开发
为了寻找各项性能都能够满足要求的材料,徐工液压联合国内某大型钢管公司,共同开发生产出一种高强韧性低碳当量材料。由于该材料与目前国内合金钢标准牌号都无法匹配,故命名为XG720(曾命名为XYQ420)[10-11]。
3.1 材料的化学成分与力学性能
XG720材料的化学成分是对GB/T 1591—2008《低合金高强度结构钢》中低合金高强度钢Q420的化学成分进行了一定范围的调整。主要包括:①提高了0.03%的w(C);②缩小了Mn含量的偏差,限制Mn含量在上限范围,从而保证材料的热轧状态性能也较高;③采用单一细化晶粒元素V替代Nb、V、Ti组合,并降低了Ni、Cu、Mo含量,从而达到提高材料强度和韧性、细化组织晶粒的目的。XG720、Q420、27SiMn材料的化学成分见表1。

表1 XG720、Q420、27SiMn材料的化学成分(质量分数)%
冷拔生产必须选择退火态或者正火态的坯料,软化后的材料有利于冷拔加工。XG720热轧材料与27SiMn热轧材料的性能对比见表2。由表2可知,XG720热轧材料的各项性能指标均优于27SiMn热轧材料,特别是材料伸长率高、冲击性能好,利于冷拔生产。

表2 XG720热轧材料与27SiMn热轧材料的性能对比
3.2 冷拔管的试制
选用XG720热轧无缝钢管做冷拔坯料,坯料规格Φ232 mm×18 mm,冷拔后规格Φ226 mm× Φ200 mm。冷拔工艺为:坯料退火→表面处理→冷拔Ⅰ→表面处理→冷拔Ⅱ→校直Ⅰ→成品退火→校直Ⅱ→下料测量。
其中,坯料退火温度为(850±10)℃,成品退火温度为(580±10)℃,随炉冷却至350℃出炉空冷。冷拔道次变形率为1.15~1.20,冷拔总变形量为1.37,控制内孔不圆度≤0.2mm。XG720、27SiMn冷拔管的力学性能对比见表3。
由表3可知,27SiMn冷拔管的抗拉强度与XG720冷拔管的抗拉强度相当。但XG720冷拔管与27SiMn冷拔管却具有明显不同的力学特性:XG720冷拔管在拉伸过程中有明显的屈服点,表现出了良好的塑性;27SiMn冷拔管的抗拉强度在一个较大的范围内波动,表现出一定的不稳定性,且27SiMn冷拔管在拉伸试验过程中一般不出现明显的屈服点,断后伸长率和冲击吸收功都很低,表现出了明显的脆性。

表3 XG720、27SiMn冷拔管的力学性能对比
在抗拉强度相当的情况下,材料塑性、韧性的提高使高强度液压油缸能更加适应恶劣工况。因此,相比于27SiMn冷拔管,XG720冷拔管更适合用于制造高压油缸。采用XG720冷拔管可有效降低液压油缸缸体因塑性不足而导致的爆裂。
3.3 材料的机加工性能
某液压油缸缸筒的加工工艺路线是:热轧管→酸洗磷化→冷拔→下料→校直→粗车削→刮削内孔→焊接→精车削。其中,刮削内孔和焊接是加工液压油缸缸筒的关键工序,分别属于材料的机加工性能与焊接性能,是此次新材料研究的主要关注点。
(1)内孔尺寸及粗糙度。XG720冷拔管缸体采用意大利某公司的刮削滚光设备进行内孔加工。加工后采用内径百分表测量内孔尺寸,采用粗糙度检测仪检测内孔的表面粗糙度。XG720冷拔管刮削后内孔尺寸偏差见表4。
由表4可知,XG720冷拔管两端口内孔圆度为0.07~0.08 mm,距离管端500 mm部位内孔圆度在0.05 mm以内。所以,XG720冷拔管刮削后内孔尺寸稳定,满足液压油缸缸体内孔尺寸要求。
XG720冷拔管内孔刮削后,内孔呈光亮镜面,每支钢管在内孔距离端口200 mm处检测其表面粗糙度。XG720冷拔管刮削后内孔表面粗糙度见表5。由表5可知,刮削后内孔表面粗糙度集中在0.09~0.12μm,满足内孔表面粗糙度≤0.20μm的要求。
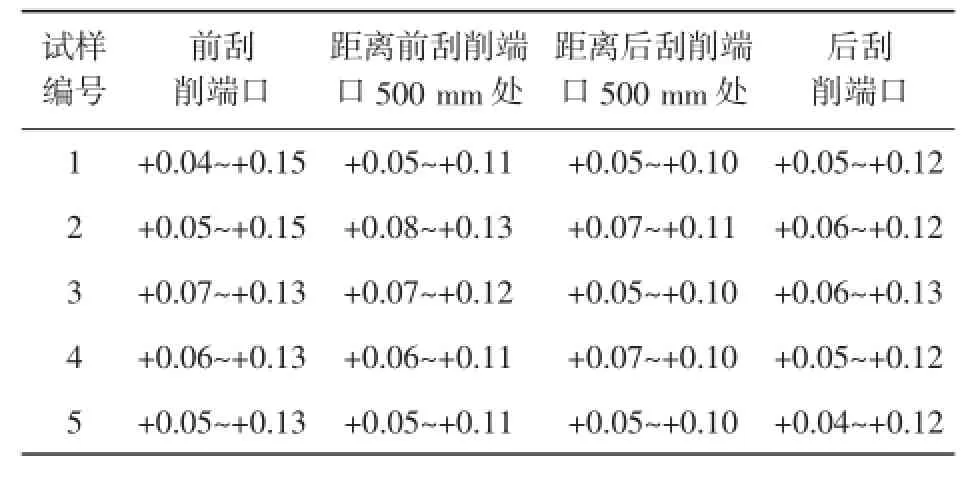
表4 XG720冷拔管刮削后内孔尺寸偏差mm
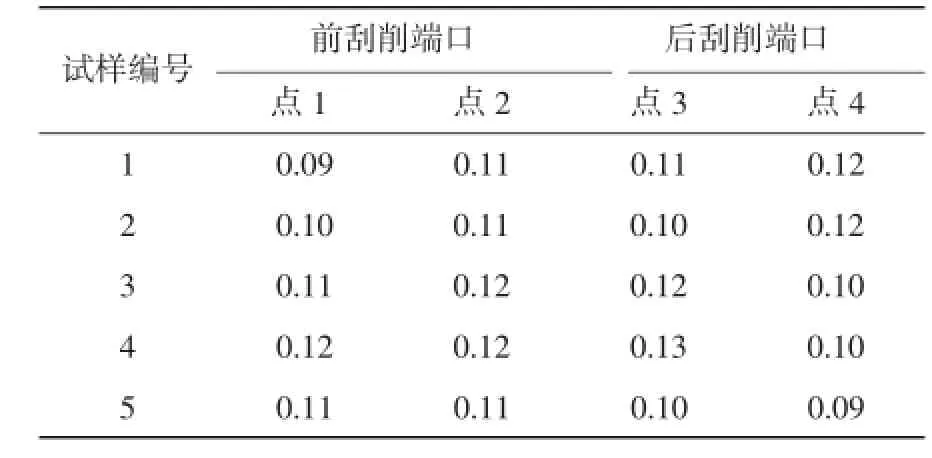
表5 XG720冷拔管刮削后内孔表面粗糙度μm
(2)刮削铁屑。XG720冷拔管刮削后铁屑形状如图10所示。铁屑呈卷曲带状,说明材料韧性良好,不容易断裂分开;铁削长度不超过80mm,又不会缠绕刮削刀体和拉伤缸筒内孔。这些现象综合表明,XG720材料具有较好的切削加工性能。
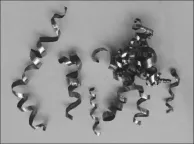
图10 XG720冷拔管刮削后铁屑形状
3.4 焊接性能
(1)材料碳当量的计算。采用美国焊接学会的碳当量计算公式[12]:Ceq=w(C)+w(Mn)/6+w(Si)/24+ w(Ni)/15+w(Cr)/5+w(Mo)/4+w(Cu)/13+w(P)/2,计算出XG720材料的Ceq为0.52%~0.66%,开发时特别要求控制其碳当量Ceq≤0.55%;27SiMn材料的碳当量Ceq为0.63%~0.79%,材料标准没有提出特别控制要求。可见,XG720材料比27SiMn材料的碳当量低12.6%~30.4%,表明XG720材料的焊接性能优于27SiMn材料。
(2)焊接试验方法。试验中采用两段同规格的XG720冷拔管进行对接焊,焊接坡口形式为U型,焊接方法为气体保护焊,保护气体为Ar和CO2混合气,焊丝选用药芯焊丝ER50-6。
(3)焊缝各区金相组织。XG720冷拔管焊缝宏观形貌如图11所示,各区金相组织形貌如图12所示。由图12可知,XG720冷拔管焊缝清晰,焊缝、热影响区和母材各区组织形态差异明显。焊缝中心组织为典型的平衡组织,细小的网状先共析铁素体均匀分布在珠光体基体上(图12a);热影响区粗晶区组织为板条状马氏体组织,是低碳钢焊缝热影响区的常见组织(图12b);热影响区细晶区组织是珠光体基体和弥散分布的铁素体组织(图12c),此部分组织经历了二次重结晶相变过程,母材中的合金元素V细化了奥氏体晶粒,因此转变后的珠光体晶粒非常细小,晶粒得到进一步细化;母材组织为铁素体+珠光体(图12d)。

图11 XG720冷拔管焊缝宏观形貌
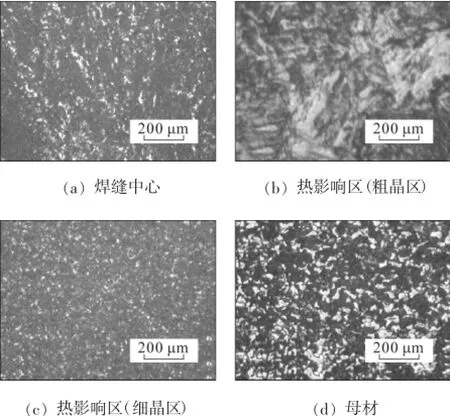
图12 XG720冷拔管焊缝各区金相组织形貌
马氏体的塑性和韧性主要取决于马氏体的亚结构。在相同屈服强度的条件下,板条状马氏体比片状马氏体的韧性更好,即在具有较高强度、硬度的同时,还具有相当好的韧性和塑性。板条状马氏体中碳含量低,可以发生“自回火”,且碳化物分布均匀;其次在胞状位错亚结构中位错分布不均匀,存在低密度位错区,为位错提供了活动余地,由于位错的运动能缓和局部应力集中。
从图11~12可以看出:在焊接过程中,XG720焊缝和热影响区组织发生了晶粒细化并产生了板条状马氏体。图11(b)与图9(b)相比,XG720材料焊接前晶粒细小,焊接后热影响区马氏体组织为板条状,非易产生裂纹的片状,且在热影响区还产生了二次晶粒细化,减小了马氏体组织的不利影响。
(4)焊缝冲击性能。为进一步验证XG720冷拔管的焊接性能,测试了焊接接头处的室温冲击吸收功。XG720冷拔管焊缝的室温冲击吸收功见表6。
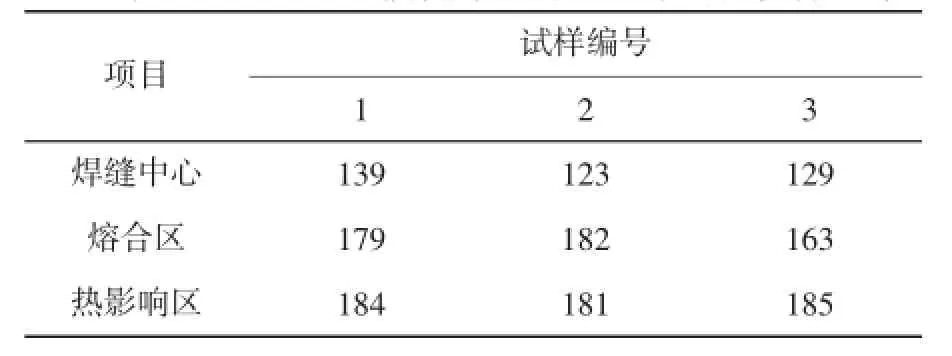
表6 XG720冷拔管焊缝的室温冲击吸收功J
由表6可知,XG720冷拔管的焊接接头冲击吸收功较高,能满足高压液压油缸缸体对焊接性能的要求。XG720材料最大的特点是热轧正火状态具有较高的强度与好的韧性,冷拔加工后,性能完全优于原27SiMn冷拔状态的性能。
4 结语
(1)27SiMn材料已不能完全满足工程机械用油缸行业的发展需求,其冷拔管产品在液压油缸制造过程中有爆缸风险。
(2)XG720材料已经开发使用4年,其各项性能满足精密钢管特殊要求。建议尽快将XG720材料加入我国合金钢序列,加快其生产推广速度,方便在冷拔精密钢管与液压油缸行业推广使用。
(3)建议国内钢管企业,进一步加大开发满足精密钢管行业需求的合金材料新品种的力度,开发更多满足精密钢管需求的新材料。
[1]陈登民,王家聪.工程机械液压缸缸筒材料选择之探讨[J].液压气动与密封,2013(12):81-85.
[2]叶海燕,姚东旭.液压油缸用冷拔管热处理工艺[J].金属加工(热加工),2014(S2):138-141.
[3]殷国茂.中国钢管飞速发展的10年[M].成都:四川科学技术出版社,2004.
[4]殷国茂.中国钢管50年[M].成都:四川科学技术出版社,2009.
[5]王家聪,王志远.高精度冷拔钢管断裂缺陷的分析与消除[J].金属加工(热加工),2009(1):52-54.
[6]EN 10305-1∶2002精密用途钢管交货技术条件第1部分:冷拔无缝钢管[S].2002.
[7]美国材料与试验协会.ASTM A 822/A 822M—2004液压系统设备冷拉碳素钢无缝钢管[S].2004.
[8]王家聪,生敏,刘庆教,等.用Q345B钢管生产工程机械液压油缸缸筒[J].钢管,2012,41(6):45-49.
[9]印波,邱望标.27SiMn焊接工艺的研究[J].机械,2010,37(11):71-75.
[10]张静,王志远,韦金钰,等.XYQ420冷拔管生产液压缸缸筒的加工工艺性研究[J].液压气动与密封,2016(5):71-73.
[11]张静,罗海霞,叶海燕,等.XYQ420冷拔管在液压缸缸体上的应用研究[J].液压气动与密封,2016(4):55-56.
[12]曹良裕,魏战江.钢的碳当量公式及其在焊接中的应用[J].材料开发与应用,1999(1):39-43.
Developm ent o f Hi-streng th/toughness Cold-d rawn XG720 Steel for Hyd raulic Cylinder Service
WANG Jiacong,LUOHaixia,YANG Lizhi,WEIJinyu,YE Haiyan
(Xuzhou XCMGHydraulics Co.,Ltd.,Xuzhou 221004,China)
Analyzed are the fracture morphology and rupturing generating process of the 27SiMn material as resulting from blow-out of the hydraulic cylinder.Based on the analysis result,the hi-strength/toughness,low carbon equivalent XG720 steel is proposed.A lso analyzed are the chem ical composition,mechanical properties,machinability and weldability of the XG720 steel.As a result,it is identified that the XG720 steelmostly features rather high strength and good toughness after being hot-rolled and normalized,while after being cold-drawn,its properties are quite better than the as-cold-drawn 27SiMn steel,havingmet the special requirement for the precision steel pipe.
precision steel pipe;hydraulic cylinder body;XG720 steel;cold-drawn;strength/toughness
TG356.5+2
B
1001-2311(2016)06-0009-06
2016-06-03)
王家聪(1968-),男,硕士,研究员级高级工程师,技术专家,主要从事冷拔钢管以及工程机械油缸新材料的开发研究工作。
