我国空心抽油杆的制造与应用
2016-03-03张朋举张德松殷志杰孙奇赵全
张朋举,张德松,殷志杰,孙奇,赵全
(1.中国石油吐哈油田分公司机械厂,新疆鄯善838202;2.中国石油玉门油田分公司酒东采油厂,甘肃酒泉735000)
我国空心抽油杆的制造与应用
张朋举1,张德松1,殷志杰1,孙奇2,赵全2
(1.中国石油吐哈油田分公司机械厂,新疆鄯善838202;2.中国石油玉门油田分公司酒东采油厂,甘肃酒泉735000)
介绍了国内空心抽油杆的主要结构和制造工艺,分析了空心抽油杆在热洗清蜡、掺稀采油、电加热采油、分层注水、排液采气5个方面的应用工艺。分析认为:直接连接式将成为空心抽油杆结构形式的发展方向;锻造成形与摩擦焊接+形变热处理这两种工艺,将成为国内空心抽油杆制造的主要方法;空心抽油杆的系列应用工艺将会成为国内稠油油田、高含蜡油田、天然气田开发的可靠方法。
空心抽油杆;制造;应用;结构;直接连接式;镦锻式;摩擦焊接式
近年来,随着边际油田(稠油区块、高含蜡区块等)规模性的开发,空心抽油杆的制造和应用技术得到了推动和发展。空心抽油杆特有独立通道,可通过该通道向井内注入热蒸汽、热水或热油、降黏剂和防腐剂,可有效地降低开采难度,增加分层开采计量层数[1-3],提高开采效率,降低开采成本。
在空心抽油杆的制造方面,随着摩擦焊接技术在工业制造领域的成熟应用,使用该技术制造空心抽油杆,成为了一种主要的制造方法。据相关资料显示,我国石油机械制造业已成功地将摩擦焊接技术应用于钻杆和空心杆生产上[4-12]。随着国内油田钻采技术的进一步发展,先后出现了多种空心抽油杆的结构形式以及多种空心抽油杆的辅助配套应用工具。近些年,有部分企业和科研单位,将热模锻制造技术,成功地应用到空心抽油杆的制造中,且制造工艺日臻完善。
空心抽油杆制造工艺的发展,为该产品在采油、采气、注水等钻采工艺的应用奠定了基础。与此同时,边际油田的规模性开采和难动用储量的进一步开发,推动了基于该产品的多种采油、采气、注水应用工艺的发展。
1 空心抽油杆的制造
1.1 主要结构
SY/T 5550—2012《空心抽油杆》规定了空心抽油杆的4种结构形式,分别是接箍连接镦锻式、直接连接镦锻式、接箍连接焊接式、直接连接焊接式。4种不同结构形式的空心抽油杆如图1所示。在这4种结构中,根据生产工艺的不同,可分为镦锻式和摩擦焊接式;根据结构形式的不同,可分为直接连接式和接箍连接式。直接连接式和接箍连接式的区别具体表现在制造工序的复杂程度和制造成本上。

图1 4种不同结构形式的空心抽油杆示意
1.2 制造工艺
1.2.1 摩擦焊接式
摩擦焊是一种现代的固相热压焊技术,具有焊接效率高、节能等优点[13]。摩擦焊接式空心抽油杆,是将独立加工成的杆头或者接箍,夹持在高速旋转的摩擦焊机上,通过杆头和杆体的高速摩擦实现固态焊接。其最大的优点是:空心抽油杆的杆头和接箍可以独立加工,由于工件的尺寸较小,因此独立加工方法的选择较多,可以保证加工尺寸精度和加工质量。摩擦焊接式内螺纹端接头如图2所示。
这种工艺不但应用在抽油杆的生产中,同时也应用在油管的修复、钻杆的制造中。国内采用这种工艺生产摩擦焊接式空心抽油杆的步骤分为3步。
(1)接箍端和杆头端的独立加工,流程为:棒料锯切→钻孔→粗车削→淬火→回火→精车削→挤压螺纹。
(2)杆体的热加工,流程为:杆体探伤→淬火→回火→杆体校直→车削平端面。

图2 摩擦焊接式内螺纹端接头
(3)摩擦焊接及辅助工艺,流程为:摩擦焊接→焊缝热处理→去除飞边→滚压焊缝→涂漆打包。
在这个系列工艺中,杆头和接箍的独立热处理加工、车削加工、螺纹挤压加工为准备工艺;杆体母材经过调质处理,为了保证力学性能,大多数生产厂家生产杆体时选择Cr、Mo钢为基本原材料,对比选择热处理参数与力学性能进行匹配。
在焊缝热处理工序中,有部分企业采用的是焊缝回火工艺,指焊接完成之后,在空气中对焊缝进行冷却,然后对冷却后的焊缝进行回火处理,用来消除摩擦焊接过程中产生的焊接应力。此外,为了提高焊缝的韧性,有部分企业采用形变和相变强化结合的方式,应用形变热处理工艺提高焊缝韧性。摩擦焊接工艺在空心抽油杆制造上的应用,也呈现出了这两种工艺。根据材料方面的知识可知,焊缝回火工艺无法保证焊缝部位和杆体在力学性能上一致,例如韧性指标、疲劳性能指标。前一种工艺相当于“正火+中频感应加热回火”工艺。文献[4]采用焊缝回火工艺,按照一定的工艺规范进行焊接,随后对接头进行局部中频感应加热回火热处理,改善了焊缝的韧性,降低了硬度,不产生回火脆化现象及回火软化现象。后一种工艺相当于“淬火+回火”工艺,利用摩擦焊接完成后,对焊缝的热处理工艺,克服了焊后热处理工艺留下的两个薄弱环节,使摩擦焊接接头的强度和韧性同时提高,进一步完善了摩擦焊接工艺,扩大了其应用空间[14]。
因此,从工艺角度分析,对比摩擦焊接+焊缝回火和摩擦焊接+形变热处理这两种制造工艺,后者的工艺优势更加明显。因此,摩擦焊接+形变热处理工艺将成为摩擦焊接式制造工艺的发展方向。1.2.2镦锻式
镦锻式空心抽油杆是采用热挤压成形的方式,将无缝钢管原材料按照一定的比例进行管端加厚处理后,再采用模锻成形的方法,使其达到所规定的形状。类似的工艺应用在加厚油管、钻杆、实心抽油杆等钻采产品上。例如,目前外加厚油管形成了一次成形为关键技术的生产工艺[15-16];根据钻杆制造规格,形成了多次热锻成形的关键工艺[17];较大规格的钻杆,形成了接头热模锻成形与管体摩擦焊接的生产工艺;实心抽油杆的生产,同样也是应用热模锻多次聚料、一次成形的工艺[18-20]。
国内生产镦锻式空心抽油杆的具体工艺步骤为:原材料检测→锻前加热→热锻成形→热处理→螺纹加工→水压试验→涂漆打包。与其他相关的石油机械类产品一样,镦锻式空心抽油杆的成形分为杆头成形和接箍成形。其中,杆头成形的关键工艺在文献[21]中有详细描述,接箍的成形工艺在文献[22]中有详细描述。
目前,国内镦锻式空心抽油杆的生产也有两种结构形式,一种是图1(a)所示的独立接箍连接式;一种是图1(b)所示的直接连接式。这两种形式的空心抽油杆都是热成形工艺完成后,应用整体淬火+整体回火的方法,提高空心抽油杆的力学性能。接箍连接式需要增加独立的接箍加工工序,导致生产效率低下,生产成本较高;因此,直接连接式镦锻空心抽油杆将成为镦锻式制造工艺的发展方向。
与实心抽油杆类似,空心抽油杆的原材料也选用Cr、Mo钢为基本材料,选用水基淬火介质结合系列温度参数进行处理,最终力学性能达到SY/T 5550—2012标准的要求。以20CrMo为基体材料的D级空心抽油杆成形后,杆头端成形实物如图3所示,接箍端成形实物如图4所示。

图3 空心抽油杆杆头端成形实物

图4 空心抽油杆接箍端成形实物
2 空心抽油杆的应用
利用空心抽油杆的密闭通道向井底注入介质,形成了热洗清蜡工艺、掺稀采油工艺、电加热采油工艺、分层注水工艺。同样,可以利用该通道实现天然气井的正常生产,形成排液采气工艺。
2.1 热洗清蜡工艺
原油在举升过程中,随着温度、压力的降低和气体的析出,溶解的石蜡便以结晶体析出,长大聚集并沉积在抽油杆和油管壁上,出现所谓的结蜡现象[23]。油井的清蜡和防蜡是日常管理的重要工作之一。随着生产时间的推移,油井结蜡将导致原油举升通道受阻,抽油机的载荷上升,若不及时清蜡会导致油井无法正常生产,致使油井修井作业。
空心抽油杆热洗清蜡技术原理如图5所示,将空心抽油杆下至油井结蜡点以下,采用单流结构,液体只能从空心抽油杆内腔流出,不能从油管内腔流入。进行热洗时,热洗液从三通阀流入,沿空心抽油杆内腔流经单流阀,返出到油管内腔。由于空心抽油杆的内径为23~30mm,过流面积小,热洗所使用的介质用量较少,热量损失较小,空心抽油杆热洗有90%的热量传递给油管内壁,常规热洗只有50%左右的热量传递给油管内壁[24]。

图5 空心抽油杆热洗清蜡技术原理示意
这种工艺在我国西部的春光油田、青海油田、新疆油田、宝浪油田、吐哈油田、玉门油田均已使用,提高了油井清蜡的效率、降低了操作成本,已经成为油井清蜡、防蜡的主要方法。
2.2 掺稀采油工艺
影响原油黏度的因素有轻质组分、直链烃类、胶质、沥青质的含量;其中,前两者含量降低,后两者含量增加,原油黏度增加。稀油轻质组分和直链烃类与稠油具有较好的互溶性,掺入稀油可以减少稠油中沥青的质量分数,增加稠油在稀油中的溶解量,降低沥青粒子相互缠结程度,从而降低稠油的黏度[25-26]。随着稠油黏度的降低,便可达到人工举升的条件。空心抽油杆的掺稀采油工艺就是利用该原理,将稀油运至转油池,用离心泵泵入稀油罐,再经过过滤器,通过掺稀泵泵入井筒内,稀油在掺稀点附近流入井筒,在井筒内与稠油充分混合,形成混合油,混合油的黏度可以达到有杆泵采油系统的顺利举升条件。目前,这种工艺广泛应用于我国东部的辽河油田、西部的吐哈油田。空心抽油杆掺稀采油工艺原理如图6所示。
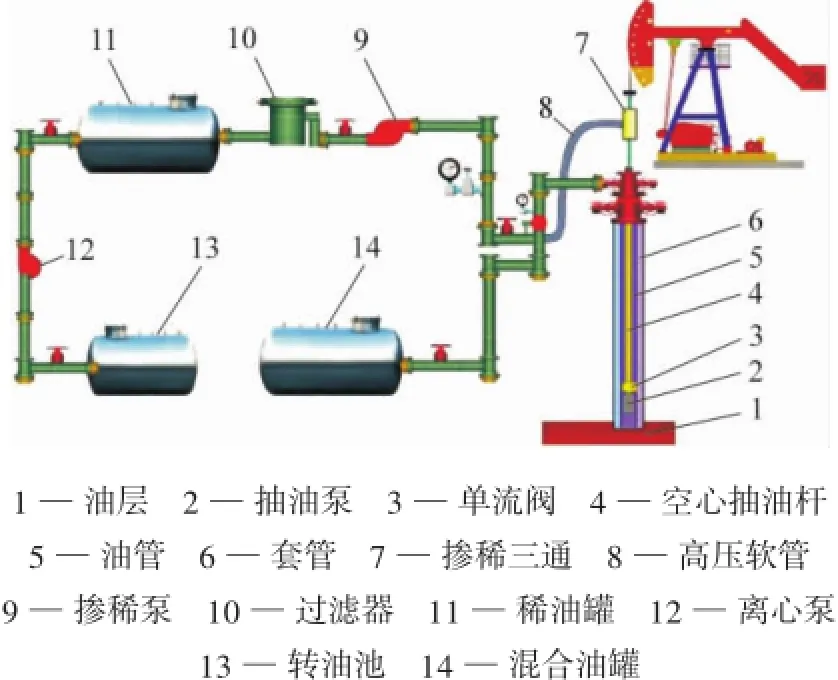
图6 空心抽油杆掺稀采油工艺原理示意
2.3 电加热采油工艺
空心抽油杆电加热采油工艺同样是利用稠油对温度的敏感,利用空心抽油杆集肤效应[27],产生热量并传递至井筒内的稠油,实现黏度的降低,达到正常举升。空心抽油杆电加热采油工艺原理如图7所示。将工业用电380 V、50 Hz交流电流经过配电柜的变压器变成单相高压交流电(500 V、800 V、1 200 V),频率在400~500 Hz,当高压交变电流经过导线传输至电缆和空心抽油杆的接触处并流经空心抽油杆时,空心抽油杆周围变化的磁场在空心抽油杆中产生感应电流,从而使得沿空心抽油杆截面的电流分布不均匀,尤其当频率较高时,电流几乎集中在管内壁极薄层内流过[28],从而大幅度增加电流阻抗,使空心抽油杆杆体的温度升高。空心抽油杆温度升高形成热源,为井筒内的原油加热,并可以通过调节频率和功率控制加热温度。一般情况下,稠油都有一个拐点温度,超过这个温度,稠油黏度会明显下降,反之稠油黏度会明显上升。所以在现场应用的过程中,要确保井口温度在拐点温度以上,用以满足原油的正常举升。
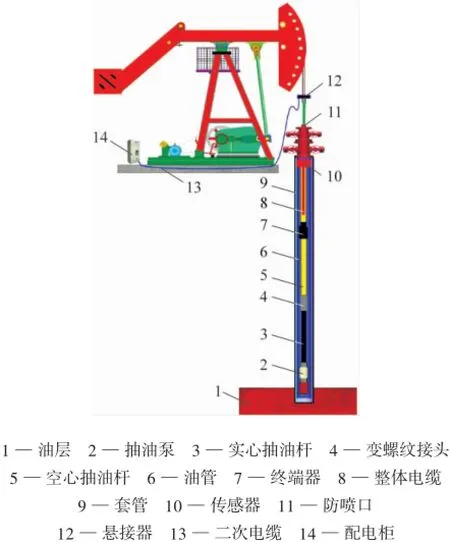
图7 空心抽油杆电加热采油工艺原理示意
2.4 分层注水工艺
注水,是通过注水井向油层注水补充能量,保持油层压力,是在依靠天然能量进行采油之后或油田开发早期为了提高采收率和采油速度而被广泛采用的一项重要开发措施[23]。利用空心抽油杆的独立通道,可对敏感地层实施精细注水。采用封隔器和桥式通道配合空心抽油杆工作,在完井过程中,将封隔器和滑套与油管柱结合,当油管下至指定位置后再下入空心抽油杆柱,保证空心抽油杆与桥式通道结合。在油管柱中注水,在一定的工作压力下井底的滑套、井段中的封隔器会完全打开,对井筒进行卡封。空心抽油杆分层注水工艺原理如图8所示。当卡封完成之后,就可以形成油套环空注一层、油管注一层、空心抽油杆注一层的注水工艺。这种工艺的最大优势是:井下无水嘴,无钢丝绳投捞作业,不仅节省投捞配水测试费用,而且避免投捞事故;可以实现地面直接验封,水量直接读取,容易实现远程集中控制。
2.5 排液采气工艺
空心抽油杆排液采气的主要原理是利用高速气流携带液滴,被高速气流携带的液滴在气流的作用下,其前后存在一个压力差,在压力差的作用下液滴会变成一个椭球体,扁平椭球体液滴具有较大的有效面积,更加容易被携带到井口中。在临界流状态下,液滴相对于井筒不动。液滴的重力等于浮力加阻力,有:


图8 空心抽油杆分层注水工艺原理示意
式中ρ1——液体密度,kg/m3;
ρg——气体密度,kg/m3;
g——重力加速度,m/s2;
Vd——椭球体积,m3;
Cd——阻力系数,取1;
Ad——椭球的垂直投影面积,m2;
vg——临界流速,m/s;
V——天然气的体积,m3;
σ——气液表面张力,N/m。
由公式(1)~(2)可以得到临界流速公式(3):

标准状态下的气体流量qc为:

式中At——空心抽油杆横截面积,m2;
P——标准状态下的大气压强,Pa;
Z——天然气的偏差系数;
T——绝对温度,K。
因此,根据公式(1)~(3)可计算出常用4种规格空心抽油杆在10 MPa以内的临界携液流量,具体见表1。相关资料显示,应用空心抽油杆配合气举阀,在N2气举诱喷后可实现连续生产[29]。应用空心抽油杆进行排水采气,为天然气藏的高效开发提供了一种方式。
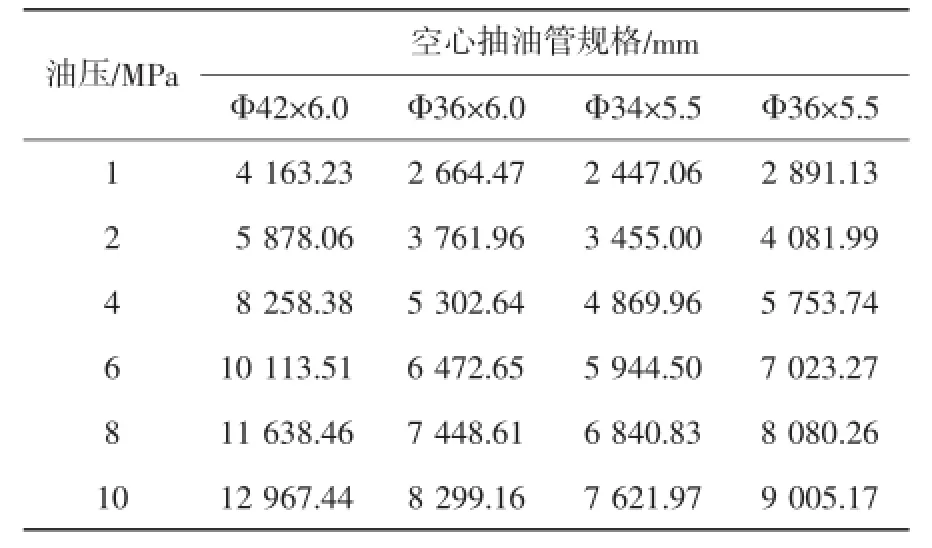
表1 4种规格空心抽油杆的临界携液流量m3/d
3 讨论
从目前国内对空心抽油杆的制造可以发现,应用摩擦焊接和锻造成型均可以实现,尚未发现有相关资料针对这两种技术制造的空心抽油杆在材料性能上的比较,特别是针对疲劳性能的比较。根据SY/T 5550—2012中对性能的要求,这两种制造工艺均可满足。生产经验表明,就结构而言,直接连接式加工工序较少,加工成本较低,结构优越性明显,将成为空心抽油杆结构的发展方向。文献[30]建议:对摩擦焊接式杆头、接箍部位的内表面作统一标准要求,对摩擦焊接式的强度一致性及焊缝疲劳性能作统一标准要求。在实际应用过程中,以中国石油吐哈油田鲁克沁采油厂为例,在应用摩擦焊接式空心抽油杆时,85%的质量问题发生在焊缝处;该采油厂在开采深井和超深井时已经全部更换成镦锻式空心抽油杆,杆柱的断脱率已大幅度下降。
在空心抽油杆的应用方面,电加热采油工艺、热洗清蜡工艺、掺稀采油工艺、排液采气工艺已经成为部分油田的主要开采方法。例如:中国石油青海油田英东采油厂大规模应用电加热采油工艺;中国石油吐哈油田鲁克沁采油厂大规模应用掺稀采油工艺;中国石化新疆勘探中心春光采油厂大规模应用热洗清蜡工艺;中国石化中原油田应用排液采气工艺,实现了水淹气藏的开发。实践证明,基于空心抽油杆密闭通道在采油和采气工艺上的应用,可对特殊油气藏实现有效开发。
4 结语
(1)空心抽油杆的制造有两种方法:①镦锻式,在热锻成型制造过程中,镦锻式空心抽油杆以直接连接式为主要发展方向;②摩擦焊接式,制造工艺以摩擦焊接+形变热处理工艺为发展方向,结构形式也是以直接连接式为主要发展方向。
(2)利用空心抽油杆进行油井清蜡、稠油开采、天然气井排液采气已经成为油气井的主要开发方法之一,这些工艺的拓展应用可以让油气田的开发更加高效,让难动用储量、部分特殊油气藏有了可靠的开采方法。
[1]魏新春.一体式空心抽油杆采油技术研究[D].成都:西南石油大学,2003:1-2.
[2]张朋举,王语,殷志杰,等.D级镦锻式空心抽油杆的热处理工艺[J].金属热处理,2015,40(1):71-74.
[3]张朋举,韩军,鞠汉良,等.空心抽油杆螺纹黏结原因分析及预防[J].钢管,2014,43(5):48-51.
[4]崔兰,张玉凤,霍立兴,等.空心抽油杆摩擦焊接头强韧性控制[J].材料开发与应用,1997,12(5):20-24.
[5]崔兰,霍立兴,张玉凤,等.空心抽油杆摩擦焊接接头断裂失效分析[J].石油矿场机械,2002,31(6):49-51.
[6]张中信,朱海,吴则中,等.摩擦焊在石油机械制造业中的应用[J].石油矿场机械,1998,27(1):4-7.
[7]何艳玲,石志强,孙永兴.空心抽油杆摩擦焊接头的焊后热处理工艺研究[J].石油工程建设,2005,31(6):49-51.
[8]刘军.摩擦焊在美国的应用与发展[J].焊接技术,1995(4):46-47.
[9]王滕宁.摩擦焊在美国制造业中的应用[J].山东机械,2003(4):20-21.
[10]周君.摩擦焊技术发展与展望[J].机械工人,2006(2):27-29.
[11]Stayanarayana VV,Madhusudhan Reddy G,Mohandas T,et al.Continuous drive friction welding studies on AISI 430 ferritic stainless steel[J].Science and Tecnology ofWelding and Joining,2003,8(3):184-193.
[12]Hakan Ates,Mehmet Turker,Adem Kurt.Effect of friction pressure on the properties of friction welded MA956 iron-based superalloy[J].Materialsand Design,2007,28(3):1-6
[13]张俊.空心抽油杆摩擦焊工艺研究[D].北京:中国石油大学,2008:1-2.
[14]陈祥禧.摩擦焊区焊热处理工艺研究[J].石油机械,2003,31(S1):38-41.
[15]崔奋,张德松,王国正,等.外加厚油管一次成形技术应用分析[J].石油矿场机械,2010,39(11):90-93.
[16]周勇,郭胜.钢管加厚一次成型工艺的开发[J].轧钢,2007,24(1):30-32.
[17]赵旺初,徐新成,杨向东,等.石油钻杆管端加厚分步镦锻成形工艺研究[J].锻压技术,2014,39(12):10-13.
[18]周瑞芬,柏琳,高源.油田用抽油杆镦锻成形过程数值仿真研究[J].科学技术与工程,2010,10(26):6415-6420.
[19]俞彦勤,黄早文,邓小山,等.抽油杆镦锻成形新工艺的试验研究[J].机械工艺师,2000(2):10-11.
[20]黄早文,俞彦勤,唐锴,等.抽油杆头部镦锻[J].石油机械,1993,21(8):1-6.
[21]黄早文,俞彦勤,刘和平,等.浅析空心抽油杆头部锻造成形[J].石油机械,1994,22(12):12-15.
[22]段元凯,殷志杰,张丽媛,等.液压镦锻空心抽油杆成型技术研究及应用[J].中国石油和化工标准与质量,2014,34(10):181.
[23]张琪.采油工程原理与设计[M].东营:中国石油大学出版社,2006:348-349.
[24]邱海涛,马艳,刘亮,等.空心抽油杆工艺技术在青海油田的运用及推广[J].钻采工艺,2008,31(5):150-151.
[25]张琪,王钊,万仁溥.采油工程方案设计[M].北京:石油工业出版社,2002:150-160.
[26]鄢宇杰,李永寿,邱小庆.塔河油田掺稀降黏技术研究及应用[J].石油地质与工程,2012,26(6):108-110.
[27]王旭.辽河油区稠油开采技术及下步技术攻关方向探讨[J].石油勘探与开发,2006,33(4):484-490.
[28]李启堂,王立影,何东升,等.基于集肤效应的空心抽油杆电热系统的数值计算[J].石油学报,2005,26(3):110-113.
[29]宇文双峰,刘刚,杜香梅,等.白庙凝析气田空心抽油杆排液采气工艺技术的应用[J].钻采工艺,2004,27(2):26-29.
[30]张朋举,任坤,单慧玲,等.空心抽油杆行业标准适应性分析[J].石油矿场机械,2015,44(8):30-33.
Domestic Manufac ture and App lication of Hollow Sucker Rod
ZHANG Pengju1,ZHANG Desong1,YIN Zhijie1,SUN Qi2,ZHAO Quan2
(1.Machinery Plant,PetroChina Tuha Oilfield Company,Shanshan 838202,China;(2.Jiudong Oil Production Plant,PetroChina Yumen Oilfield Company,Jiuquan 735000,China)
Described in the article are themain structure of and themanufacturing process for the home-made hollow sucker rod.And analyzed are the fivemajor applied processes of the said rod,i.e.,hot-washing of paraffin,dilute oil production,electric heating oil production,separate layer injection,and drainage gas recovery.The analysis result leads to such a conclusion that the direct connection type will become the development trend of the hollow sucker rod structure type;and for domestically manufacturing the sucker rod,the forge-formation process and the friction welding+thermomechanical treatment will be employed as themain method,and that the serial applied processes of the hollow sucker rod will be the effective selection by domestic exploitation of heavy oil field,high wax oil field and gas field.
hollow sucker rod;manufacture;app lication;structure;direct connection type;upsetting type;friction welding type
TG335.7;TE933+.2
A
1001-2311(2016)06-0040-06
2016-05-17;修定日期:2016-08-01)
张朋举(1983-),男,硕士,工程师,从事空心抽油杆的制造与应用方面的研究工作。
