播种机机架焊接机器人柔性工作站设计*
2016-02-24李西洋李成松宋海草
李西洋,成 斌,李成松,宋海草,张 惠
(石河子大学 机械电气工程学院,新疆 石河子 832003)
播种机机架焊接机器人柔性工作站设计*
李西洋,成斌,李成松,宋海草,张惠
(石河子大学 机械电气工程学院,新疆 石河子832003)
摘要:为使多种型号播种机机架在同一工作站完成自动焊接,提出一种以IRB1520ID弧焊机器人为执行器、以ABB IRC5为控制核心的焊接自动化工作站。针对不同型号的播种机边梁在结构上的差异性,采用模块化理念,设计了快速换装的定位加紧平台。将单轴变位机头座和尾座设计成可沿轨道自由滑动的结构,解决不同型号播种机机架总装焊接膜宽不同的问题。创新性的设计了集播种机边梁焊接和总装焊接于一体的机器人柔性工作站,文章重点介绍了柔性工作站的组成、柔性装夹平台、控制系统。
关键词:播种机机架;机器人工作站;柔性工装;控制系统
0引言
播种机机架是播种机的主要构件,具有结构尺寸大,受力强度高,装配和焊接精度高等特点,播种机机架焊接精度是保证播种机质量的基础,对播种机整体性能有重要影响。目前播种机机架焊接多采用人工焊接操作,存在焊接强度不够、焊接质量差等问题[1-2]。为了保证定位精度和刚度,传统播种机机架装配工装主要采用刚性结构,即采用专用工装,播种机机架焊接生产未考虑不同型号间的相似性,焊接生产作业转换频繁,生产总流程时间长、设备利用率低。
焊接机器人柔性工作站立足于可重构的模块化调节,适应各种生产条件变化的作业系统,适用于多品种小批量生产[3]。在已有文献中,主要研究集中在汽车、航空、电子和工程机械制造领域,王浩等[4]针对铝合金脚手架结构弧焊任务以焊接机器人为操作中心,创新性的设计了孔槽结合的柔性化装夹平台;赵文[5]采用焊接机器人和龙门专机为核心的焊接单元,实现端墙的自动定位和传输的自动化焊接的柔性端墙生产线;张骥丰等[6]设计了锥形定位夹紧装置,可以适应不同宽度挖掘机斗杆的装夹,满足多种大小不同型号的挖掘机斗杆的自动焊接;李文强等[7]针对飞机蒙皮的装配研制了一套吸盘式柔性工装系统,替代了多个固定工装。
当前,我国农业机械存在品种系列多,生产规模小,加工工艺落后等问题[8-9]。本文对农业机械柔性焊接生产进行研究,结合播种机机架尺寸大小,形状复杂等特点,对播种机机架柔性工作站进行分析,设计了一种适合2MBJ系列4种不同型号播种机机架边梁焊接及机架装焊于一体的焊接机器人柔性工作站。
1焊接工作站布局
1.1播种机机架结构
2MBJ系列播种机机架主要有左边梁总成、右边梁总成、前梁和后梁等部分组成,如图1所示。不同型号播种机由于适宜地膜宽度不同,其前梁、后梁和挡膜杆对应长度分为四种,左、右边梁总成间距分别为750mm、800mm、1300mm、2100mm。左、右边梁总成中的四连杆竖杆总成结构有两种,如图2所示。因此要求工作站满足四种不同型号播种机机架,以及两种四连杆竖杆总成的焊接。
待焊结构件材质为Q235、Q345,焊缝形式主要为直角焊缝,要求焊接飞溅量小,焊缝成形好,结合生产实际和成本分析,本工作站采用非脉冲MIG焊。播种机机架的焊接过程主要有以下步骤:①左、右边梁总成(共22个组件)焊接;②前梁、后梁和挡膜杆与左、右边梁总成连接装焊。
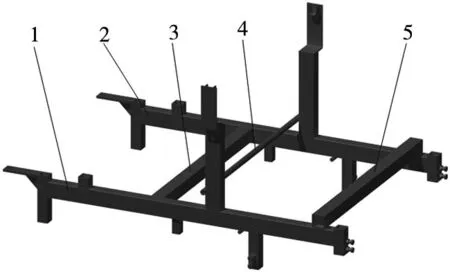
1.右边梁总成 2.左边梁总成 3.后梁 4.挡膜杆 5.前梁
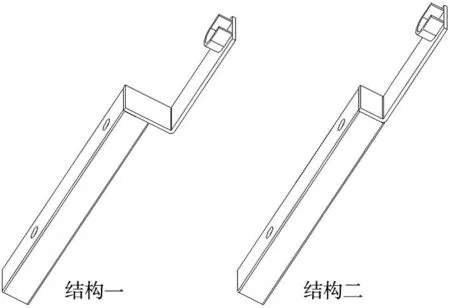
图2 两种四连杆竖杆总成结构
1.2工作站整体布局
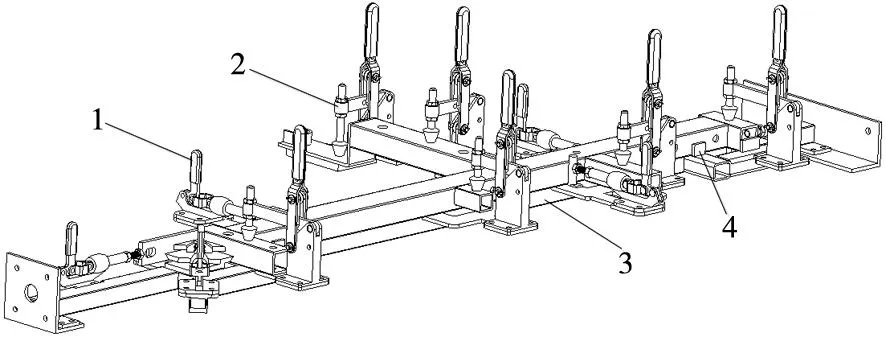
本文所涉及的播种机机架柔性工作站采用双机器人同步工作,设备主要由机器人、导轨、单轴变位机、焊接工作台、前后梁支撑架、清枪剪丝机构、控制柜、焊接电源、安全护栏、机器人安装底座等组成,整体布局如图3所示。该部件的总体结构是在CATIA环境下进行建模的,其中,机器人安装在导轨Ⅰ上,根据结构件焊接作业要求,机器人工作最大半径为1520mm,可沿X方向最大移动1695mm;为了实现对不同型号尺寸的播种机机架进行焊接,在方案设计中,将单轴变位机Ⅰ两端座分别安装在导轨Ⅱ、导轨Ⅲ上,可做X方向整体自由运动1589mm;考虑到工人站立作业的高效舒适性,焊接工作台装夹工作面距地高度设计为950mm[10];前后梁支撑架安装在滚珠导轨上,沿X方向移动适应不同膜宽前梁、后梁和挡膜杆的支撑及定位。
焊接时首先通过交互式触摸屏选择对应型号待焊播种机机架,确定工作站系统相应的运行模式。单轴变位机工作使左、右边梁焊接工作台旋转到水平位置,工人将左、右边梁待焊结构件定位并加紧在相应位置,工人退出安全护栏区域,焊接机器人执行焊接工作,焊接完成后变位机翻转180°,机器人继续执行左、右边梁焊接任务,完成后,装夹右左边梁的变位机及相应的焊接机器人沿X轴方向移动到相应型号播种机膜宽位置,焊接工作平台翻转相应角度使左、右边梁相对,工人将前梁、后梁和挡膜杆装夹在前后梁支撑架上,机器人执行机架总焊装任务,焊接工作执行时,安全护栏工作区域内禁止工人入内,如有进入则执行急停命令。
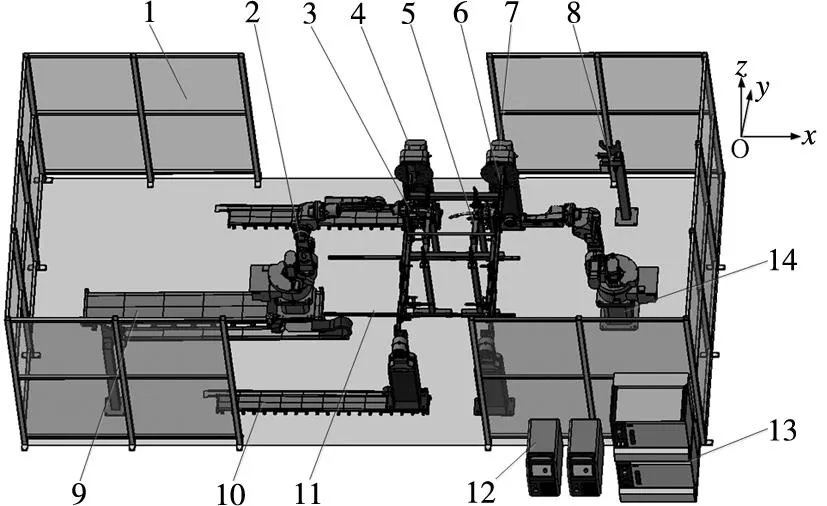
1.安全护栏 2.机器人 3.焊枪 4.单轴变位机Ⅰ 5.前后梁支撑架 6.焊接工作台 7.单轴变位机Ⅱ 8.清枪剪丝机构 9.导轨Ⅰ 10.导轨Ⅱ 11.导轨Ⅲ 12.焊接电源 13.控制柜 14.机器人安装底座
图3播种机机架柔性工作站示意图
2柔性工作站主要机械结构
2.1柔性焊接工装平台设计
(1)边梁焊接夹具
本套焊接夹具主要有支撑底板、垂直式铰链—杠杆夹紧器、推拉式快速水平夹紧器等构成,如图4所示。应用六点定位原理将工件的六个自由度全部限制在夹具中确定的位置,定位主要以支撑底板和挡铁限制。夹紧由夹紧器完成,夹紧装置采用手动快速夹紧,快速方便且维护方便。侧向夹紧采用推拉式快速水平夹紧器,垂直方向夹紧采用垂直式铰链—杠杆夹紧器,夹紧器压紧头部为平底橡胶压头,设置它的目的在于当压紧装置使工件向预变形装置推动并变形时,防止工件上翘。
1.推拉式快速水平夹紧器 2.垂直式铰链—杠杆夹紧器 3.支撑底板 4.挡铁
图4边梁焊接夹具
针对左、右边梁总成中两种四连杆竖杆总成的焊接需满足在同一平台快速转产换装的要求,采用模块化的设计理念,在四连杆竖杆总成结构一转换为结构二生产时,将夹紧器螺栓拧开,在夹紧器下安置可拆卸定位块,并把螺栓拧紧,最后重新调整夹紧器压头至相应高度,如图5所示。
(2)总装焊接夹具
播种机机架总装焊接夹具以安装在滚珠导轨上的两个支撑架上端面为作业平台,两个支撑架间的距离依据播种机机架型号的不同可自由调整,如图6所示。前梁和后梁采用垂直式铰链—杠杆夹紧器夹紧。挡膜杆采用搭配钢梢的弹簧侧向定位柱夹紧,侧向定位柱由压入方式安装,如图7所示。弹簧侧向定位柱利用自动复位功能在夹紧及取放挡膜杆时无需外力帮助。
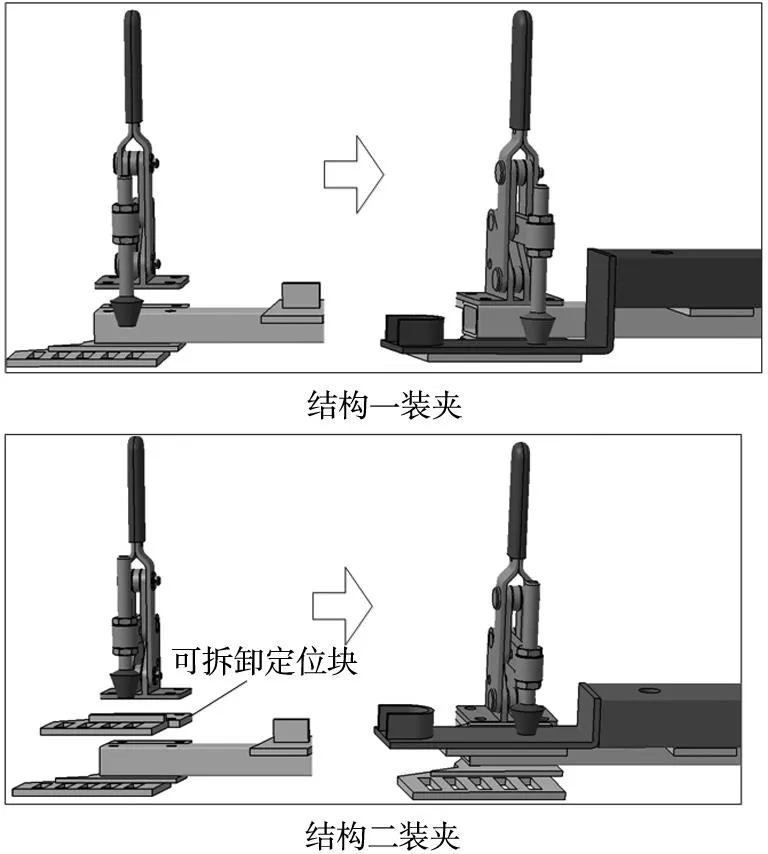
图5 四连杆竖杆总成装夹示意图

1.垂直式铰链—杠杆夹紧器 2.弹簧侧向定位柱 3.支撑架 4.后梁 5.挡膜杆 6.前梁
图6总装焊接夹具
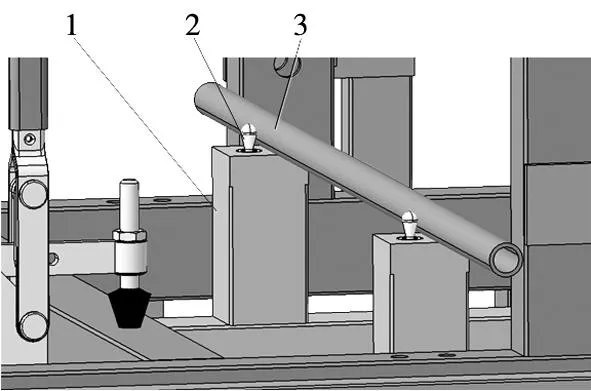
1.支撑架 2.弹簧侧向定位柱 3.挡膜杆
2.2变位机及导轨设计
本套焊接系统配置的变位机由变位机头座、变位机尾座、专用工装夹具等部分组成。配置双工位单轴变位机,变位机的回转采用了与机器人联动的交流伺服电机,配合机器人在任意转动角度完成焊接动作,驱动精度可靠,速度可调。变位机各结构件均采用优质钢材焊接而成,并进行退火等工艺处理,以保证结构件的强度。变位机变位角度范围为±180°,设计平均旋转速度为90°/s。
为满足播种机机架总装焊接不同型号膜宽的特点,单轴变位机Ⅰ头座和尾座设计成沿轨道自由滑动的结构;焊接机器人为适应不同型号膜宽变化的焊接任务,将其基座安装在导轨上,如图8所示。焊接机器人、单轴变位机头座和尾座所在导轨均采用交流伺服电机控制,与机器人联动,设计运动平均速度为1.2m/s;前后梁支撑架在人力作用下可沿滚珠导轨自由滑动。

图8 变位机及导轨结构
3控制系统设计
控制系统对象是由18台交流伺服电机,用于限位、检测及防撞保护的开关以及其它配套保护及控制元件组成。本工作站控制系统以ABB IRC5为控制核心,该控制器适用于复杂生产环境中的应用。工业控制计算机通过系统总线对现场数据进行采集、处理。数字量输入输出模块通过二进制控制信号和电隔离信号的转换完成控制层与执行层的通信;通过伺服、驱动控制接口对交流伺服电机速度、位置等进行控制,作业动作主要包括机器人本体执行焊接动作、变位机翻转切换焊接工装平台作业面、导轨带动焊接机器人及变位机Ⅰ头座和尾座移动工作位置;通过传感器对焊缝、轮廓进行追踪,对压力、声光信号进行采集反馈,从而实现工作站自动有序的进行焊接生产工作。控制系统结构如图9所示。

图9 控制系统结构图
4结束语
焊接工艺装备是农业机械制造中的重要环节,设计机器人柔性焊接工作站对提高播种机制造质量、提高焊接效率及降低工人劳动强度有重要意义。本文重点对柔性焊接工作站布局、柔性焊接工装平台、装夹定位方式和控制系统进行设计,通过系统总线使得焊接机器人、变位机和导轨运动协调联动。解决的关键技术如下:
(1)设计出满足不同型号边梁、不同膜宽总装焊接的装夹平台,解决一套工装只能装夹一种型号播种机待焊件的问题;
(2)解决播种机机架边梁焊接和总装焊接一体化焊接工作站设计;
(3)解决工件的快速装夹定位,柔性工装减少传统焊接方式中工装的数量,缩短生产准备时间。
[参考文献]
[1] 朱士强. 对我国当前播种机质量发展的思考[J]. 中国新技术新产品,2013(5):229.
[2] 姜海洋. 论玉米免耕播种机的质量问题及完善建议[J]. 中小企业管理与科技(上旬刊),2011(4):119.
[3] 赵新悦. 现代企业生产制造系统柔性研究[D].天津:河北工业大学,2009.
[4] 王浩,任汉能,薛建彬,等. 铝合金型材自动化焊接工作站设计[J]. 组合机床与自动化加工技术,2013(3):5-8,11.
[5] 赵文. 柔性敞车端墙自动化焊接生产线技术改造[J]. 焊接,2014(6):59-62,72.
[6] 张骥丰,郑卫刚,张琦. 挖掘机斗杆焊接机器人工作站的设计及应用[J]. 热加工工艺,2012,41(13):200-201.
[7] 李文强,李贺,段磊,等. 飞机蒙皮吸盘式柔性工装系统研究[J]. 机械设计与制造,2012(8):156-158.
[8] 冯启高,毛罕平. 我国农业机械化发展现状及对策[J]. 农机化研究,2010(2):245-248.
[9] 杨敏丽. “十二五”中国农业机械化发展形势分析[J]. 中国农机化,2011(1):9-14,22.
[10] 郭伏,钱省三. 人因工程学[M]. 北京:机械工业出版社, 2006.
(编辑李秀敏)
Design of Welding Robot Flexible Workstation of planter Frame
LI Xi-yang, CHENG Bin, LI Cheng-song, SONG Hai-cao, ZHANG Hui
(College of Mechanical and Electrical Engineering, Shihezi University, Shihezi Xinjiang 832003, China)
Abstract:In order to make the various types of planter rack complete automatic welding in the same workstation, proposed to a kind of to IRB1520ID arc welding robot as the actuator, ABB IRC5 as the control core of welding automation workstation. according to different types of planter edge beam have different structures, used the modularization concept and designed and Designed the positioning clamping platform can achieve quickly change the fixture. The uniaxial displacement's head stock and tailstock designed to can along to the track be freely slidable structures to resolve different types of planter frame assembly bonding film width different problems. the article focuses on the composition of flexible workstations, flexible clamping platform control system.
Key words:planter frame; robot workstation; flexible tooling; control system
中图分类号:TH165;TG409
文献标识码:A
作者简介:李西洋(1991—),男,乌鲁木齐人,石河子大学硕士研究生,研究方向为生产系统与集成技术,(E-mail)ielixiyang@163.com;通讯作者:成斌(1961—),男,新疆石河子人,石河子大学教授,研究方向为工业工程、农业机械化工程,(E-mail)634992417@qq.com。
*基金项目:石河子大学科学技术研究发展计划项目(2014ZRKXQ06)
收稿日期:2015-03-04;修回日期:2015-04-02