汽车顶盖螺柱焊定位工装研究
2016-02-23陈长
陈长
(上汽通用五菱汽车股份有限公司,广西柳州545007)
汽车顶盖螺柱焊定位工装研究
陈长
(上汽通用五菱汽车股份有限公司,广西柳州545007)
汽车顶盖螺柱的定位由于顶盖翻边一般都是弧形,螺柱定位面往往不会与汽车坐标平行,为保证螺柱焊的精确位置,螺柱工装的结构设计不同于普通的白车身定位工装设计。本文针对顶盖螺柱焊的生产特点,结合我公司现有的生产工艺规划和布局,就目前已开发使用的几种螺柱焊定位工装进行了简要阐述,为汽车白车身顶盖螺柱焊定位工装的设计研究和应用提供参考。
螺柱焊;顶盖;白车身;定位工装
1螺柱焊简介
螺柱焊是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。目前汽车车身生产线的很多区域都用到螺柱焊,相对于其他区域,顶盖螺柱的定位由于顶盖翻边一般都是弧形,螺柱定位面往往不会与汽车坐标平行,顶盖螺柱的定位要求相对较高,工装设计需要保证螺柱的精确位置。
顶盖螺柱焊一般采用的是T型销钉式螺柱焊接,顶盖T型销钉主要目的是满足顶盖装饰条的固定,一般在车顶槽内从前到后均匀焊接6~8个T型销钉,卡扣插入T型销钉上,车顶饰条通过卡扣卡接。车顶饰条是重要的外饰零件系统,该零件一般位于车顶两侧的车顶槽内。车顶饰条可以起到装饰作用,用于遮挡车身侧围与顶盖钣金连接产生的焊缝,美化车顶两侧区域;若车顶饰条贯穿整个侧围,还可以遮挡前后挡风玻璃与车身侧围安装产生的间隙,美化车身A,D柱两侧区域。车顶饰条的整体设计与整车相互协调,体现了整车和谐的视觉效果,在整车水管理中,还可以导流车顶的雨水,起到导流作用[1],具体安装结构如图1所示。
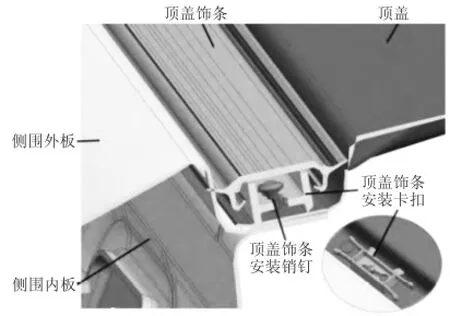
图1 装饰条与销钉安装固定方式
顶盖饰条采用T型销钉卡接安装是目前主流车型常用的方式,销钉采用的螺柱焊相对其他焊接效率高,可焊接销钉10~35个/min.同时销钉也是通过多工位冷镦机大批量镦锻成型,生产效率也高。由于使用同一规格的销钉,在相同尺寸和形状的结构件上进行焊接,焊接电流、电压及时间等焊接工艺参数也始终相同,且又适用同一台螺柱焊机和焊枪焊接,螺柱焊具有高质量、低废品率及低返修率等优点。同时销钉卡接的结构特点,在一定程度上避免了饰条安装不牢靠和顶盖漏水的风险[2]。
螺柱焊接主要有储能式和拉弧式2种。储能式焊接是将销钉与基体(顶盖外板)表面接触,在销钉与基体之间通电引燃电弧,待销钉端部金属与基体表面加热到合适的温度,并熔化形成一定的熔池后,给销钉施加一定压力推入焊接熔池并冷却,以形成焊接接头的方法[3]。其熔深小,主要用于薄板焊接,销钉的焊接即采用储能式螺柱焊接(以下简称螺柱焊),图2是销钉的焊接过程示意图。
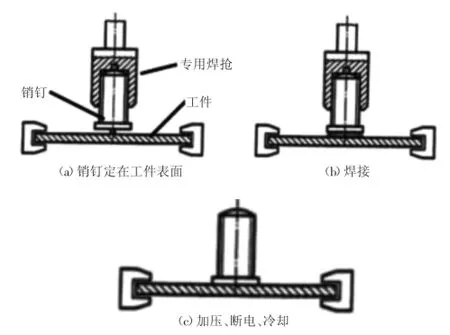
图2 销钉焊接过程示意图
螺柱焊机按照操作自动化程度分为几种:手动、半自动和全自动。手动螺柱焊机即为人工给钉,给螺柱焊枪上塞一个钉子,进行一次螺柱焊作业,效率较低,一般用于螺柱较少或节拍较低的工位;半自动螺柱焊机采用自动送钉装置,能大大提高生产效率,在节拍要求较高、单件螺柱数量较多的工位采用;全自动是指采用机器人或专机进行螺柱焊接,一般应用在节拍要求相当高或焊接位置人工不易到达的工位[4]。
下面就公司已有的两种螺柱焊定位工装作简要介绍。
2螺柱焊定位工装
2.1 带气缸的三向可调螺柱焊导向定位工装
如图3所示,螺柱导向套通过三个L板(配三向可调的调整垫片)和连接板相连,连接板连接在推动气缸上,通过气缸的推动来避让导向套和顶盖零件上升下降时的干涉。螺柱支撑块是固定的,起焊接螺柱时的底部支撑作用。
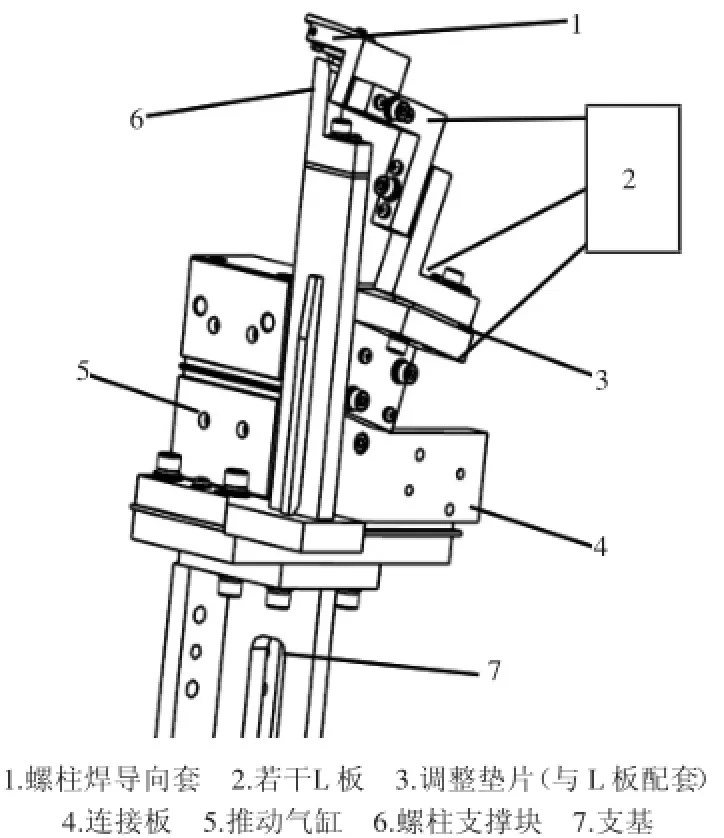
图3 三向可调螺柱焊导向工装
在对导向套进行三坐标测量后,便可通过三向可调的垫片来保证螺柱位置的准确性,此结构位置准确且员工操作方便,焊接螺柱时员工把半自动焊枪插入导向套即可快速完成螺柱焊接。
由于这种装置结构简单,定位精确,目前厂内大部分车型的顶盖螺柱焊都采用此工装定位。整体布局如图4所示,顶盖流水槽上单侧需焊接7颗T型钉,一个气缸可以同时带动两套螺柱焊导向机构。

图4 三向可调螺柱焊工装整体布局
如果将这种三向可调的螺柱焊工装在结构设计上简化一些,并尽可能集成导向气缸,可以实现两种不同车型的螺柱焊生产柔性,如图5所示。

图5 不同车型顶盖柔性螺柱焊
图中两车型的顶盖后部共有3个螺柱焊点,车型1有两个,车型2上有1个,在中间位置。焊接车型1的顶盖螺柱时,气缸1和气缸3收缩,螺柱导向机构1和3处于工作状态,气缸2是收缩的,螺柱支撑块缩回,与车型1避让。焊接完成后,气缸1和3打开,三套螺柱导向套随气缸一起滑出,避让车型1顶盖举升,完成焊接。
焊接车型2的顶盖螺柱时,气缸1和3收缩,螺柱导向机构2处于工作状态,从图中可以看出,另两套导向机构也收缩,但不会与车型2发生干涉。气缸2打开,支撑块升起,顶住此位置的螺柱焊接。焊接完成后,气缸2收缩,气缸1和3打开,车型2顶盖举升,完成焊接。
2.2 简易可拆卸螺柱焊定位工装
三向可调的螺柱焊导向工装由于气缸和L板的存在,导致其对安装空间有一定的要求,
当产品的顶盖零件尺寸较小,同时又要柔性生产不同顶盖时会对安装空间有一定要求,这时螺柱焊定位工装需要设计成类似调整线上的安装工具,当进行顶盖切换造车时可拆卸,如图6所示。
整套定位工装是可拆卸的,为了保证螺柱焊的位置,工装通过一个定位销和Y向限位面保证定位精度,同时为避免焊接时工装的晃动,在Z向有压紧面。整体布局如图7所示,某车型的高配车顶盖在流水槽位置有三个支架,无T型销钉。对应低配车顶盖无支架,但有销钉。要实现高配车和低配车顶盖在同一拼台生产,当焊接低配车顶盖的螺柱时,带气缸的手动翻转销处于打开状态,将螺柱焊工装手动放进定位销里,并通过两端的Y向限位保持工装的稳定性。然后将顶盖定位工装关夹,压头压住螺柱焊工装,保证焊接时不晃动。螺柱焊接完成后,打开压头。当切换到高配车时则手动取出螺柱焊工装即可。
3结束语
随着汽车车身柔性化生产要求的不断提高,汽车顶盖螺柱焊的柔性化生产也会越来越高,当普通的定位工装无法满足大柔性化生产时,可以通过机器人来同时实现顶盖螺柱焊的定位和焊接,但相应的成本也会很高。上面介绍的两种螺柱焊定位工装结构简单,成本低廉,在特定的条件下也能满足不同车型顶盖的柔性生产,为后续汽车顶盖螺柱焊定位工装的研究、应用提供参考和借鉴。
[1]日本自动车技术会.汽车工程手册3:造型与车身设计篇[M].北京:北京理工大学出版社,2010:78-80.
[2]钟能财,韦超忠,韦斌泉.顶盖饰条安装销钉的设计与焊接工艺[J].汽车工程师,2014(09):44-46.
[3]曾乐.现代焊接技术手册[M].上海:上海科学技术出版社,1993:40-58.
[4]姜亚非,张锐,黄文淑.浅谈汽车车身焊接车间的工艺生产设备[J].工程技术,2010(21):30-31.
Study on the Positioning Fixture for Automobile Roof Stud Welding
CHEN Zhang
(SAIC—GM—Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
Vehicle roof’s stud welding is often different with other ordinary BIW location jig because the locate faces are often arc shape and not parallel to vehicle coordinate.The design of jig is needed to ensure the stud exact location.Base on the roof’s stud welding feature and different process project and layout in the body shop,the paper will introduce several kinds of roof’s stud welding location jigs briefly.It provides references for design and use of the roof’s stud welding location jig in vehicle BIW.
stud welding;automatic welding;BIW;location jig
U466
B
1672-545X(2016)12-0107-03
2016-09-30
陈长(1979-),男,湖南衡山人,硕士研究生,车身工装主任工程师,研究方向:车身焊装线工装夹具的设计开发。
