薄型油泵盖加工工艺分析及其夹具设计
2016-02-23陈木荣何宇云
陈木荣,何宇云
(广东理工学院,广东肇庆526114)
薄型油泵盖加工工艺分析及其夹具设计
陈木荣,何宇云
(广东理工学院,广东肇庆526114)
主要通过对薄型油压缸油泵盖的加工工序及其在加工过程中常见难题进行分析与研究,针对外形结构较为复杂、装夹难、易变形、精度难保证等问题,设计出一套适合该类薄型而又结构复杂的零件加工专用夹具,有效地解决了以上难题并能提高加工效率且确保零件加工质量。
油泵盖;装夹;夹具
薄型油压缸与一般的油缸一样都是以油液作为工作介质,通过密封容积的变化来传递运动,通过油液内部的压力来传递动力。但其体积小,比一般油缸较节省安装空间,实现机械的轻薄短小的要求,且防漏效果更佳、使用寿命更长,使之应用越来越广泛。薄型油缸种类众多,各有异同,其中HTB薄型油缸是常用的一种。该型式油缸根据不同的安装方式大体分为轴向型(单轴SD/双轴SW型)与侧向型(LA型)两大系列,单轴轴向型SD型的可根据油路板的位置分为轴向前油路板型(SDMA)与轴向后油路板型(SDMB)两种形式,每种形式的油缸均根据不同的使用配备要求具有不同的规格型号。而油泵盖是组成薄型油压缸的关键主要零件之一(如图1所示),也随缸体的规格型号的不同有不同尺寸规格,其由碟型盖与推出、拉入油孔通油槽路通过铸造组成,其主要作用是与工作轴配合并对油缸进行进出密封。我市的一家制造企业承接了1000件HTB-SDMBφ32 ×30型号油压缸油泵盖零件的生产加工。为此,本文以HTB-SDMBφ32×30型号油压缸为例(φ32为缸体内径,30为行程),介绍其油泵盖零件的机械加工过程,并设计一套适合该类薄型而又结构复杂的零件加工专用夹具,有效地解决了加工过程中装夹难、易变形、精度难保证等问题,达到提高加工效率且确保零件加工质量的目的。
1油泵盖零件形状结构分析
该油泵盖零件三维立体效果如图1所示,零件图如图2所示,图1为油泵盖的正面与背面。零件坯料为铸件,有铸出孔,材料是铸钢(ZG45),由以上两图可知,该零件形状结构较为复杂,且盖壁结构厚度较薄,主要由碟型盖结构与推出、拉入油孔通油槽路结构组成,该零件主要工作配合面为正面,零件坯料外径φ60 mm,碟型盖厚度为2.5 mm,坯料总厚度为14.9 mm,根据该零件的使用要求及技术要求,铸件坯料本身已达到半精加工的精度(约达8级),其主要的加工表面为轴孔与其正端面、正面内孔与其端面;其余结构及表面如φ60外圆及端面、一些圆弧槽、凹槽等结构以及背面结构等可通过坯料处理工序进行。鉴于主要的加工表面的加工要求,可通过车削工序进行零件的精加工,可采用精镗方法,但要解决装夹问题。

图1 油泵盖效果图
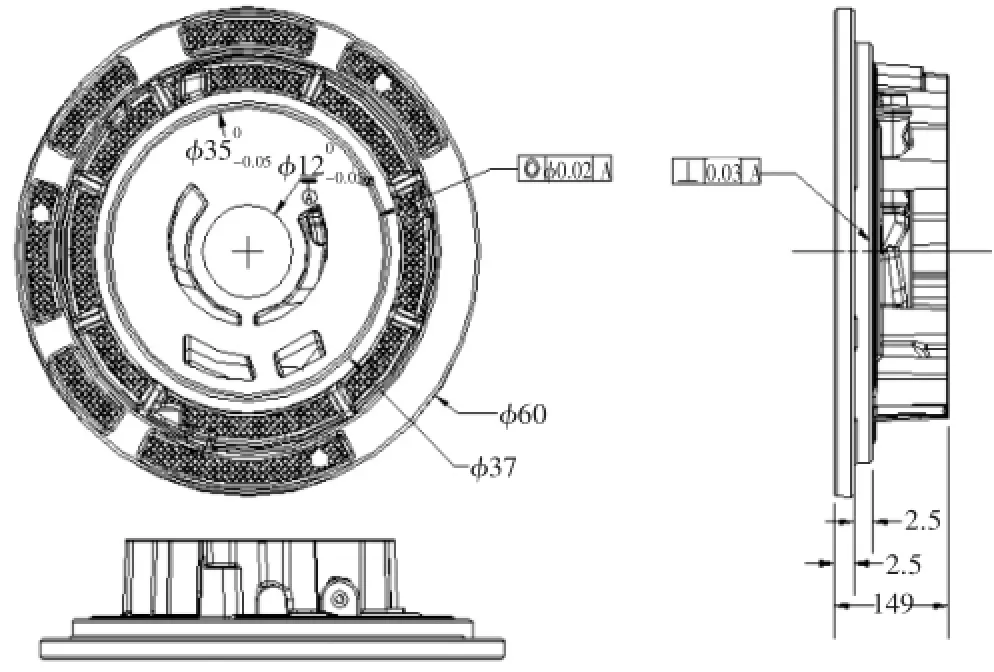
图2 油泵盖零件图
2油泵盖零件加工方案[1]的拟定
鉴于以上零件形状结构分析的情况,拟定油泵盖零件加工方案,主要的加工过程如下(具体见表1工艺过程卡):

表1 油泵盖机械加工工艺过程表
3质检
(1)铸件坯料处理:零件铸件毛坯须经进行表面清砂,去除浇口及毛刺,然后进行相应热处理,使之达到使用的力学性能要求。
(2)在数控车床上对主要加工表面进行加工:先对内孔D2端面进行加工,然后加工内孔D2,再加工轴孔D1端面,最后加工轴孔D1,以达到使用的尺寸精度、位置精度及表面粗糙度的要求。
1)刀具选择方面:由于零件坯料为铸钢(ZG45),因此,加工两端面及内孔D2时用主偏角大于90°的高精度硬质合金镗刀头镗孔刀YT30(不通孔镗孔刀),加工轴孔D1时用高精度硬质合金镗刀头镗孔刀YT30(通孔镗孔刀)。
2)加工时切削用量[2]选择方面:根据加工的工件材料、加工方法的特点与刀具特性等综合因素选取合适的切削用量三要素。由查阅机械加工技术手册可知,该零件坯料属于铸钢类,加工工序为精镗,所用刀具为高精度硬质合金镗刀头镗孔刀YT30,且切削余量较小,切削深度可取0.2 mm,进给量可在0.03~0.1 mm范围内选取,本零件加工时进给量取0.05 mm,切削速度范围是135~250 m/min,本零件加工时切削速度可适当选取,因此,加工时的主轴转速按如下计算:
加工φ12轴孔D1时:

加工φ35内孔D2时:

通过计算并折取,加工两端面及内孔D2时转速取S=1300 r/min,加工轴孔D1时转速取S=2 000 r/min.
然而在进行数车上加工时必先解决该零件在车床上的定位装夹问题,由于其外形结构较为复杂,且盖形加工面厚度比较薄,用通用夹具装夹难、易变形、加工精度难保证,加工难度大,因此,加工时需要设计一套专用夹具,能使工件进行简单、快捷、准确的装夹定位而又不易产生变形,且有一定的通用性,可供批量生产时使用。
4油泵盖加工专用夹具设计分析[3]
4.1 专用夹具组成
该专用夹具的结构组成如图3、4所示,该夹具主要由主轴过度法兰、粗固定座、连接法兰、分油轴、调节块、铜压头、定位滑块、定位座、支承头、铰链座、连接杆、压块、面板等零件组成。

图3 夹具三维效果图

图4 夹具总装图
4.2 各组成件的设计与其在夹具中的功能作用
(1)定位元件设计分析:该夹具通过把三个支承头(图4中11)与三个定位滑块(图4中7)装配在粗固定座(图4中13)上,工件定位时由六个定位支承点,有效提高工件在加工中的刚度,使零件在加工中不易变形,同时由于支承头与定位滑块均可调整,可适合不同粗糙度的定位面的定位,扩大了其适用范围。其中三个定位滑块起主要定位作用,装配在定位座上;三个支承头与定位滑块均匀相间装配在粗定位座上,为提高零件加工刚度起辅助支承作用;定位座圆周均布与粗定位座烧焊后整体加工所得。
(2)夹紧装置设计分析:该夹具的夹紧装置主要由立柱、铰链座(图4中4)、连接杆(图4中3)、压块(图4中5)及铜压头(图4中2)组成,该夹紧装置利用杠杆原理,使铜压头施加夹紧力,且夹紧力的作用方向为垂直工件定位接触面,这样不仅达到减少预紧力效果,同时使装夹工件更为方便快捷。
(3)夹具体设计分析:夹具体由面板(图4中1)、连接法兰(图4中9)、主轴过渡法兰(图4中12)、分油轴等组成,通过主轴过渡法兰一面连接车床主轴,另一面连接面板,面板与盖板的内孔装配分油轴,再与粗固定座连接。
4.3 夹具的装夹效果
该夹具采用三个圆周均布的支承头及三个圆周均布的定位滑块进行定位,定位精度准确、充分,能有效均匀分布地承受轴向载荷,提高零件加工刚度;且通过由原来通用夹具的径向装夹改变为轴向装夹,有效防止在加工中因夹紧力而产生变形,同时具有可调性,对定位面粗糙不均都可适用,并且利用杠杆原理夹紧,装夹工件省力、方便、可靠,对于类似于上文中的薄型而又结构复杂的零件的装夹加工大大提高了加工效率,该零件装夹结果如图5所示。该夹具不仅适用于车床,稍作改动后也可适用于磨床、铣床等通用机床。

图5 零件装夹效果图
5结束语
本文主要通过对薄型油压缸油泵盖的加工工序及其在加工过程中常见难题进行分析与研究,设计出一套适合该类薄型而又结构复杂的零件加工的专用夹具,通过该夹具进行装夹加工,有效地解决了装夹难、易变形、精度难保证等问题,大大地提高加工效率且确保零件加工质量,给加工带来了很大的方便,具有一定的先进性和可行性,适合于批量地生产。
[1]聂秋根,陈光明.数控加工技术[M].北京:高等教育出版社,2012:92-95.
[2]刘建亭.机械制造基础[M].北京:机械工业出版社,2010:41-42.
[3]陈立德.机械制造装备设计[M].北京:高等教育出版社,2010:327-332.
Analysis of the Processing Technology and Fixture Design of Thin OilPum p Cover
CHEN Mu-rong,He Yu-yun
(Guangdong Institute of Technology,Zhaoqing Guangdong 526114,China)
This articlemainly through to the thin oil cylinder oil pump cover the processing procedure and analyzes common problems in the process of processing and research,to shape structure is relatively complex,difficult to clamping,easy to deformation,difficult to ensure that problems such as accuracy,design a set of suitable for this kind of thin and special fixture structure of complex parts processing,can effectively solve the above problem and improve themachining efficiency and ensure the quality of the parts processing.
oil pump cover;the clamping;jig
TH 065
A
1672-545X(2016)12-0093-03
2016-09-04
陈木荣(1979-),男,广东云浮人,本科,讲师,主任,研究方向:机电技术;何宇云(1981-),女,广东阳江人,本科,讲师,研究方向:机械电子技术。
