某型飞机充气口盖故障分析
2016-02-16刘贵芳余志明林振华程广林
刘贵芳,余志明,林振华,程广林
(中航工业洪都,江西南昌330024)
某型飞机充气口盖故障分析
刘贵芳,余志明,林振华,程广林
(中航工业洪都,江西南昌330024)
针对一起飞机在做地面炮振试验时,炮口附近充气口盖出现的失效进行故障分析。通过对故障口盖的实地检查,确定了飞机发生故障的原因,并提出了改进方案,同时,对此方案进行了评估,分析结果表明,该方案大幅降低了口盖最大变形,提高了口盖的可靠性。
口盖锁;口盖变形;可靠性
0 引言
如不及时对损坏的口盖进行修理,将威胁飞机的飞行安全,故必须分析故障产生的原因,提出改进方案,提高口盖的安全可靠性。
1 口盖结构形式及工作环境
发生故障的两个口盖所采用的结构形式相同,主要由口盖、锁、铰链及盒形件组成,见图1。用于发射炮弹的航炮吊舱安装在机腹14~18框之间,而故障口盖位于机身左侧第15~17框处机腹部位,靠近航炮吊舱。在做炮振试验时,口盖受到高频不规则振动载荷和噪声的反复作用,其工作环境较差。
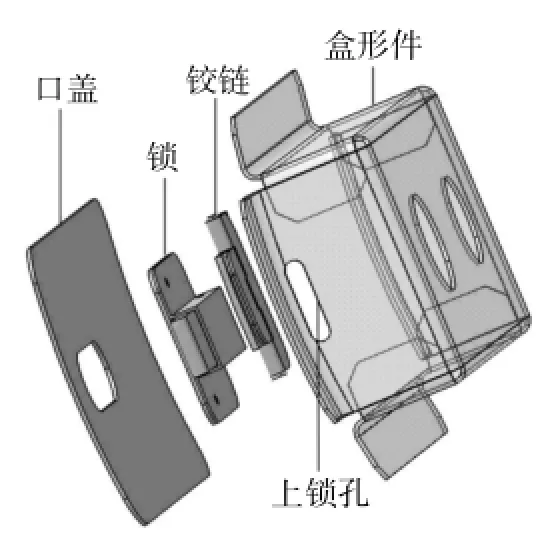
图1 口盖结构示意图
飞机炮振试验的目的是用于评定飞机结构及设备在炮击振动环境中的抗振能力。某型飞机在做地面炮振试验时,炮口附近的充氮及充氧口盖失效。具体表现为:口盖自动开启,口盖变形,口盖锁松动失效。
2 故障产生的原因
通过对故障口盖的检查分析,发现口盖失效的原因主要有以下三个方面:
1)振动环境的影响
飞机在做地面炮振试验时,结构受到不规则强烈振动,由于构件刚性不同,导致振动频率不同,构件之间发生剧烈碰撞和摩擦,在刚性较弱处极易发生变形失效[1]。故障口盖是由1.2mm厚的LY12的硬铝板材钣金加工而成,刚性较差,在强烈振动的影响下,极易发生变形。
2)口盖锁的影响
故障口盖为飞机日常维护经常使用的油液气体填充口盖,其口盖锁为企业标准锁,是用铆钉固定在口盖上,口盖绕铰链转动闭合时,锁舌插进盒形件的上锁孔中,以达到锁紧的目的,见图2。口盖锁其内部触发机构是由厚度为0.5mm的LY12材料制成的弹簧片结构,锁舌结构最大插入量为13.5mm。该类型口盖锁不需用工具便能开启,且所需开启力小。但此类型口盖锁抗疲劳性能差,弹簧片结构在长期反复使用后易失效。
3)零件加工质量及装配质量的影响
在此次故障发生后,对该型飞机其它架次的口盖也进行了检查,发现口盖开合时,口盖锁均有不同程度的卡涩现象;现场测量发现,口盖上锁孔基本不满足设计要求(偏小),造成快卸锁卡涩,强迫上锁,在反复使用后,必然会加速口盖锁内部弹簧结构的破坏。另外,由于上锁孔尺寸偏小,无足够余量保证锁舌能够插入,导致锁舌插入量不够。故零件加工质量和装配质量也是导致此次事故的原因之一。
3 改进方案
根据对口盖的故障原因分析,对此次故障总的改进设想是:提高口盖的刚性,更换更可靠的航空标准锁,以提高零件质量和装配质量。
1)提高口盖的刚性
原口盖由1.2mm厚的LY12的硬铝板材钣金加工而成,刚性较差。为提高口盖的刚性,对口盖进行了如下改进设计:
(1)对在制品,将口盖更换新件,并在口盖内部沿纵向增加两根型材,提高口盖的刚度,见图3(a)。
(2)对后续新生产的飞机,为减少零件数量,提高整体性,将口盖改为由LY12预拉伸板机械加工而成。在口盖的两侧增加了4mm高的加强筋,并在口盖锁安装处局部加厚,如图3(b)所示。
2)更换口盖锁
原口盖锁内部弹簧片结构的抗疲劳性能较差,故更换牌号为HB2-12的航空标准口盖锁。该口盖锁(HB2-12)用于飞机频繁开启的非承力小口盖,开关时不需用工具,可直接手动打开、闭合[2]。HB2-12口盖锁较原口盖锁,其优势在于:
(1)HB2-12口盖锁的内部触发机构有双重拉伸弹簧,安全可靠;
(2)HB2-12口盖锁锁舌插入量较大,而插入量越大,抗松脱的效果则越好。
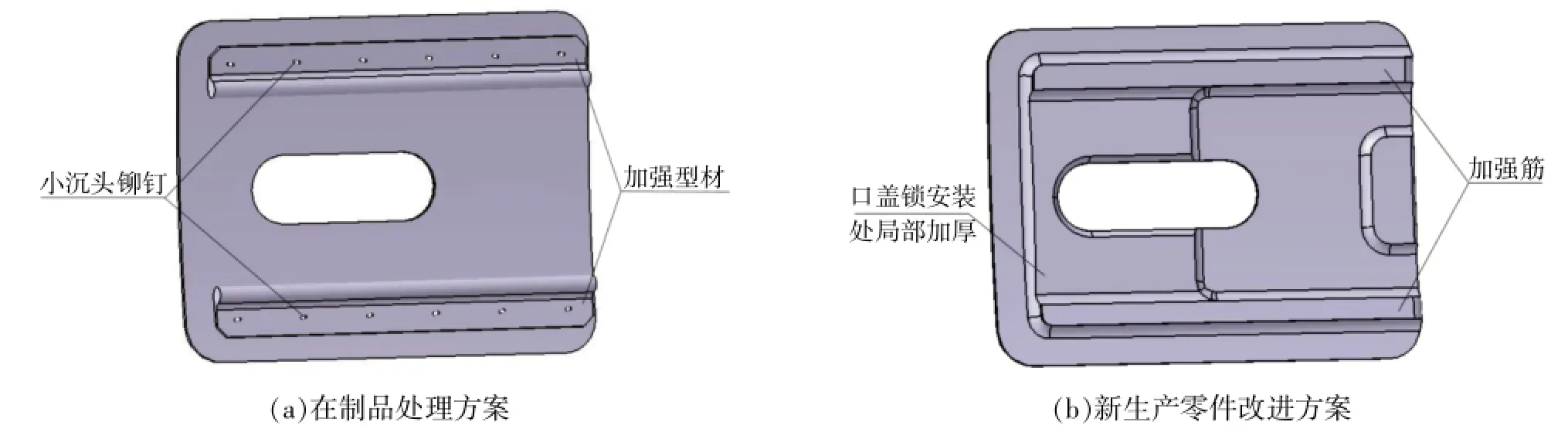
图3 改进后的口盖结构图
3)重视零件的加工质量及装配质量
在零件的生产加工过程中应重视对零件原始质量的评估,上锁孔的尺寸应满足设计要求,对不满足要求的零件应采取补加工或报废处理。在口盖锁装配时,应保证锁舌插入上锁孔的长度满足要求,口盖锁安装好后,首次使用时应对其闭合力进行检查,如发现有卡涩现象,应及时检查原因。
4 改进方案评估
依据飞机航炮吊舱炮口压力场测试报告,炮口附近各测量点压力最大值为0.0544MPa,吸力最大为0.0321 MPa。分别根据改进前和改进后口盖结构建立局部有限元模型,口盖和口盖锁连接铆钉采用MPC模拟,锁舌与孔间采用MPC约束锁舌局部坐标Y向位移,如图4、图6所示。将载荷施加在整个外蒙皮和口盖上,经msc/nastran分析软件计算,分别计算最大压力和最大吸力情况下口盖变形,计算结果如图5、图7所示。

图4 原口盖结构局部有限元模型
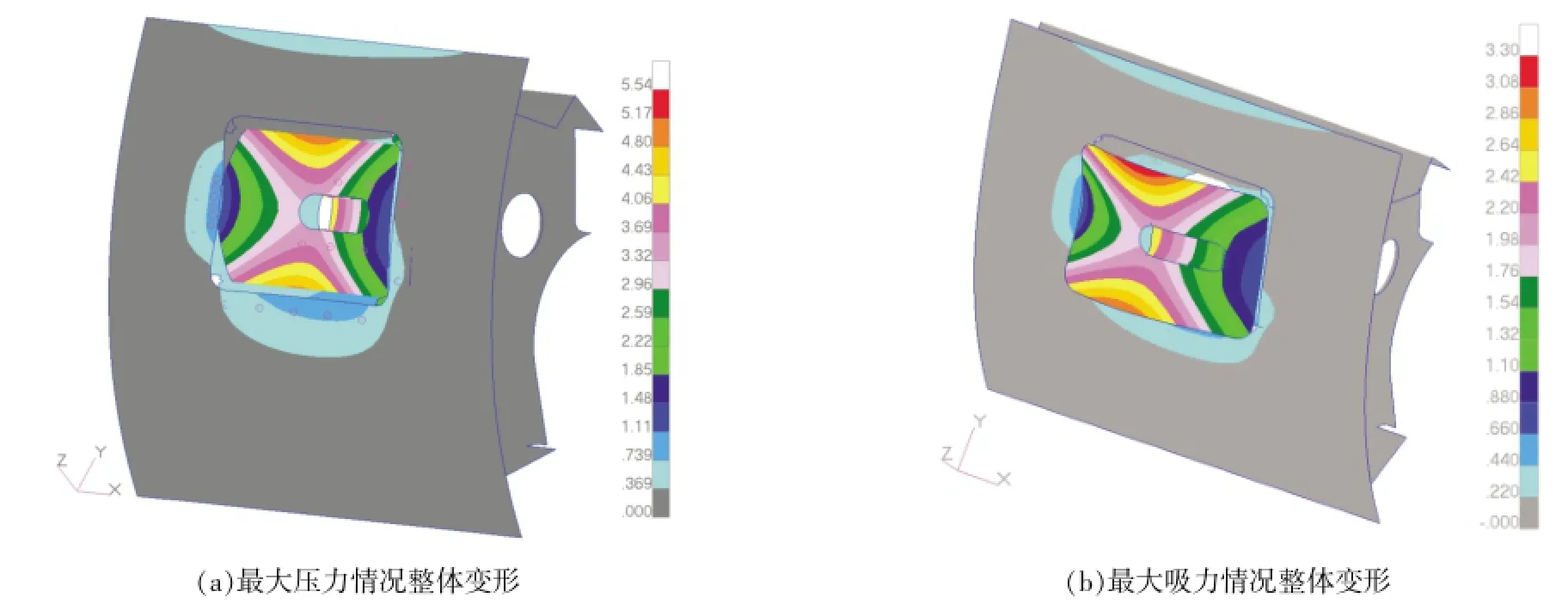
图5 改进前口盖的变形情况

图6 改进后口盖结构局部有限元模型
根据计算结果,原方案在最大压力情况下,结构的最大变形为5.54mm,最大吸力情况下,结构的最大变形为3.30mm,而改进方案在最大压力情况下,结构的最大变形为4.46mm,最大吸力情况下,结构的最大变形为2.64mm。改进方案较原方案的最大变形量分别减少了19.5%和20%,从分析结果来看,改进方案提高了口盖的刚度。改进方案与原方案变形量对比情况见表1。
表1 改进方案与原方案变形量对比
5 结语
飞机炮口附近充气口盖变形,口盖锁松动,是刚性不足的结构在强烈振动和噪声的特殊环境下的破坏结果;因此,飞机口盖锁的选用十分重要,在选用口盖锁时,既要满足口盖的维修要求,又要保证口盖的强度设计指标,以保证装机使用的维修性和安全性;同时,零件的加工质量及装配质量对口盖的可靠性有直接的影响。
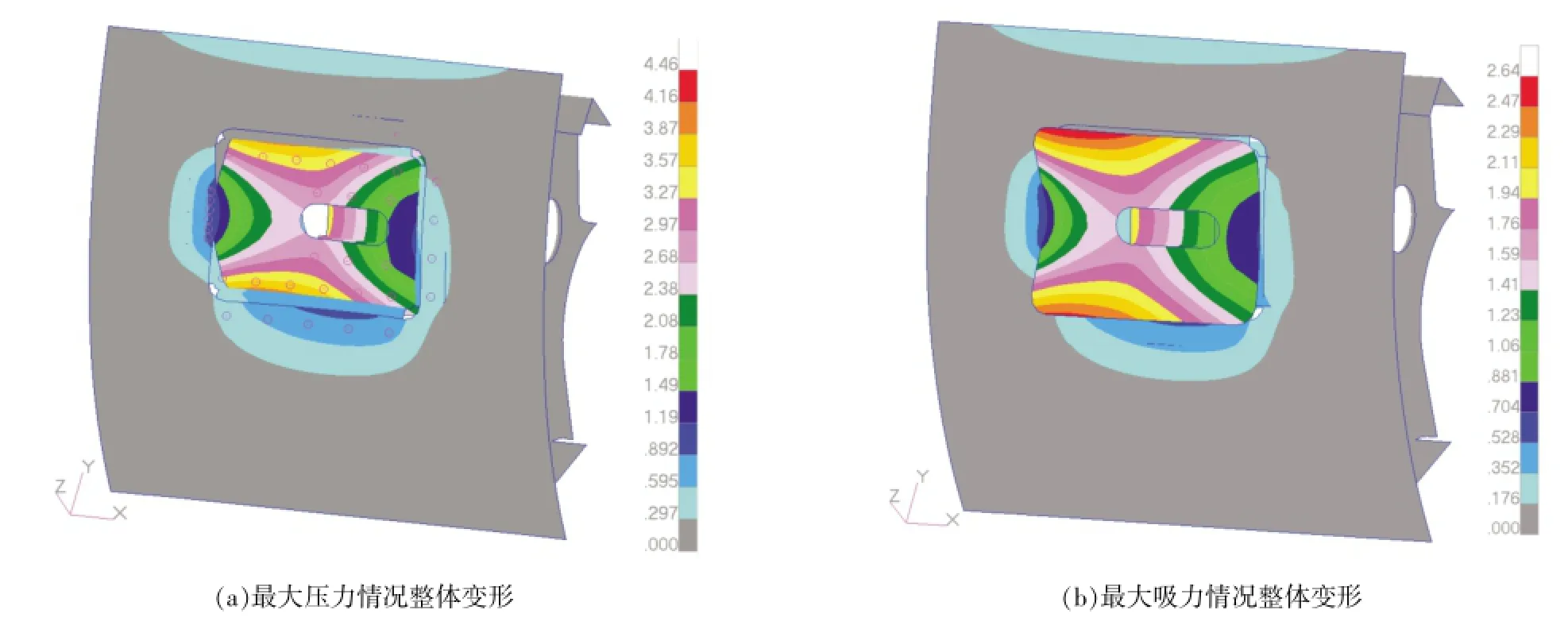
图7 改进后口盖的变形情况
[1]周永南.强五D飞机机尾罩下蒙皮铆钉松动、脱落原因浅析[J].洪都科技,2000,4:(16-18).
[2]杨文芳.浅谈飞机口盖锁的选用[J].航空标准化与质量,2011,3:(48-50).
>>>作者简介
刘贵芳,女,1984年4月出生,2009年毕业于大连理工大学,工程师,现从事飞机结构设计工作。
Analysis on failure of aircraft charging access cover
Liu Guifang,Yu Zhiming,Lin Zhenhua,Cheng Guanglin
(AVIC Hongdu Aviation Industry Group,Nanchang,Jiangxi,330024)
This paper presents analysis on failure of charging access cover near the gun muzzle happened in the ground gun vibration test.After checking of defective access cover on the site,the cause is found.an improvement plan is proposed and evaluated.The analysis result shows the plan can reduce the max.deformation of access cover greatly and improve reliability of access cover.
access cover lock;access cover deformation;reliability
2016-01-09)