掺钴镁新型线切割钼丝的制备
2016-02-05何天军骆银福
李 伟,何天军,骆银福
(成都虹波实业股份有限公司,四川成都610031)
掺钴镁新型线切割钼丝的制备
李 伟,何天军,骆银福
(成都虹波实业股份有限公司,四川成都610031)
介绍了一种掺钴镁新型线切割钼丝的制备方法。在二氧化钼粉中加入钴、镁元素,经粉末冶金和机械加工制作出用于电火花线切割加工的钼合金电极丝。不仅改善了线切割用钼丝的高温性能、抗拉强度、放电效率和抗损性能,而且提高了其应用价值。
电火花线切割加工;钼丝;钴;镁
线切割钼丝广泛应用于现代模具加工中,随着电光源行业的持续萎缩,线切割钼丝在钼金属深加工行业中占据越来越重要的位置。据不完全统计,目前国内线切割钼丝用量每年可达40亿米以上,折合金属量约1060 t,经济价值在3.5亿元以上。
目前市面上的线切割钼丝主要有两种材质:纯钼及钼镧合金。在同等加工条件下分别体现出不同的使用性能,对比如下:
(1)高温性能。在电火花线切割加工中,由于电弧放电作用,纯钼电极丝的工作温度超过1200℃时易发生脆断,钼镧电极丝的工作温度超过1400℃时易发生脆断。
(2)强度。在电火花线切割加工中,连续移动的钼丝易因强度不足而被拉断。在直径0.18 mm规格时,纯钼电极丝的抗拉强度为1800~2200 N/mm2,而钼镧电极丝的抗拉强度为1900~2300 N/mm2。
(3)放电性能。在直径0.18 mm规格时,纯钼电极丝的金属切割量约为4000 mm2/h,而钼镧电极丝的金属切割量约为4500 mm2/h。
(4)抗损性能。在直径0.18 mm规格时,纯钼电极丝的直径损耗量约为0.000 687 5 mm/h,而钼镧电极丝的直径损耗量约为0.000 656 5 mm/h。
(5)综合性能。在直径0.18 mm规格时,纯钼电极丝单次上丝的金属平均切割量达到20万mm2、钼镧电极丝单次上丝的金属平均切割量达到30万mm2,电极丝就会发生断丝或损耗严重而需被更换。
综合上述使用性能的对比,目前市场上主流使用钼镧合金丝作为线切割用电极丝。但在当前的切割行业中,钼镧合金丝仍存在断丝率高、切割效率低、使用寿命不长等问题。因此,本文立足于线切割钼丝材质的研究,通过加入微量元素来降低线切割钼丝使用过程中的断丝率,改善线切割钼丝的放电效率,从而实现线切割钼丝综合价值的提升。
1 材质需求分析
线切割加工对电极丝的使用要求主要体现在断丝率、放电效率及材料损耗等方面。通过提高放电效率和减小材料损耗,可达到降低电极丝的断丝率、提高综合使用价值的目的,其质量性能包括丝材的延展性、导电性、电子逸出功、抗拉强度、耐冲击腐蚀性等方面。本文主要针对电极丝材质进行研究,通过添加钴、镁元素,改善电极丝的机械性能和电化学性能。添加元素后,丝材性能的改善主要体现在:延展性能得到明显提升,高延展性的丝材在切割过程中的抗冲击能力增加,从而缓解丝材断裂,延长丝材使用寿命;电阻率得到提升,同等电流工作条件下,丝材的放电功率增大,切割效率得到提升。
2 钴镁电极丝制造过程
项目采用钼合金电极丝在二氧化钼粉中加入硝酸钴、硝酸镁溶液,通过粉末冶金方法制成金属坯,再通过压力加工制作出用于线切割加工的掺钴镁钼合金电极丝。
镁元素具有比刚度和比强度高、密度低、散热性、减震性、电磁屏蔽性好等一系列优良的性能;钴元素可将合金组成中的其他金属晶粒结合在一起,使材料具备更高的韧性,并减少对冲击的敏感性,特别是在高温条件下,钴基合金的优越性更明显。在二氧化钼中同时加入镁、钴元素,能细化晶粒抑制失效过程的晶界反应,改善热处理工作性能,提高机械性能并降低弹性后效值。项目进一步的改进是:钴元素从硝酸钴溶液中获得,镁元素从硝酸镁溶液中获得,因为溶液与二氧化钼粉更易混合。
掺钴镁钼合金电极丝的制造过程如下:
(1)将二氧化钼粉装入混料机中。
(2)将硝酸钴溶液和硝酸镁溶液混合后倒入加液器,并以喷雾方式加入混料机中,边加入边混合。
(3)加纯水洗涤加液器,将洗涤液加入混料机中。
(4)将二氧化钼粉与硝酸钴溶液、硝酸镁溶液混合后加热烘干,边加热边混合。
(5)冷却到室温后取出掺杂的二氧化钼粉。
(6)二次还原制成钼粉,经筛粉、混合、压坯、中频烧结及压力加工,可制造出掺钴镁的钼合金电极丝。
3 测试效果
对采用上述方法制造的钼合金电极丝进行延展性能、放电性能、抗损性能等测试,结果见表1。可看出,在相同加工条件下,同规格的直径0.18 mm的钴镁合金丝,其丝材的延展性和电阻率比钼镧合金丝明显改善;但因目前钴镁合金丝在开坯方式上仍采用旋锻开坯,不同于钼镧合金丝的轧机开坯,且添加元素的差异导致在成品强度上,钴镁合金丝略低于钼镧合金丝。此外,在相同切割条件下,同规格的直径0.18 mm的钴镁合金丝,其切割效率和切割面积比钼镧合金丝更具优势。

表1 钴镁合金丝及钼镧合金丝的性能对比
4 机理分析
4.1 成分比对
表2是两种电极丝的主要成分比对,其差异体现在掺杂元素方面。添加钴、镁元素能细化晶粒抑制失效过程的晶界反应,改善热处理工作性能,提高机械性能并降低弹性后效值,因此体现出钴镁合金丝的延展性及电阻率高于钼镧合金丝。反之,镧含量的增加有助于快速提升丝材的高温性能及抗拉强度,故体现出钼镧电极丝的抗拉强度及高温性能优于钴镁合金丝。因此,本项目的下一步计划是在保证材料延展性及放电性的基础上,进一步提升高温及抗拉性能。
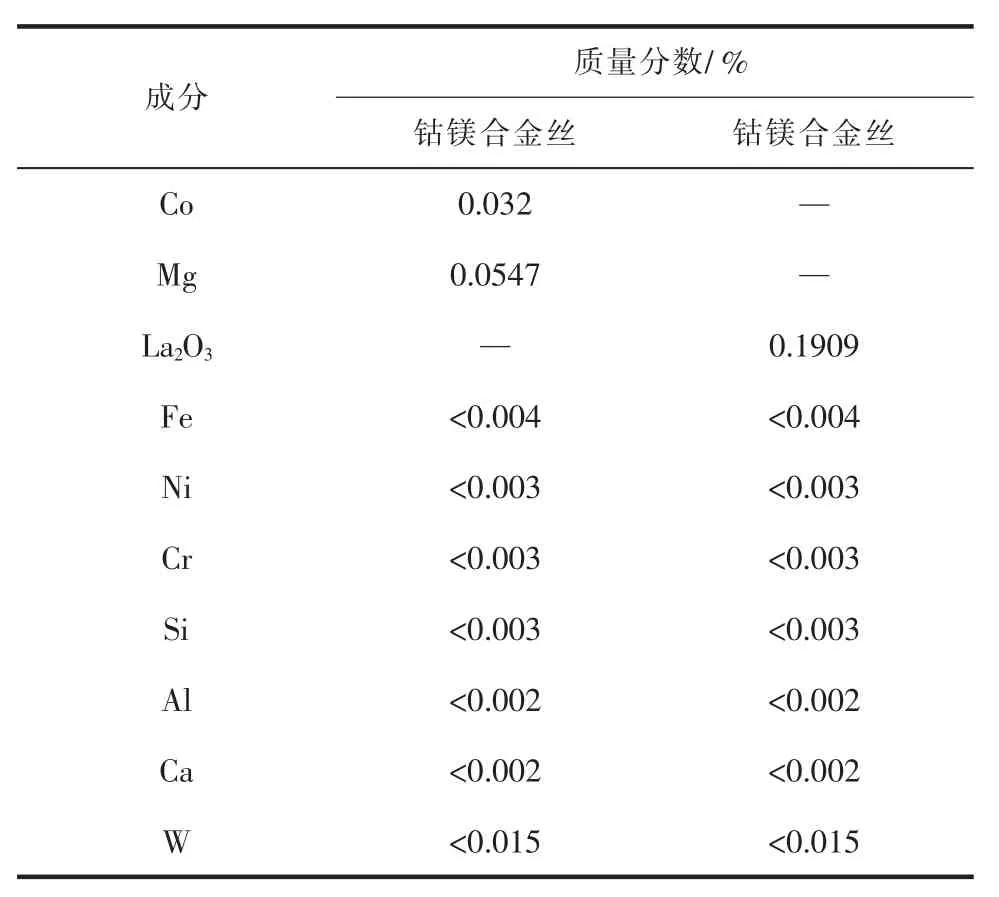
表2 两种电极丝的主要成分比对
根据目前测试结果来看,延展性及电阻率的改善有利于丝材切割效率及切割面积的提升,起到了延长使用寿命的效果。
4.2 粉末形貌比对
从表3所示的粉末形貌来看,钴镁合金丝的粉末颗粒大小一致且分布更均匀,钴镁元素与金属晶粒结合更紧密,对最终加工成品的机械性能也体现 出了不同的差异。
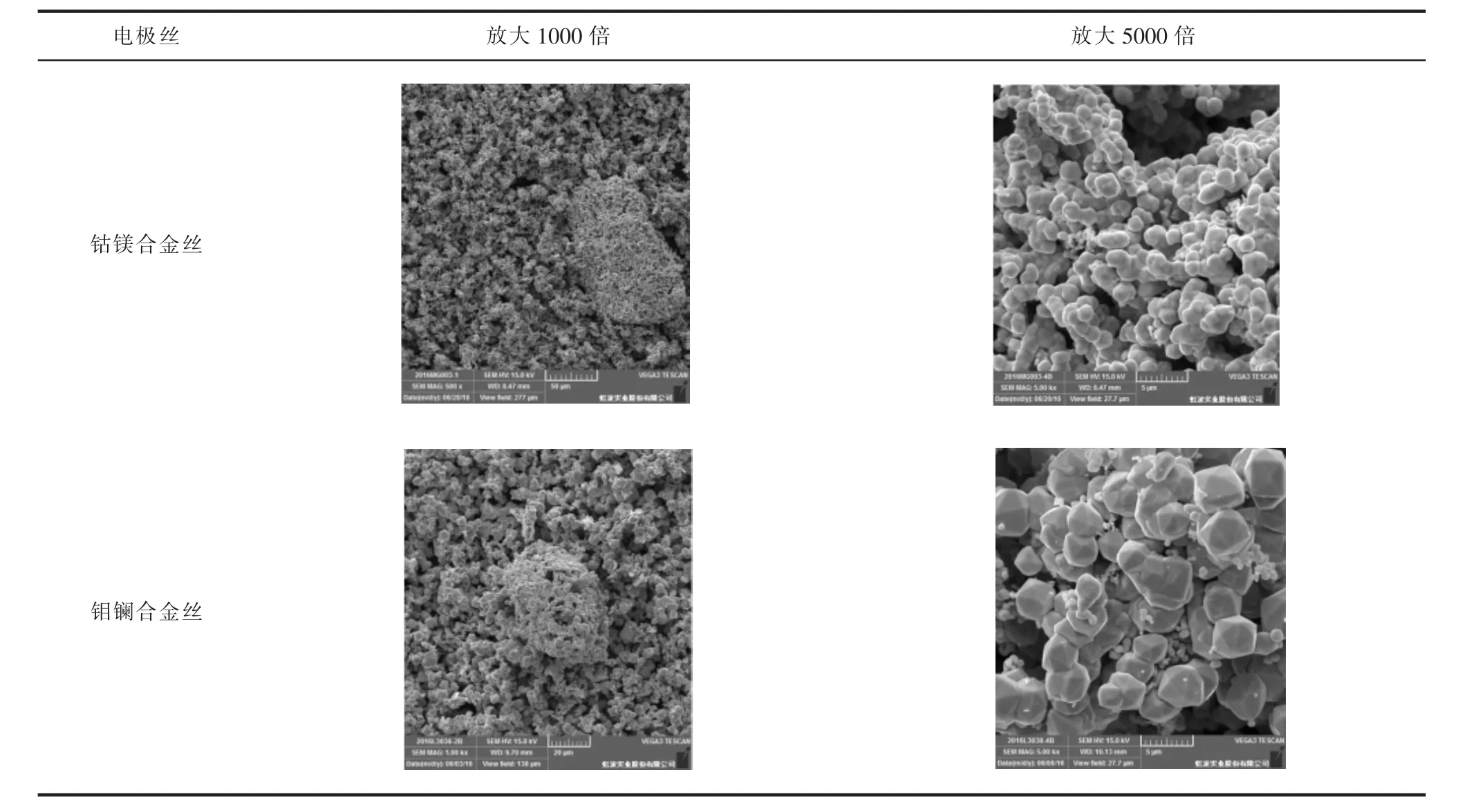
表3 两种电极丝的粉末形貌比对
4.3 金相组织比对
通过观察直径0.18 mm成品丝材的金相组织发现,钼丝经较长工序的拉拔加工后,其成品规格的金相均为发达的纤维状组织。如表4所示,随着加热电压的升高,钴镁合金丝在较低的加热电压下便逐步发生了再结晶,其延伸率很快得到了释放,最大延伸率可达近25%;而钼镧合金丝的延伸率虽然随着加热电压的升高也逐步增加,但增幅远低于钴镁合金丝。这进一步证明了钴镁合金丝的延展性能更优,但在抗高温及抗拉强度方面仍较差。

表4 两种电极丝在成品规格时经退火处理后的金相对比
4.4 放电性能比对
根据线切割钼丝电弧切割加工原理,从测试数据来看,钴镁合金丝的平均米电阻为0.5365 Ω·m,优于钼镧合金丝的平均米电阻0.5155 Ω·m。根据材料放电效率,由公式U=IR、P=I2R可看出,施加同等电流的情况下,材料阻值越大,放电电压越大,放电功率也越大,材料切割效率越快,这也进一步证明了在同等切割电流下,钴镁合金丝的切割效率优于钼镧合金丝。
5 结束语
本项目已申请获得《掺钴镁钼合金电极丝及其制造方法》发明专利(专利号201510366198X)。目前,产品处于持续生产验证阶段,因生产加工流程较长,后续需进一步解决生产过程稳定性及加工成本等方面的控制。
Manufacture of the New WEDM Molybdenum Wire Doped Cobalt and Magnesium
Li Wei,He Tianjun,Luo Yinfu
(Chengdu Hongbo Industrial Co.,Ltd.,Chengdu 610031,China)
The manufacture method of a new wire electrical-discharge machining(WEDM) molybdenum wire doped cobalt and magnesium are introduced.The cobalt element and magnesium element added into molybdenum dioxide powder,then process with powder metallurgy and machining. This research improves high temperature performance,tensile strength,discharge efficiency and damage resistance of WEDM molybdenum wire,also improves the applying value.
WEDM;molybdenum wire;cobalt;magnesium
TG661
A
1009-279X(2016)06-0060-03
2016-09-20
李伟,男,1984年生,工程师。
