40MN卧式挤压机挤压容室加热铜棒的焊接
2016-01-28李涛李龙苍燚
李 涛 李 龙 苍 燚
(中冶陕压重工设备有限公司,陕西711711)
40MN卧式挤压机挤压容室加热铜棒的焊接
李涛李龙苍燚
(中冶陕压重工设备有限公司,陕西711711)
摘要:介绍了40MN卧式挤压机挤压容室加热铜棒与连接紫铜板的焊接,要求焊后着色检测无缺陷,确定了氩弧焊工艺过程、工艺参数及紫铜氩弧焊的关键点。
关键词:卧式挤压机;挤压容室;加热铜棒;氩弧焊
40MN卧式挤压机挤压容室中有52根紫铜棒,材质均为T2,直径∅34 mm,两端头处与厚度为20 mm的紫铜板(材质T2)相连焊接。紫铜板钻∅35 mm的孔并开18 mm深坡口,铜棒插入孔内,将坡口焊平,形成一个电流回路,如图1所示。焊接后焊缝处加工后,要求着色检测。
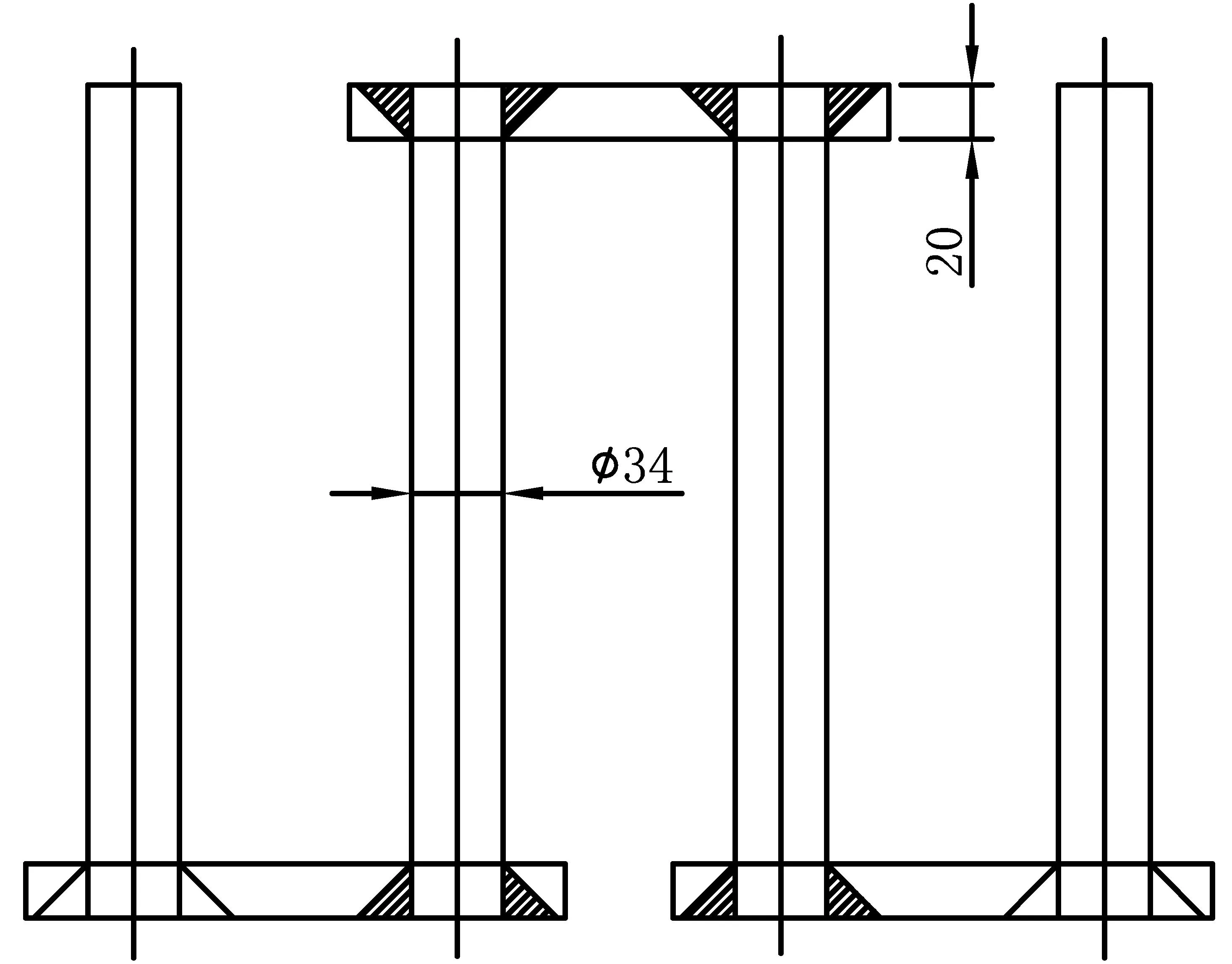
图1 焊接工艺图
1工艺分析
紫铜焊接时,由于铜的物理性能特殊,熔敷金属流动性差,加上紫铜的导热性特别强,铜的导热系数是钢的7倍,焊接时将有大量的热量被传导,接头处焊材获得的焊接热输入不足,填充金属和焊件母材之间难于很好地熔合[1]。紫铜的焊接收缩率较大,焊接加热区较宽,因此焊接接头承受较大的收缩拉应力,造成焊后变形大,另外因母材杂质较多,表面不干净,有可能形成低熔点共晶物,从而导致熔池结晶时有热裂倾向,在焊接应力的作用下形成热裂纹[2]。一般用铜焊条施焊或熔化极氩弧焊,焊后着色检测气孔缺陷大。一般用正常的氩弧焊方法焊接时,容易出现母材不熔化,或者容易产生裂纹、未熔合、未焊透或气孔缺陷。下面介绍一种改善和防止缺陷的方法,选择合适的焊接材料,严格控制工艺参数,并作焊前预热[3、4]。

2工艺方法的确定
20 mm厚紫铜板坡口由机械加工而成,将铜板和铜棒组装在挤压容室内。焊接前,所有熔室的相关件都处于精加工后状态,打磨清理杂质及氧化皮,采用整体预热350~400℃。焊接时,局部火焰加热,采用手工钨极氩弧大电流焊接,钨极直径∅5 mm,采用特定的大规范专用焊把,并且焊接时要有焊接溶剂。一般板厚小于6 mm的紫铜板,用常规的氩弧焊焊把,∅2.5 mm钨极焊接。如果板加厚,焊接时由于铜的导热性大,母材不熔化。为了加大热输入,必须用较粗的∅4 mm钨极和配套大氩弧焊焊把。采用直流正接,电流I=380 A~400 A,气体流量12 L/min ~15 L/min。焊丝使用S201,∅2.5 mm,焊接工艺规范如表1所示。
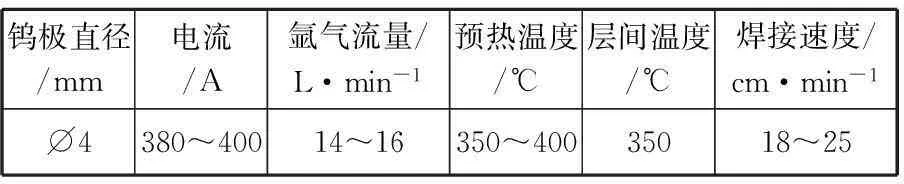
表1 焊接工艺规范
焊接前,焊丝及坡口区域还要使用紫铜焊接溶剂CJ301。氩弧焊焊接紫铜不加焊接溶剂时,母材融化速度慢,经常有未熔合现象,并且热影响区大,焊接变形大。焊接溶剂的主要作用是去除焊接过程中生成的氧化物,改善母材润湿性能,使母材快速融化,获得致密的焊缝组织等。焊接溶剂的主要成分是硼酸(H3BO3)和硼砂(Na2B4O7·10H2O),含有大量氧化硼,属于酸性熔剂。普通熔融状态的硼砂能溶解多种金属氧化物,生成硼酸盐(如ZnO·B2O3,CuO·B2O3,MnO·B2O3等),形成熔渣浮在液态熔池表面。焊接时,焊接溶剂能有效地溶解氧化铜和氧化亚铜,焊接时呈液体熔渣覆盖在焊缝表面,防止金属氧化。
焊接时,为了保证电流回路不短路(飞溅或焊瘤引起),每焊一根用电流表测量一次,保护好其他加工面,对不可避免的飞溅予以隔离,另外在焊接过程中,每焊一层,锤击焊缝,以减小焊接应力,有效防止热裂纹。
通过以上工艺方法,我公司产品40MN卧式挤压机挤压容室加热铜棒与连接紫铜板的焊接质量非常好,着色检测无缺陷。
3结论
在工业生产中经常遇到紫铜氩弧焊,一般薄板都比较好焊,但紫铜中厚板焊接较困难,往往预热温度不够,或焊接时层间温度不够。要保证母材预热温度不降低,就要持续局部预热。为保证热输入就要采用大钨极和大号氩弧焊焊把,还要加焊接溶剂,这样才能保证焊缝无缺陷。
参考文献
[1]徐阿兰,徐良达. 铜铝线焊接工艺探讨 [J]. 电工工具, 2014(6).
[2]顾丕雄. 热水罐内衬采用纯铜材料的焊接工艺 [J]. 金属加工, 2013(12).
[3]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1987.
[4]顾曾迪. 有色金属焊接[M].北京:机械工业出版社,1987.
编辑陈秀娟
Heating Copper Bar Welding of 40 MN
Horizontal Extruder Chamber
Li Tao, Li Long, Cang Yi
Abstract:Welding of heating copper bar and connecting copper plate of 40 MN horizontal extruder chamber has been described, meanwhile zero post-welding defect was supposed to obtain by penetrant inspection and argon arc welding process, process parameters and key points of copper argon arc welding have been determined.
Key words:horizontal extruder; extruding chamber; heating copper bar; argon arc welding
作者简介:李涛(1971—),男,工程师,主要研究方向为焊接工艺。
收稿日期:2015—09—09
中图分类号:TG457.13
文献标志码:B
