精密圆锥零件加工调小滑板角度方法
2016-01-27贵州高峰石油机械股份有限责任公司平坝561108王西梁
■贵州高峰石油机械股份有限责任公司 (平坝 561108) 王西梁
精密圆锥零件加工调小滑板角度方法
■贵州高峰石油机械股份有限责任公司(平坝561108)王西梁
摘要:介绍精密圆锥零件加工时调小滑板角度的新方法,与传统方法相比更加方便快捷,可一次调整到位,节省了时间,精确度明显提高。

精密圆锥零件的车削在普通机床上加工具有一定的难度。加工这类零件通常采用转动小滑板角度的方法来加工,实际上这个角度是不可能转得十分精确的。对于一些精度要求较高的圆锥(如互相配合的内外圆锥),在加工过程中还需采用锥形塞规或套规来校正小滑板的转动角度,直至符合工件所要求的锥度精度。这样的加工需要很长时间,且精度并不高。
1. 原来调小滑板角度的方法
原来调小滑板角度的方法是:
(1)锥度在精车前先进行半精车,留出0.5~1.0mm的精加工余量,再对圆锥体进行测量,根据测量结果校正小滑板的转动角度。
(2)先把样件或标准塞规安装在两顶尖之间,将小滑板转动一个所需的角度,然后在刀架上安装一只百分表,把百分表的测量头垂直接触在样件上(必须对准中心)。移动小滑板,观察百分表的摆动情况,如果指针摆动为零,则小滑板角度已找正。
(3)夹持一棒料,车光外圆。近似调整好小滑板α/2角度(见图1),然后在刀架上安装一只百分表,把百分表的测量头垂直接触在工件外圆上(对准中心),将百分表调至零位,移动小滑板l(mm)长的距离,观察百分表的数值是否与lsin(α/2)相符,逐渐校正小滑板角度。

图1
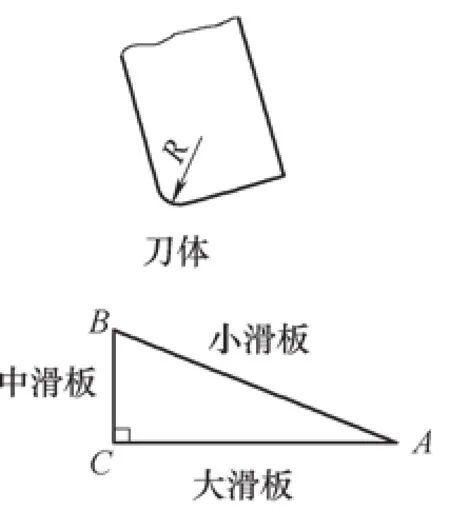
图2
2. 现在调小滑板角度的方法
以图1为例,要加工的锥度C=1∶5,斜角α/2的制造公差为±2′。刀体尖棱处磨出R(见图2),是为了与百分表测量头起过渡接触作用。图1中虚线所示为刀体R处的移动轨迹。斜边为小滑板移动轨迹,两个直角边分别为中滑板及大滑板移动轨迹。三个滑板组成一个任意直角三角形。通过计算可得斜角α/2=5°42′。设AC=20mm(任意设定),则BC=20tan(α/2)=2mm。
把小滑板转动一个所需的角度,百分表放在床身导轨面上,调大滑板刻度为一整数值,移动中滑板及小滑板,使刀体R处轻轻接触百分表测量头(百分表的压表量为0.05~0.10mm,记下百分表数值及中滑板刻度值),稍微向前移动小滑板(使刀体R处移过百分表测量头),移动大滑板与所记数值距离为AC=20mm,移动中滑板与所记下刻度值单边距离为BC=2mm,再向后移动小滑板使刀体R处轻轻接触百分表
