30mm内径EA4T空心车轴深孔钻削试验*
2016-01-22刘永彬邵松涛贺庆强
刘永彬,邵松涛,贺庆强
(1.南车青岛四方机车车辆股份有限公司 技术工程部,山东 青岛 266111;2.中国石油大学(华东) 机电工程学院,山东 青岛 266580)
30mm内径EA4T空心车轴深孔钻削试验*
刘永彬1,邵松涛1,贺庆强2
(1.南车青岛四方机车车辆股份有限公司 技术工程部,山东 青岛266111;2.中国石油大学(华东) 机电工程学院,山东 青岛266580)
摘要:空心车轴深孔加工的工艺难度随着孔径减小而增大,为确定30mm内径EA4T空心车轴加工工艺参数的合理取值范围,利用深孔钻床进行了多根空心车轴的深孔钻削加工试验。试验结果表明,为保证顺利断屑并避免刀具过快磨损,进给量取值应在0.12mm/r左右,主轴转速取值应在600r/min左右,切削液流量取值应在80L/min左右,切削液压力控制在2~3.0MPa之间,按上述工艺参数加工后的空心车轴内孔同轴度、尺寸精度和表面粗糙度等指标全部符合设计要求。
关键词:空心车轴;EA4T车轴钢;深孔加工
0引言
为减轻列车及车辆的簧下质量[1],并定期对服役中的车轴进行超声波探伤[2-3],高速列车普遍采用空心车轴。其中,孔径大于12mm的深孔加工多用BTA系统,研究表明,影响BTA加工质量的因素包括工艺参数、工件及工具导向、切削液压力和流量等因素[4-8]。参数选取不当不仅会直接影响加工效率和孔加工质量,甚至会因无法顺利排屑而导致加工失败[9-12],目前,文献中未见关于30mm内径EA4T车轴深孔加工工艺研究的相关报道。本文采用控制变量法进行了该内孔规格空心车轴的深孔钻削加工试验,确定了钻削工艺参数的合理取值范围,为实现30mm内径EA4T车轴的批量加工提供了参考数据。
1空心车轴加工工艺流程
目前,空心车轴深孔加工方案可分为单纯深孔钻削、深孔钻削后再进行内孔珩磨两种。实际加工和测试表明,深孔钻削后的内孔表面粗糙度为Ra6.3~2.0,而珩磨后内孔表面粗糙度可以达到Ra1.0~0.2。因此,为提高内孔表面质量并利于超声波探伤,南车青岛四方机车车辆股份有限公司采用深孔钻削后再进行内孔珩磨的加工方案,已经配置2台深孔加工钻床和1台深孔珩磨机,建成了一条全自动化空心车轴生产线,可以实现φ60mm和φ39mm内径规格空心车轴的自动加工。
根据中国铁路总公司“时速350公里中国标准动车组暂行技术条件”的规定和要求,时速350公里的中国标准动车组将统一采用φ30mm内径的空心车轴。与φ60mm和φ39mm内孔空心车轴相比,φ30mm内径空心车轴的加工工艺难度大。因此,为利用公司现有深孔加工装备完成φ30mm内径的空心车轴的高质量加工,应按照已确定的φ60mm和φ39mm内孔空心车轴的加工工艺流程,进行一定数量的深孔钻削加工试验。
单纯从车轴结构划分,空心车轴与实心车轴的唯一区别就是空心车轴的轴心是中空的,因此,两者的外圆粗加工和精加工的工艺流程应基本相同,区别仅在于空心车轴增加了内孔加工工序。但是实际加工工艺表明,为了保证空心车轴的尺寸精度,特别是其内外径的同轴度,内孔加工工序应安排在车轴外圆粗加工和精加工工序之间进行,制定了图1所示的空心车轴加工工艺流程图。
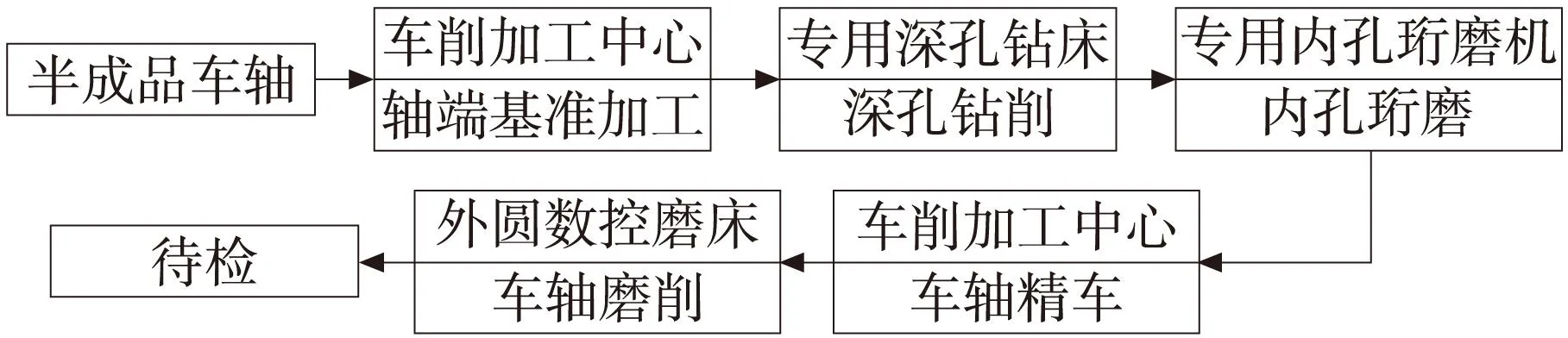
图1 车轴加工工艺流程示意图
2车轴深孔钻削加工试验
2.1试验内容
本试验的主要内容是进行φ30mm内径空心车轴的深孔钻削,通过改变进给量、转速、切削液压力和流量,获取不同加工条件下φ30mm内径空心车轴深孔钻削中的工艺数据,通过数据分析,明确不同加工工艺参数对深孔加工质量的影响。
2.2试验设备和仪表
采用图2所示德国沃伦贝格生产的专用数控深孔钻床(型号:PB2L-800B×2800mm),试验仪表包括:百分表、压力表、直径表、游标卡尺、超声波测厚仪和粗糙度仪等。

图2 专用数控深孔钻床
2.3试验工件和刀具
图3给出了试验工件的结构示意图,轴身最大直径φ213mm,最小直径φ138mm,轴身长度2188mm。材质为EA4T车轴钢,调质后的硬度为HB180~230,表1列出了EA4T钢的主要合金元素,表2列出了其主要机械性能指标的数值。采用德国BOTEK错齿内排屑BTA深孔钻头,刀具的直径为φ30.2mm。
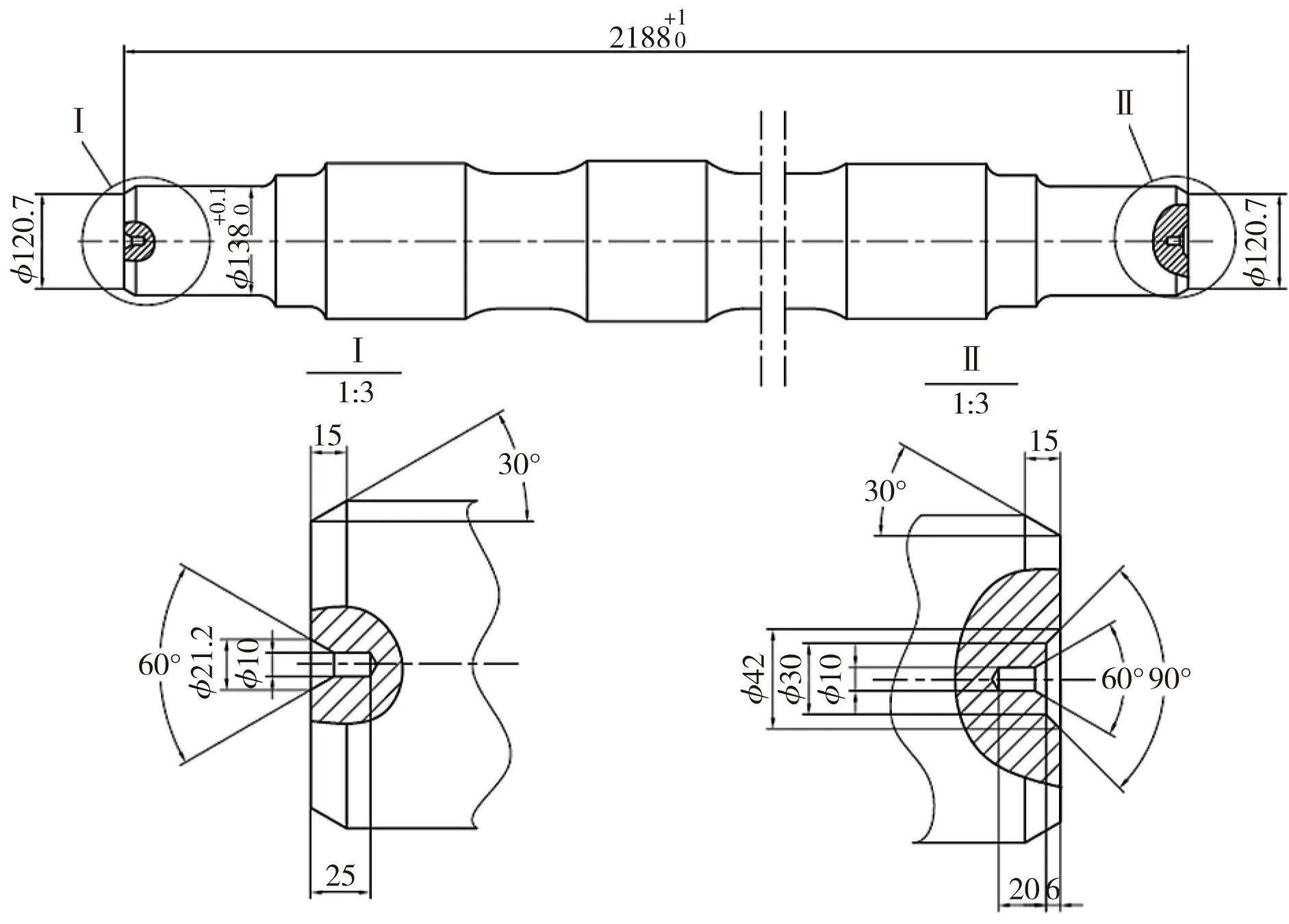
图3 φ30mm内径空心车轴的结构示意图
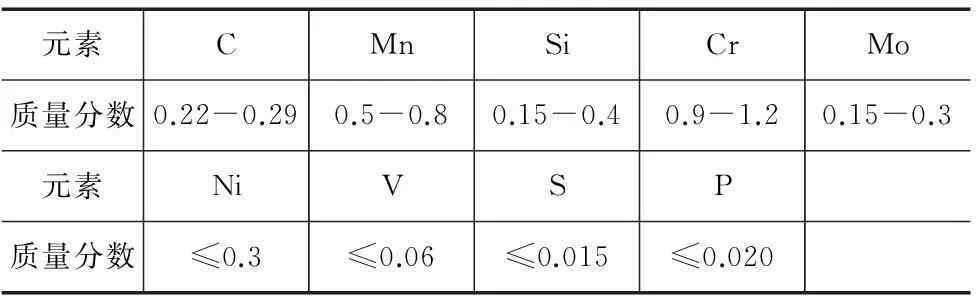
元素CMnSiCrMo质量分数0.22-0.290.5-0.80.15-0.40.9-1.20.15-0.3元素NiVSP质量分数≤0.3≤0.06≤0.015≤0.020
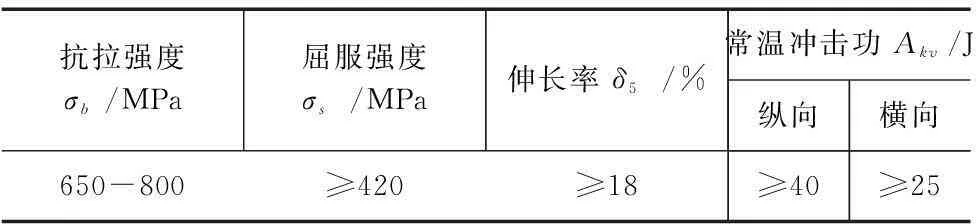
表2 EA4T车轴钢的主要力学性能指标
2.4试验数据和分析
为保证内孔轴线的直线度,采用工件和刀具同时反向旋转的加工方式。根据φ60mm和φ39mm内孔加工经验,工件主轴转速与刀具主轴转速的最佳比例范围是1:2~1:3,表3列出了加工工艺参数的试验数据。
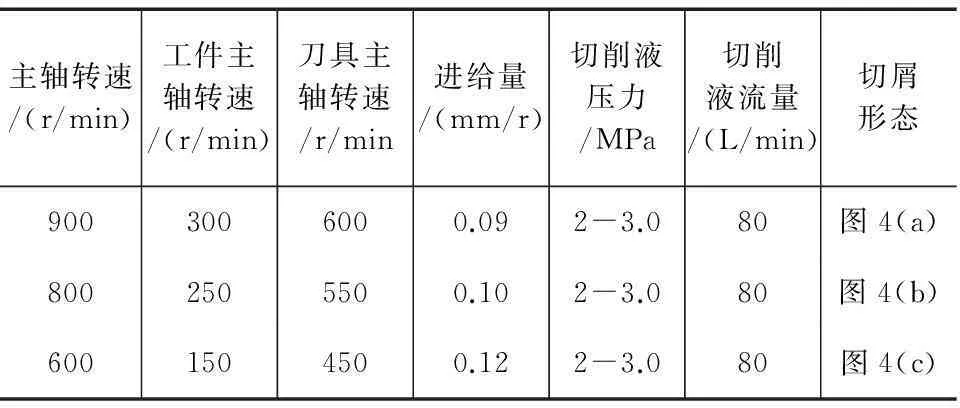
表3 加工工艺参数的试验数据表
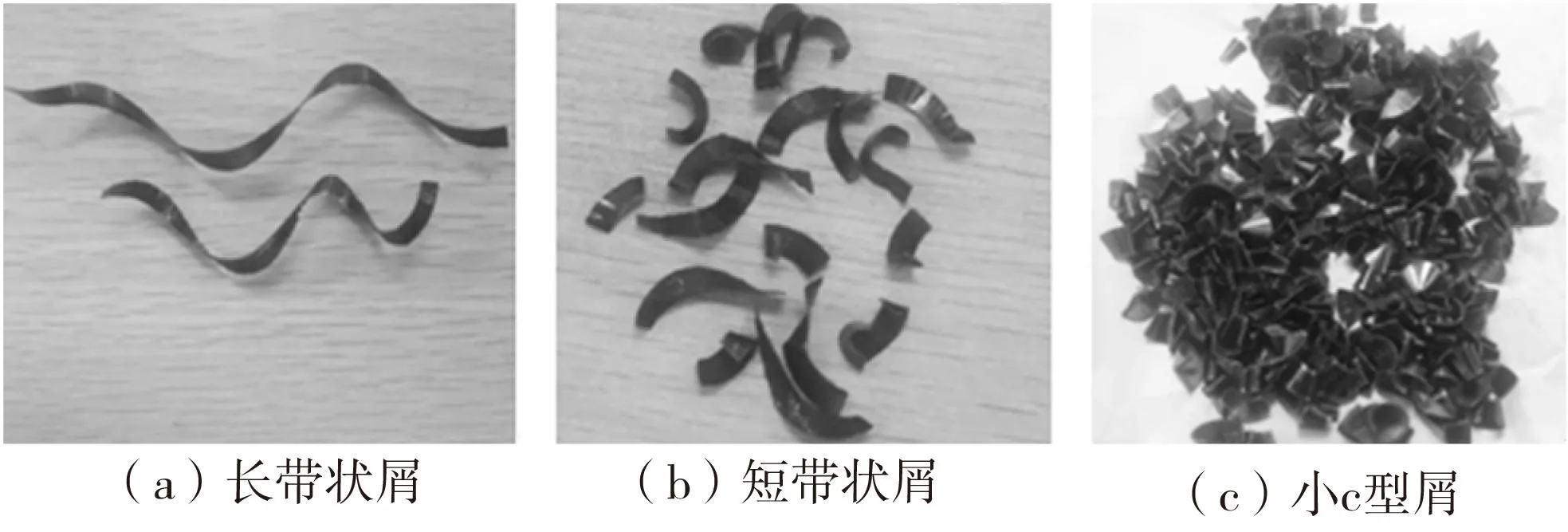
图4 EA4T车轴钢深孔钻削试验的切屑形态
从上面的试验数据可以看出,进给量为0.09mm/r时切屑细长,加工不久后因排屑堵塞而导致机床停机,加工终止、刀片损伤情况严重;进给量为0.10mm/r时,出现挤裂状的切屑,切屑形状较前面有所改善,但还是存在部分铁屑较长,加工到一半行程时同样因排屑堵塞而停机;进给量为 0.12mm/r 时,切屑呈理想的小“C”状,排屑和钻削过程非常稳定,顺利完成深孔钻削加工,表4列出了车轴内孔加工精度的考核表。
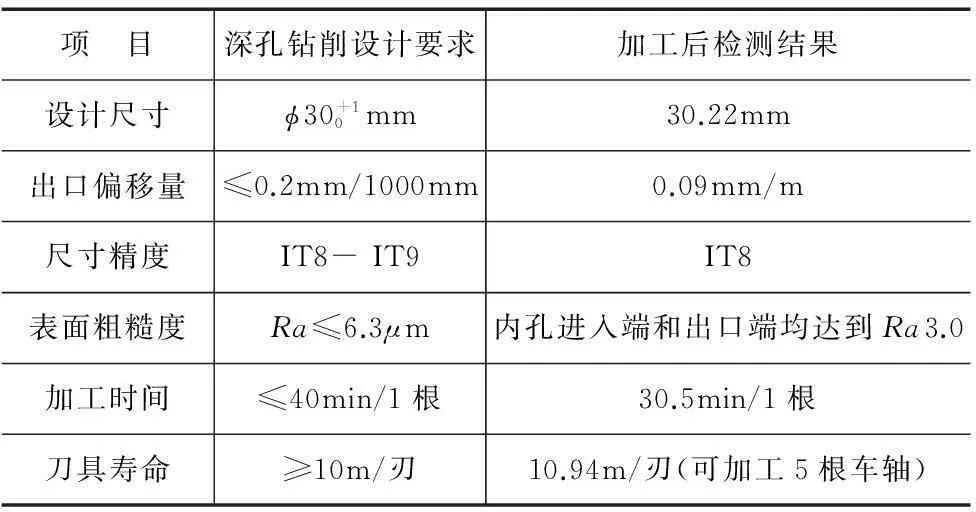
表4 车轴内孔加工精度考核表
另外,通过试验发现切削液流量的变化对断屑效果影响不明显;切削液压力受排屑通道影响,其数值压力随加工深度的增加而增大,初始压力设定在2.0MPa,随着孔深增加,最后能达到2.8MPa。如果排屑通道堵塞,则压力数值突然增高。因此,为避免损伤机床设备,当压力超过3.0MPa时控制系统自动停机。试验发现,每次停机后刀具都会有不同程度的损伤,无法继续使用。因此,深孔钻削加工必须一次完成。
3结论
经过试验得出如下主要结论:
(1)进给量对切屑的断屑效果影响较大,为保证良好断屑应取较大进给量,但进给量太大会导致刀具磨损严重,30mm内径EA4T空心车轴深孔钻削加工的进给量取0.12mm/r比较合理;
(2)切削液流量的变化对断屑效果影响不明显,30mm内径EA4T空心车轴深孔钻削加工的切削液流量取80L/min;
(3)切削液压力随钻孔深度增加而增大,为保护机床设备应该以控制压力数值的变化,30mm内径EA4T空心车轴深孔钻削加工的切削液的压力范围取2~3.0MPa。
[参考文献]
[1] 高艳艳,王玉辉,李志平. 高速列车空心车轴应用研究[J]. 硅谷,2014(20):102-103,80.
[2] 汪洪文,鞠华,朱忠奎.高速客车空心车轴的疲劳强度分析及优化[J].农业装备与车辆工程,2011(11):14-17.
[3] 顾小山.CRH1型动车组空心车轴探伤作业辅助工艺探讨[J].铁道车辆,2014,52(6):37-38.
[4] 樊铁镔. 深孔加工技术综述[J]. 工具技术,1994(5):2-5.
[5] 熊良山,师汉民,陈永洁. 钻头与钻削研究的历史、现状与发展趋势[J]. 工具技术,2005(8):11-14.
[6] 张斌. 深孔加工的几种工艺方法[J]. 机械工人.冷加工,2004(3):22-24.
[7] 何定健,李建勋,王勇. 深孔加工关键技术及发展[J]. 航空制造技术,2008(21):90-93,97.
[8] 王继明,于大国,孟晓华. 动车空心车轴中孔加工工艺与装备研究[J]. 组合机床与自动化加工技术,2014(7):132-135.
[9] 江敏,苗鸿宾.BTA深孔钻加工工艺影响因素的实验探究[J].机床与液压,2013,41(21):15-18.
[10] 李琦,裴宏伟,于勇波,等. BTA深孔钻切削过程实验研究[J]. 机械设计与制造,2004(1):105-106.
[11] 杨顺田,侯忠坤. 深孔钻削中受力分析与切削参数定量分析[J]. 组合机床与自动化加工技术,2013(1):113-117.
[12] 赵珮凤,王平,孙敬阳,等. 组合机床深孔钻削及工艺参数选择[J]. 组合机床与自动化加工技术,2001(8):53-57.
(编辑赵蓉)
Deep-hole Drilling Experiments of 30mm Inner Diameter EA4T Steel Hollow Axle
LIU Yong-bin1, SHAO Song-tao1, HE Qing-qiang2
(1.Technology and Project Division, CSR QINGDAO SIFANG CO. LTD., Qingdao Shandong 266111, China;2.College of Mechanical and Electronic Engineering, China University of Petroleum, Qingdao Shandong 266580,China)
Abstract:The difficulty of hollow axle deep-hole drilling increases with the decreasing of deep-hole size, in order to determine reasonable value range of deep-hole drilling process parameters, drilling experiments were carried out on the deep-hole drilling machine. The results showed that the value of feed rate is 0.12mm/r, the value of spindle speed is 600r/min, the cutting fluid flux is 80L/min and the cutting fluid pressure is varying from 2.0MPa to 3.0MPa. The coaxially, dimension precision and the surface roughness of deep-hole surface were satisfied the design requirements.
Key words:hollow axle; EA4T axle steel; deep-hole drilling
中图分类号:TH162;TG506
文献标识码:A
作者简介:刘永彬(1969—),男,山东乳山人,南车青岛四方机车车辆股份有限公司高级工程师,研究方向为机械制造,(E-mail)qd1965@126.com;通讯作者:贺庆强(1978—),男,山东东阿人,中国石油大学(华东)副教授,博士,研究方向为有限元法及其工程应用,(E-mail)heqingqiang_upc@163.com。
*基金项目:企业科技开发项目(SF/JG-忠字-2014-257);青岛市科技计划基础研究项目(13-1-4-257-JCH)
收稿日期:2015-01-14;修回日期:2015-02-15
文章编号:1001-2265(2015)12-0121-03
DOI:10.13462/j.cnki.mmtamt.2015.12.032