轴承外圈沟槽滚珠旋压有限元分析❋
2015-12-31陈今良吴国洋
陈今良,王 军,吴国洋
(攀枝花学院 材料工程学院,四川 攀枝花 617000)
0 引言
强力滚珠旋压(包括内旋压和外旋压)是一种高效、精密的筒形件成形方法[1-2],滚珠一般沿着旋件的轴向进给,或者沿着旋件的轴向与径向两个方向进给[3]。对于滚珠旋压力的计算,M.I.Rotarescu推导了变形区空间几何的投影面积;徐洪烈按照管件的均匀变形给出了简便的工程计算方法;江树勇[4]对带肋薄壁管的滚珠旋压过程进行了详细的分析和数值模拟。对热轧管应用滚珠内旋压的方法,利用钢管轧制后余热(800℃~900℃)所保留的良好塑性,直接将轴承套圈的内沟道多次旋压成型,省略了套圈的冷切削加工。针对热轧管直接应用滚珠内旋压方法加工轴承套圈内沟道的工艺过程,本文进行了旋压力的有限元分析。
1 有限元模型的建立
将滚珠视为刚体,所以选用刚体材料模型;将轧件定义为双线性各向同性模型,通过使用弹性模量、屈服强度和切线模型来表示材料应力应变行为。各材料属性值如表1所示。

表1 各材料属性值
滚珠旋压过程既存在弹性变形,也存在塑性变形,且主要是塑性变形,因此采用弹塑性有限元法进行研究。实体单元均采用8节点Solid 164单元;轴承外圈轴向截面两侧节点施加垂直截面的约束,滚珠以角速度ω1=1rad/s旋转;当滚珠第一次旋压深度1mm结束后,采用重启动设置,二次旋压将滚珠旋压深度设置为0.75mm;为了减少计算量,滚珠采用刚体设置;为了避免沙漏和负体积,不采用质量缩放;为了适当提高计算速度,全部计算过程采用单点积分算法[5]。建立的被旋压轧件的1/4周长有限元模型如图1所示,模型几何参数见表2。
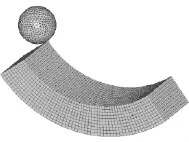
图1 划分网格后的有限元模型

表2 模型几何参数
2 有限元模拟分析
2.1 应力应变分析
图2为两次旋压时管件的应力和应变云图。由图2可以看出:最大米塞斯应力为527.4MPa,位于沟槽的两侧,应力在整个沟槽成形过程中分布不均匀;最大塑性应变为2.572,位于沟槽的底部,整个成型过程中,应变最大值区域集中在沟槽底端,沟槽两侧应变较小。
图3为两次旋压的管件截面形状图。在成型过程中,沟槽中金属由于受滚珠挤压往两侧流动,形成凸起状态,第一次旋压沟槽截面浅而窄,第二次旋压沟槽截面深而宽,变形程度明显比第一次大很多。
2.2 旋压轧制力分析
整个旋压过程中轧制力随时间的变化如图4所示。在时间0.6s内,滚珠未与轧件接触,轧制力为0,从t=0.6s开始,第一次旋压的滚珠和轧件开始接触,轧制力逐渐增加到33kN,进入稳定旋压状态,在t=2s左右轧制力又开始逐渐降低,直到t=2.5s,滚珠离开轧件,轧制力变为0;在t=1.2s左右,第二次旋压的滚珠开始与第一旋压过后的沟槽接触,轧制力逐渐增大,在t=2.25s左右达到最大值39kN,然后轧制力逐渐降低,直到t=3.1s左右滚珠离开轧件,轧制力变为0。第二次旋压的轧制力最高点比第一次高,因为第二次旋压时,滚珠与沟槽的接触面积变大,单位压力一定时,轧制力随接触面积增大而增大,这与第二次旋压变形程度比第一次大相符合。

图2 两次旋压时管件应力和应变图
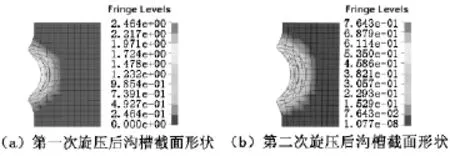
图3 两次旋压的管件截面形状图
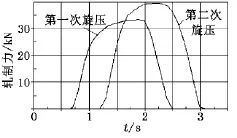
图4 旋压过程中轧制力随时间的变化
2.3 壁厚变化
图5为轴承外圈旋压时壁厚随时间的变化。由图5可以看出,第一次旋压深度为1.0mm,第二次旋压深度为0.75mm,累计旋压深度为1.75mm,可看出壁厚的变化与设计的旋压深度值吻合良好。
3 结论
通过ANSYS/LS-DYNA软件对轴承外圈沟槽旋压成形进行有限元分析,得到了两次旋压轴承外圈的应力应变图、旋压力的大小、沟槽的截面形状图,为轴承外圈沟槽滚珠旋压工艺设计提供了参考。通过有限元分析,可以看出,在进行轴承外圈多次旋压成形时,后续道次旋压力会比前道次旋压力增大。
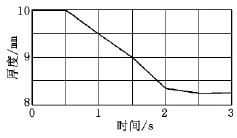
图5 旋压管件沟槽壁厚随时间的变化
[1]Tang Y,Chi I Y,Chen J C,et al.Experimental study of oil-filled high-speed spin forming micro-groove fin-inside tubes[J].International Journal of Machine Tools and Manufacturing,2007,47(7/8):1059-1068.
[2]Hua F A,Yang Y S,Zhang Y N,et al.Three-dimensional finite element analysis of tube spinning[J].Journal of Materials Processing Technology,2005,168(1):68-74.
[3]马振平,张涛.滚珠旋压成形技术[M].北京:冶金工业出版社,2011.
[4]Jiang Shuyong,Ren Zhengyi.Analysis of mechanics in ball spinning of thin-walled tube[J].Chinese Journal of Mechanical Engineering,2008,21(1):25-30.
[5]尚晓江,苏建宇.ANSYS/LS-DYNA动力分析方法与工程实例[M].北京:中国水利水电出版社,2005.