多层多道焊用于中厚板焊接变形控制研究
2015-12-29李晶晶温宁
文/李晶晶 温宁
多层多道焊用于中厚板焊接变形控制研究
文/李晶晶 温宁
采煤机电控箱体、掘进机履带架、电机箱体,液压支架顶梁采用低合金高强钢制作,钢板厚度20~100mm。由于结构件采用的钢板厚度大,焊接坡口深、焊缝填充量大,造成结构件焊接后产生较大的焊接变形,机械加工量大,制造成本高。
针对上述问题,三一重型装备有限公司根据现场调研,进行了多层多道焊工艺试验。大多数文献及资料介绍多层多道焊方法对焊接接头的冲击韧性有很大提高,后一道焊缝对前一道焊缝有重结晶作用,细化晶粒。但很少有关于对焊接变形的研究。对此,三一重型装备有限公司设计多层多道焊与多层单道焊变形比较试验。通过试验研究,制定了厚板结构件的焊接层数,每层焊缝的道数,每道焊缝的顺序及具体焊接工艺参数,总结了多层多道焊与多层单道焊之间焊接变形量差别,同时还将多层多道焊工艺应用到采煤机电控箱、掘进机履带架、电机箱体、液压支架顶梁焊接结构中。
一、中厚板焊缝结构分析
1.结构形式对焊接变形的影响
接头形式为U型坡口焊缝,焊缝上表面开口宽度60mm,深度100mm,从焊缝坡口的深度和宽度可以看到焊缝金属的填充量相当大,如果采用多层单道焊,在3米长的纵向焊缝完成以后产生的弯曲变形量达到15mm,而电控箱的上表面要求为平面,这样需采用铣加工的方法完成,增加大量的铣削加工工时。另外,采用多层单道焊也使焊接质量下降。所以,在中厚板焊接中,一般采用多层多道焊的方法。
2.试样结构形式的确定
(1)U型坡口多层多道焊和多层单道焊试件。试件的坡口形状及尺寸如图1所示。
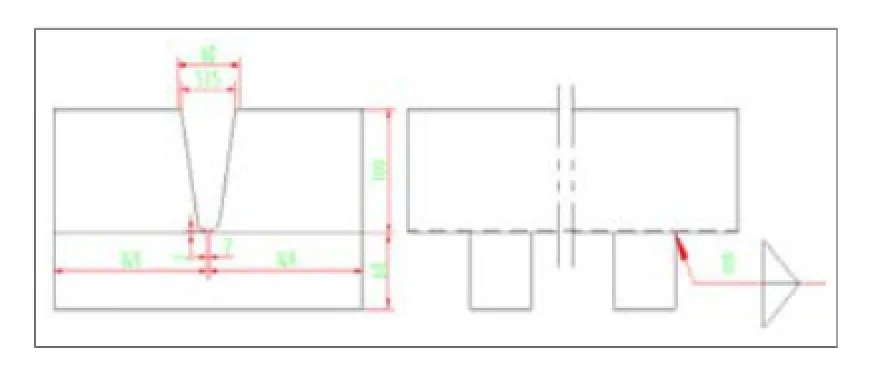
图1 试件
(2)U型坡口多层多道焊和多层单道焊试件制作。
下料:三种试样均采用数控火焰切割机切割外形,其中,U型坡口采用铣床加工,其余坡口采用半自动坡口切割机加工,修磨坡口表面至金属光泽。
组对:为了保证U型坡口在焊接时刚性一致,需在试样下方焊接两个60X60的方钢,焊脚长10mm。
焊接:检查组对间隙,清理焊接区域杂质,按照焊接工艺指导书规定的工艺参数进行焊接。
(3)T型接头V型坡口多层多道焊和多层单道焊试件制作。
下料:三种试样均采用数控火焰切割机切割外形,坡口采用半自动坡口切割机加工,修磨坡口表面至金属光泽。
组对:为了保证V型坡口在焊接时刚性一致,在试样的立板与地板之间焊接两个三角形筋板,焊脚长10mm。
焊接:检查来料,清理焊接区域杂质,按照焊接工艺指导书规定的工艺参数进行焊接。
第一层焊缝的工艺参数如表1所示。

表1
覆层焊缝的工艺参数同表1。
(4)T型接头V型坡口多层多道焊和多层单道焊试样(图片略)。
二、焊接变形比较
1.T型接头V型坡口多层多道焊和多层单道焊变形比较
(1)T型接头V坡口多层单道焊变形测量示意图如图2所示。
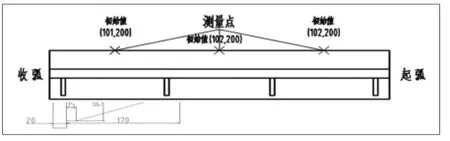
图2 T型接头V坡口多层单道焊变形测量示意图
(2)T型接头V坡口多层多道焊变形测量示意图如图3所示。
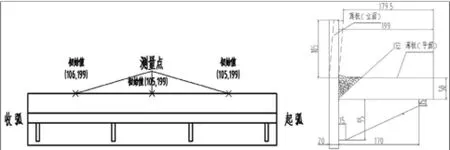
图3 T型接头V坡口多层多道焊变形测量示意图
(3)T型接头V型坡口多层多道焊和多层单道焊变形比较。
(a)T型接头V型坡口多层单道焊薄板的横向弯曲变形为200mm-177mm=23mm
(b)T型接头V型坡口多层多道焊薄板的横向弯曲变形为199mm-179.5mm=19.5mm
T型接头V型坡口多层多道焊和多层单道焊比较,焊接变形降低了18%。
计算如下:(23-19.5)/19.5X100%=18%
2.对接接头U型坡口多层多道焊与多层单道焊变形比较
(1)对接接头U型坡口多层单道焊和多层多道焊变形记录如表2所示。

表2
(2)对接接头U坡口多层单道焊与多层多道焊变形对比。
U坡口多层多道焊和多层单道焊比较,焊接变形降低了50%。
计算如下:(12-6)/12X100%=50%
三、焊接变形分析
1.从焊接变形试验的结果可知多层多道焊比多层单道焊变形小。
2.焊缝高度越大,多层多道焊比多层单道焊变形小的越多。
3.对接接头U坡口与T型接头V型坡口比较,多层多道焊与多层单道焊变形相差大。
4.角焊缝与T型接头V型坡口焊缝变形规律相似,多层多道焊比多层单道焊变形小。
5.多层多道焊与多层单道焊变形相差多少与结构件的结构和刚性有关,与具体的焊接工艺参数有关。本试验的焊接变形量是依据本试验的具体结构得出的结论,只能作为参考。因为影响焊接变形的因素很多,要综合考虑。
四、结论
1.中厚板焊接时,采用多层多道焊可以减少结构件的变形量,特别是可以减少结构件的机械加工余量,降低结构件的制造成本,提高结构件的生产效率。
2.采用多层多道焊可以减少结构件的变形量,并且提高结构件的尺寸精度,提升结构件的精细化制作水平。
3.多层多道焊通用工艺规范可以作为参考,为了提高生产效率,可适当放宽层间温度,但不得超过规范中规定的最高温度。
4.在采煤机电控箱体、掘进机履带架、电机箱体,液压支架顶梁结构件的生产中,应推广采用多层多道焊方法。
(作者单位:三一重型装备有限公司)
(责任编辑:庞永厚)
