基于柔性制造理论火工品小群模自动装配生产线的实现
2015-12-28张弦弦朱全松
张弦弦,朱全松
(中国兵器工业第五八研究所,四川 绵阳 621000)
基于柔性制造理论火工品小群模自动装配生产线的实现
张弦弦,朱全松
(中国兵器工业第五八研究所,四川 绵阳 621000)
摘要:针对目前国内火工品生产厂家在火工品装配过程中,存在生产线专用性强,生产线和产品生产都是一对一的方式,造成了生产线利用率低下,场地占用率高、同时当产品改进或淘汰后,生产线再利用较难,不适应现阶段武器装备制造多品种、小批量的生产模式等生产现状的问题。进行分析论证、总结出了一种可以实现多种火工品生产柔性化装配生产线。该生产线通过工装模具快速更换、装药精度、压药压力快速调整以及设备布局快速切换等方法来实现多品种、小批量的火工品自动化装配生产线,填补了国内空白,提高了我国火工品的装药装配水平。
关键词:柔性制造;火工品装配;排列组合生产模式
1国内外现状分析
火工品,素有“热兵器心脏”之称。正因为如此,世界各国都高度重视火工品的科研生产及制造技术的改进。
国内的火工品生产技术来源于原苏联,大多采用手工与独立设备混合生产模式,从20世纪80年代开始,国内火工品生产开始不断进行技术革新,取得了一定成果,部分生产工艺及装备得到了较大改善,安全性及生产效率有了一定提高,但生产线专用性强,生产线和产品生产都是一对一的方式,造成了生产线利用率低下,场地占用率高。当产品改进或淘汰后,生产线再利用较难。不适应现阶段武器装备制造多品种、小批量的生产模式。同时,我国目前火工品装配整体水平不高,主要还是采用简单机械并辅以人工的生产方式,存在较大的安全隐患。
国外(如欧美等发达国家)的火工品生产线一般都是能适应多种不同产品的生产,柔性化程度高,只需要更换相应的模具和修改对应的参数就可实现产品的切换。这样的好处不仅减少生产场地,节约了大量的资金,更重要的是由于场地和设备的减少,同时操作人员大大减少从而导致了安全隐患的减少。
通过国内外生产现状对比,不难发现,我国火工品生产线设计理念和技术水平同世界发达国家均存在不少差距,主要问题还是设计理念相对落后,缺乏柔性制造理论。
2必要性分析
针对当前国内火工品装配生产线生产方式单一,产品适应率低下、场地占用率高、人员操作密集、危险隐患多等问题,以及现在火工品主要以小批量、多品种生产方式,因此在火工品制造中采用柔性化制造方式是必然的,原来的单一化生产模式已不再适应当前复杂的生产方式需要,通过表1,可以明显看出柔性化自动生产线相对原有的单一化生产线的优势。
表1 新老火工品生产线对比分析
3柔性化制造需求分析
虽然火工品种类繁多,但是其装配工艺基本大同小异,主要包括装药、压药、收口、退出等关键工序,以某针刺火帽为例,主要流程如图1所示。
图1 某火帽装配工艺流程
通过图1火帽的装配工艺流程可以看出,不同火工品装配的区别主要在以下方面:
1) 工装、模具尺寸不一致;
2) 装药量及药剂物理特性有区别;
3) 压药、收口力有区别;
4) 装压药工序不同。
上述4点为火工品制造的主要区别,所以要实现火工品柔性制造,生产线必须要能够实现工装模具快速方便更换、装药量及压药压力可以自由调节、并且生产线设备可以根据不同产品的实际生产工艺过程进行动态组合的功能。
4实施方式
4.1工装模具快速更换
通过对火工品装配工艺流程和工艺参数的分析,设计出采用同一生产平台,通过更换工装和控制程序、更改工艺参数,实现不同产品生产的柔性化火工品自动装配柔性生产线,从根本上解决了当前火工品装配制造过程中多品种、小批量生产模式问题。
4.2装药药量调整
a) 群模式装药
对于流散性好、密度均匀的药剂一般采用群模式计量板定容式装药,对于不同的装药量可以通过更换计量板来实现装药量的调整,如图2所示。

图2 群模称装药机机械结构原理图
设备由装药料斗、振动机构、计量板加药机构等组成。工作时首先装有工件的模板传输到该工位,计量板加药机构中的计量板动作,完成加药。
振动机构在计量板装药和放药时振动辅助药剂流动;装药料斗中存药量控制在安全规定药量范围内,一般不超过200g,并设置有药量检测机构实时检测药剂消耗量。当料斗内药剂存量低于下限时,设备自动通知操作人员进行药剂增补。补药时,人工将药杯放置于抗爆间内的补药平台上。启动补药动作,隔爆门自动关闭,称装药上方的多自由度自动补药机械手动作夹持住药杯完成补药。
b) 单发装药模式
对于流散性差、敏感度高的火工药剂,在装药过程中一般都是采用勺型装药的方式进行装药,勺型装药机结构如图3所示。

1—防爆步进机构;2—加药旋转机构;3—药勺摆动机构;4—药勺旋转机构;5—盛药碗;6—药碗旋转机构;7—刮药机构图3 勺型装药机结构原理图
工作原理及过程如下:药碗旋转机构带动药碗作匀速转动,其目的是防止药勺在舀药时划出药坑,影响加药。药勺摆动机构带动药勺进行舀药,刮药机构将药勺表面的浮药刮掉,确保药剂计量准确。然后加药旋转机构动作带动药勺运动到模具上方,药勺旋转机构动作带动药勺翻转,将药剂倒入模具,完成加药。对于不同产品生产,可通过更换药勺来实现装药药量的调整。
4.3压药压力、收口力调整
在火工品制造过程中,压药和收口设备结构和原理大致相同,只是对应的模具不同。
a) 群模式压药、收口机构设计
对于压药精度要求相对低的群模式压药,一般采用群模式压机,其结构如图4所示。

图4 群模压药机原理图
设备由机架、压头、升降机构、气液增力缸、压力分配器等组成。工作时首先装有工件的模板传送到位,气液增力缸动作驱动升降机构下降,压头分别进入工件内腔压药并保压。压力传感器进行压力值实时采集,控制系统对压力进行开、闭环结合控制,确保整体压力一致性。多个压头与升降机构之间有压力分配机构,可以均衡多个压头的压力。
b) 单发压药、收口机构设计
对于压药收口精度要求高的火工品装配,为了达到压药密度和压药深度的要求,必须保证压药的压力,采用全闭环全数字气液伺服技术,并对压合过程中的压力实现在线实时检测和控制。其硬件原理框图如图5所示。
图5 伺服位移和压力控制器原理框图
由图5可知,全闭环全数字液压伺服系统是由执行元件液压缸、本安型油压传感器、D/A转换接口和A/D转换接口组成。其压力控制框图如图6示。
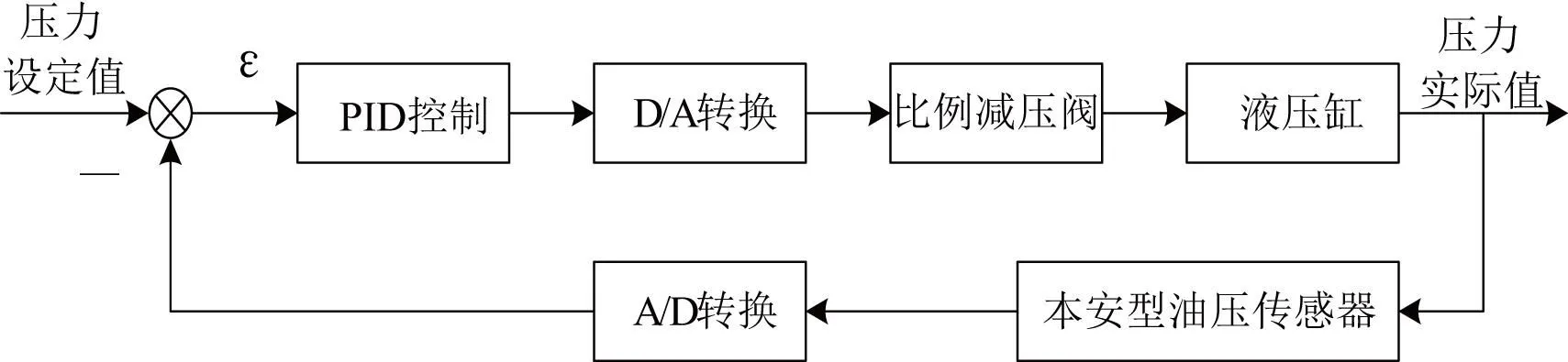
图6 全闭环全数字压力控制框图
由图6可知,通过对输出压力值的设定,可以实现压力的精确控制,从而实现对不同产品的压药收口。
4.4设备智能动态组合
不同的火工品装配除了装药药量、压药压力等工艺参数不同外,装配的工序也不尽相同。对于不同工序火工品的装配生产,通过将生产线设备进行自由组合,以及通过人机界面设定设备工作状态,从而实现不同工序火工品之间装配生产。图7是以5装5压火工品装配生产线为例,说明设备智能动态组合的优越性。

图7某火工品装压药流程
通过图7可以看出,通过参数设置,生产线可以实现所有装压药工序≤5的火工品生产,上述设备通过排列组合计算,一共有
种排列组合方式。
根据生产的工艺与环境和实际生产的需要,每台单机均采用独立的控制系统以及物流传输系统,同时提供相应的数据IO接口,生产线中的单机可实现单台生产和多台自由组合生产,以实现不同产品的生产需要。控制结构原理图如图8所示。
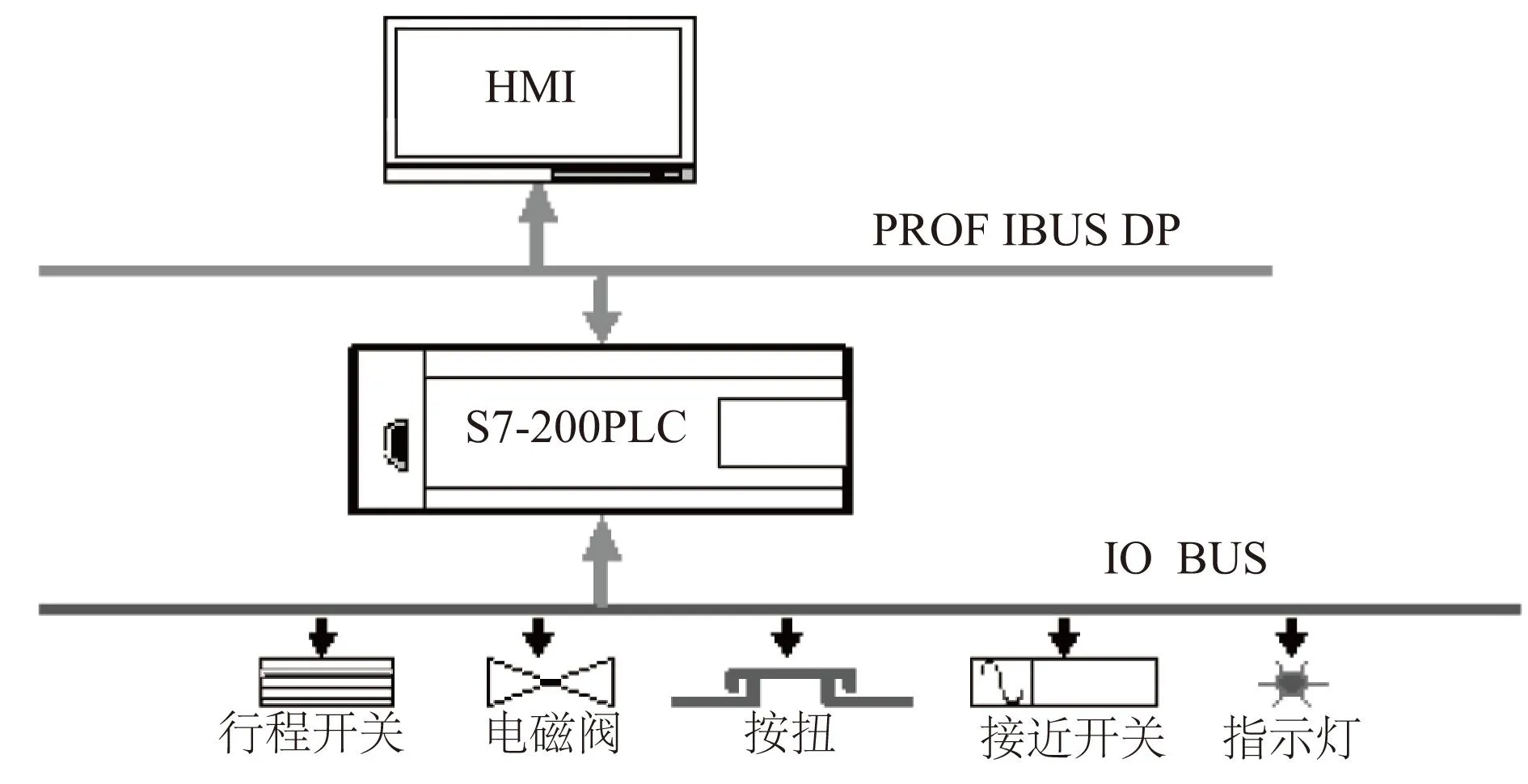
图8 单机控制原理图
为了适应小批量多品种生产的现状,更换不同的产品进行生产时,由于工艺规定的不同,必须对设备不同的组合或者是单台设备进行生产。当重新组合专机搭建新的生产线的时候,必须要考虑各个专机的生产一致性和协调性,首先要对每台单机的工作时间进行统计,将工作时间最长的单机作为系统基准节拍时间,其他单机工作时间作出相应的补偿,其原理图如图9所示。
由于生产线的生产模式是流水生产模式,当生产线上的某台单机发生故障的时候,必须及时通知故障单机前面所有单机停止生产,以避免生产线上的在制品的积压如图10所示。
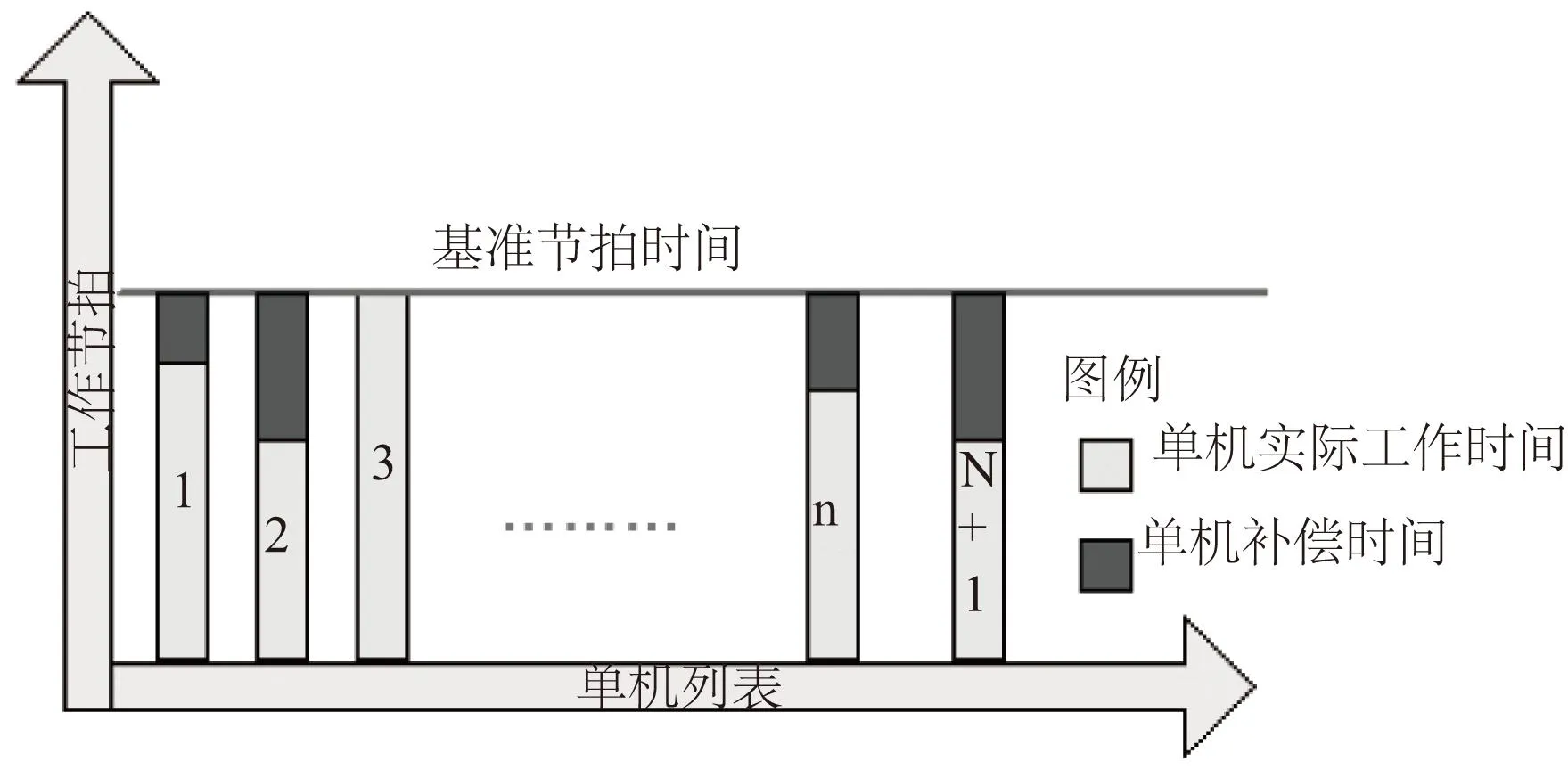
图9 单机节拍补偿原理图
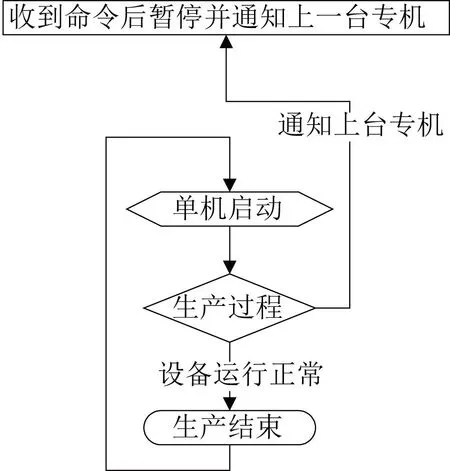
图10 系统故障处理流程图
所以每台专机在设计控制系统时,必须要考虑同其他专机的数据接口,以保证专机之间的数据通讯,其原理如图11所示。
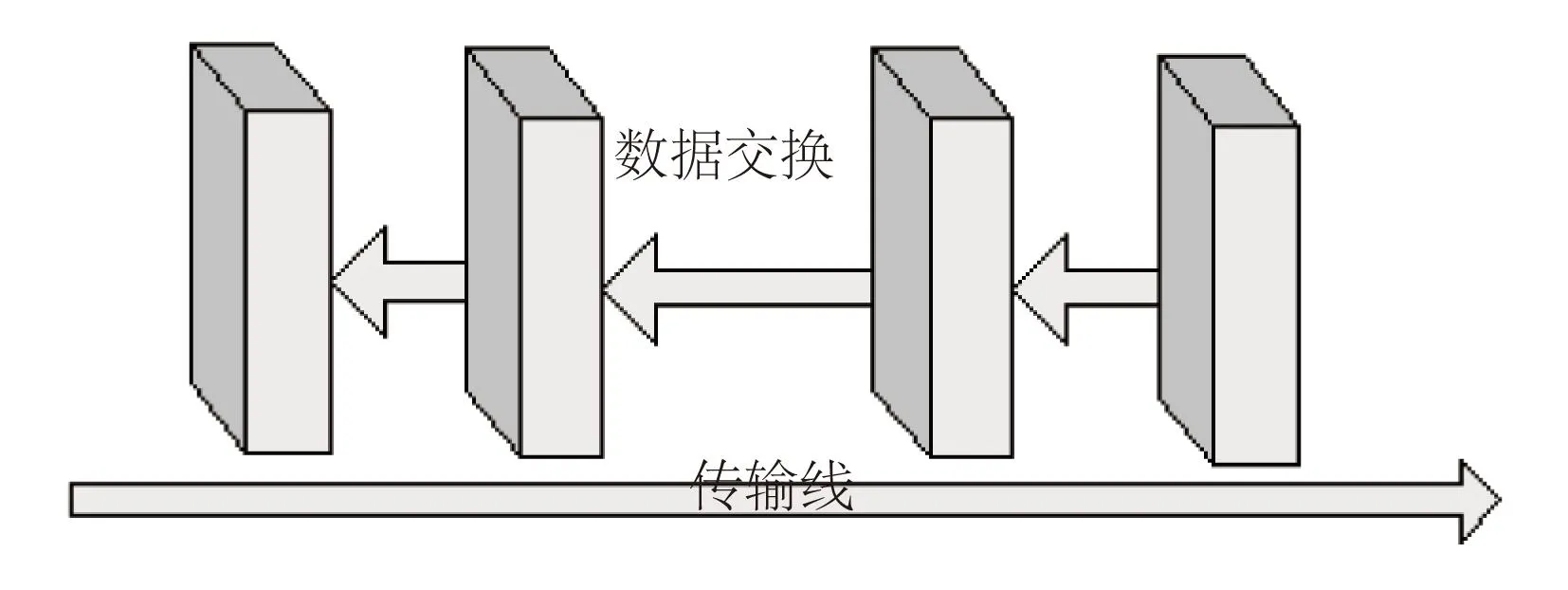
图11 单机数据交换
为保证生产线每台设备都可以单独进行使用,生产线每台单机分别采用独立的控制系统。控制系统采用PLC触摸屏方式,其本机自带的开入、开出点,配以模入输出模块,负责对现场仪表信号的采集和执行机构的执行,并将生产状态反馈回人机界面。控制器安装在各专机的防爆控制盒内,通过操作操作面板上的按钮实现对各专机的控制,这样的装配方式实现了机械设备和控制系统集成在一起,便于设备的运输和搬运,避免设备移位时需要重复接线。
人机交互界面包括控制柜面板和手动操作盒。控制面板上有触摸屏、电源开关、模式选择旋钮、启动按钮、停止按钮、急停按钮、报警指示灯、运行指示灯、停止指示灯、电源指示灯等,方便现场人员对生产过程进行监控。手动操作盒上有启动按钮和停止按钮,方便人工移动调试。模式选择旋钮有两个状态选择:调试和生产。当选择在调试位置时,系统不进行上料有无弹壳的判断,直接连续运转,也可以进行点动和单次操作。当选择在生产位置时,系统按照工艺要求进行不合格品剔除和生产条件监控、故障停机。
现场传感器、气缸和电机等输入输出信号通过控制器本机I/O点和扩展I/O点连入至CPU模块上。
5结语
通过模具快速更换、装药药量自动调节、压药及收口力调整以及设备智能动态等方法,可以快速实现生产线生产产品的切换,实现了柔性制造,解决了目前我国火工品制造存在的生产线产品生产单一化、利用率低下,场地占用率高、人员密集、自动化水平落后、安全隐患大、以及当产品改进或淘汰后,生产线再进行利用较难等问题。
参考文献:
[1] 张培忠. 柔性制造系统[M]. 北京:机械工业出版社,1996:78-85.
[2] 颜永年. 先进制造技术[M]. 北京:化学工业出版社,2002:105-122.
[3] 张根保. 自动化制造系统(第二版)[M]. 北京:机械工业出版社,2006:32-34.
[4] 俞新陆. 板件柔性制造系统[M]. 北京:机械工业出版社,2001:156-158.
[5] 陈在平,岳有军. 工业控制网络与现场总线技术[M]. 北京:机械工业出版社,2008:203-211.
[6] 夏建才. 火工品制造[M]. 北京:北京理工大学出版社,2009:59-60.
[7] 劳允亮,盛涤纶. 火工品药剂学[M]. 北京:北京理工大学出版社,2011:37-38.
[8] 郑晟. 现代可编程控制器原理与应用[M]. 北京:科学出版社,1999:153-155.
欢迎投稿欢迎刊登广告欢迎订阅
Realization of Initiating Device Small Population Module Automatic Assembly
Line Based on Flexible Manufacturing Theory
ZHANG Xuan-xuan, ZHU Quan-Song
(No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
Abstract:In initiating device assembly process of domestic initiating device factory, the assembling line is only used for one product, so its production efficiency is low and its land occupation area is large. When the product is improved or eliminated, this line is hard to be reused for multi-types manufacturing and small batch production mode. so the flexible assembly line is designed to realize multi-types manufacturing and small batch production by fast replacing module, adjusting charging precision and pressure and changing over the layout. The assembly line is advanced in domestic market and can be used to improve domestic assembly efficiency.
Keywords:flexible manufacturing; initiating device assembling; arrangement and combination production mode
收稿日期:2014-03-24
中图分类号:TH165
文献标志码:B
文章编号:1671-5276(2015)03-0168-04
作者简介:张弦弦(1980-),女,四川绵阳人,工程师,工学学士,主要从事军工数字化技术研究。