滚珠丝杠副精度保持性试验装置及加载方案研究
2015-12-28朱宇霖欧屹韩军
朱宇霖,欧屹,韩军
(南京理工大学 机械工程学院,江苏 南京 210094)
滚珠丝杠副精度保持性试验装置及加载方案研究
朱宇霖,欧屹,韩军
(南京理工大学 机械工程学院,江苏 南京 210094)
摘要:滚珠丝杠副的精度保持性对数控机床的加工精度稳定性与高精度加工持久性有重大影响。采用电涡流制动器加载螺母的方案,设计了一套滚珠丝杠副精度保持性测量装置,解决在大载荷运动过程中对滚珠丝杠副实际工况的模拟及传感器数据实时采集等难题。在此基础上,对滚珠丝杠副精度保持性的试验方法进行了研究。结果表明该试验装置具有加载载荷大,实际工况仿真度高,被测件易拆卸装配,测量精度高,适用范围广的优点;该试验方法能够较好地完成精度保持性的测量及验证,对同类产品试验方法的研究也具有指导意义。
关键词:滚珠丝杠副;精度保持性;电涡流制动器加载;试验方案
0引言
由于滚珠丝杠副具有传动效率高、灵敏度高、传动平稳,磨损小、寿命长;可消除轴向间隙,提高轴向刚度等优点,被广泛用作中小型数控机床的进给传动系统[1,2]。因而其精度保持性指标对数控机床的加工性能有很大影响。保证数控机床安全可靠的运行,尽量减少因滚珠丝杠副精度丧失导致的产品品质下降影响生产,以及预测和延长其维修周期等是当前比较热门的课题[3]。
目前,国外滚动功能部件厂商如THK等,其滚珠丝杠副产品系列已有详细严格的出厂参数可供查阅,诸如基本额动静载荷,额定工作扭矩等技术指标,以供使用者参考[4]。反观国内,关于滚珠丝杠副精度保持性的理论研究相对较少,专门针对滚珠丝杠副精度保持性测试试验台的研究就更少[5,6]。目前国内还没有具有模拟实际工况加载能力的滚珠丝杠副精度保持性测定的实验装置。因此,在滚珠丝杠副精度保持性测定方面,还有待开发出具有模拟实际工况加载能力的高精度、高载荷、高通用性的自动测量装置和方法,不仅拥有很好的应用前景,对国产滚珠丝杠副品质的提高也会有很好的推动作用。正是基于上述思想,从数控机床的结构特点与动力学角度,分析影响滚珠丝杠副精度保持性的因素,自主研究开发针对滚珠丝杠副的精度保持性检测的试验装置,进行可行性论证以及产品结构设计。
1试验方案分析(见图1)
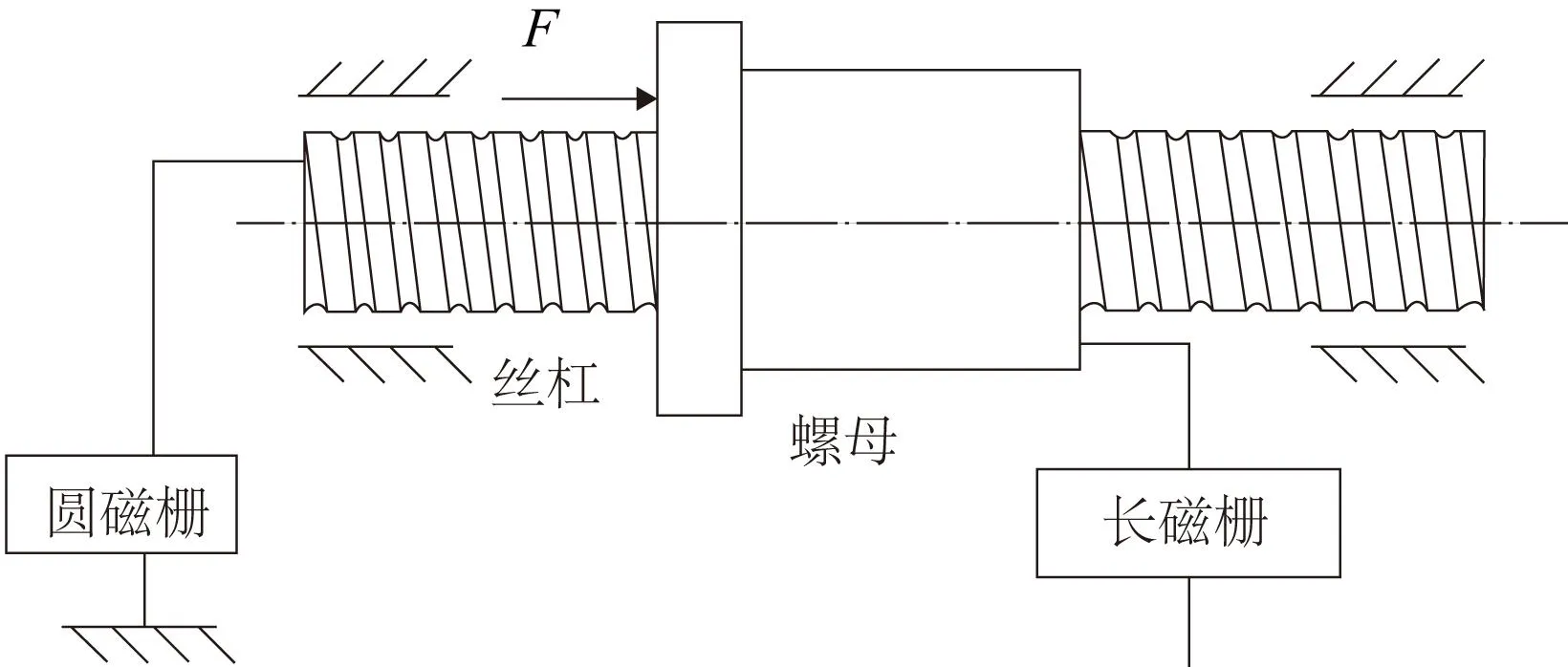
图1 滚珠丝杠副精度保持性测量方案原理
国标中对滚珠丝杠副的精度保持性还没有明确定义,一般认为,在规定的工作期间内,保持机床所要求的精度,称之为精度保持性[7]。因此表征丝杠精度保持性的变量即,滚珠丝杠副在规定情况下连续使用丧失规定的精度所耗用的时间;丝杠的精度丧失可用规定直线位移行程内转动行程变动量ΔVθp或规定的转动行程内直线位移行程变动量ΔVlp来表示。因此,使用如下关系式中的参数来表征滚珠丝杠副精度保持性的性能指标Y(t):
Y(t)=f(ΔVθp,ΔVlp,L,F)
(1)
式中,ΔVθp—直线位移行程内转动行程变动量;
ΔVlp—转动行程内直线位移行程变动量;
L—精度保持性测定的规定行程距离;
F—丝杠副所承受的轴向加载负荷;
t—ΔVθp或ΔVlp达到规定极限变动量所耗用的时间。
根据此定义,在一定载荷下对被测丝杠副进行可靠性分析,在一定使用时间前后,多次测量记录在一定行程内丝杠的旋转行程量ΔVθp以及对应的丝杠螺母位移行程量ΔVlp,提出一种滚珠丝杠副精度保持性试验台的设计方案。电涡流制动器为阻力源,通过卷筒钢丝绳对固连丝杠螺母的工作台施加阻力,工作时,由电涡流制动器提供负载,通过调节电涡流制动器的电流值可实现对滚珠丝杠副工况的模拟。
2试验方案设计
根据对加载方案的分析以及基于一种创新的卷筒钢丝绳加载系统的应用,采用该加载方式设计出一套滚珠丝杠副精度保持性试验装置,其具有加载载荷大,实际工况仿真度高,被测件易拆卸装配,测量精度高,适用范围广的优点。装置待测参数有5个,分别为丝杠的旋转角度,螺母的轴向位移,丝杠的轴向工作载荷,丝杠副的工作扭矩,丝杠副的预紧扭矩。对应测量传感器分别为圆磁栅,直线光栅尺,拉压力传感器,动态扭矩传感器,以及静态扭矩传感器。
2.1试验装置设计
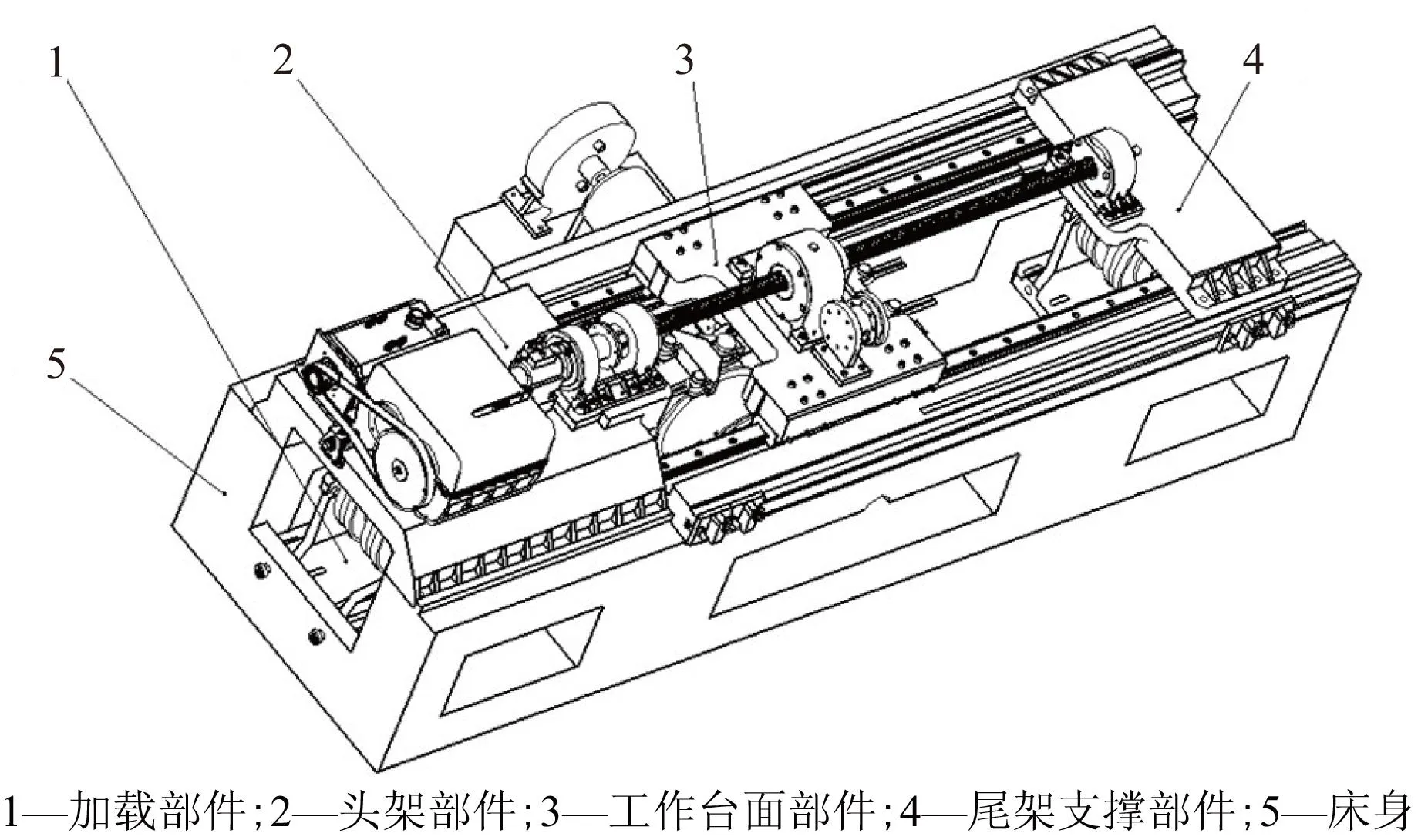
图2 滚珠丝杠副精度保持性试验装置部件图
如图2所示,设计的滚珠丝杠副精度保持性试验装置主要有五个机械部件构成,分别为加载部件、头架部件、工作台面部件、尾架支撑部件、床身。采用伺服电机提供动力,以电涡流制动器通过卷筒钢丝绳系统对丝杠螺母进行加载,拉力传感器设置在钢丝绳与螺母工作台之间,得到加载力的实际值,圆磁栅设置在电机减速器的输出轴上得到丝杠的实际转动位移量,长光栅通过螺纹连接安装在床身上,测量被测螺母的位移。通过对采样数据进行处理,可分别绘制不同加载力状态下滚珠丝杠副经过跑合一段时间后精度丧失前,转动行程变动量ΔVθp的变化曲线和位移行程变动量ΔVlp曲线的变化曲线,从而建立特定型号滚珠丝杠副精度丧失曲线,为进行滚珠丝杠副精度保持性的深入研究提供可靠参数。其三维模型爆炸图如图3所示。
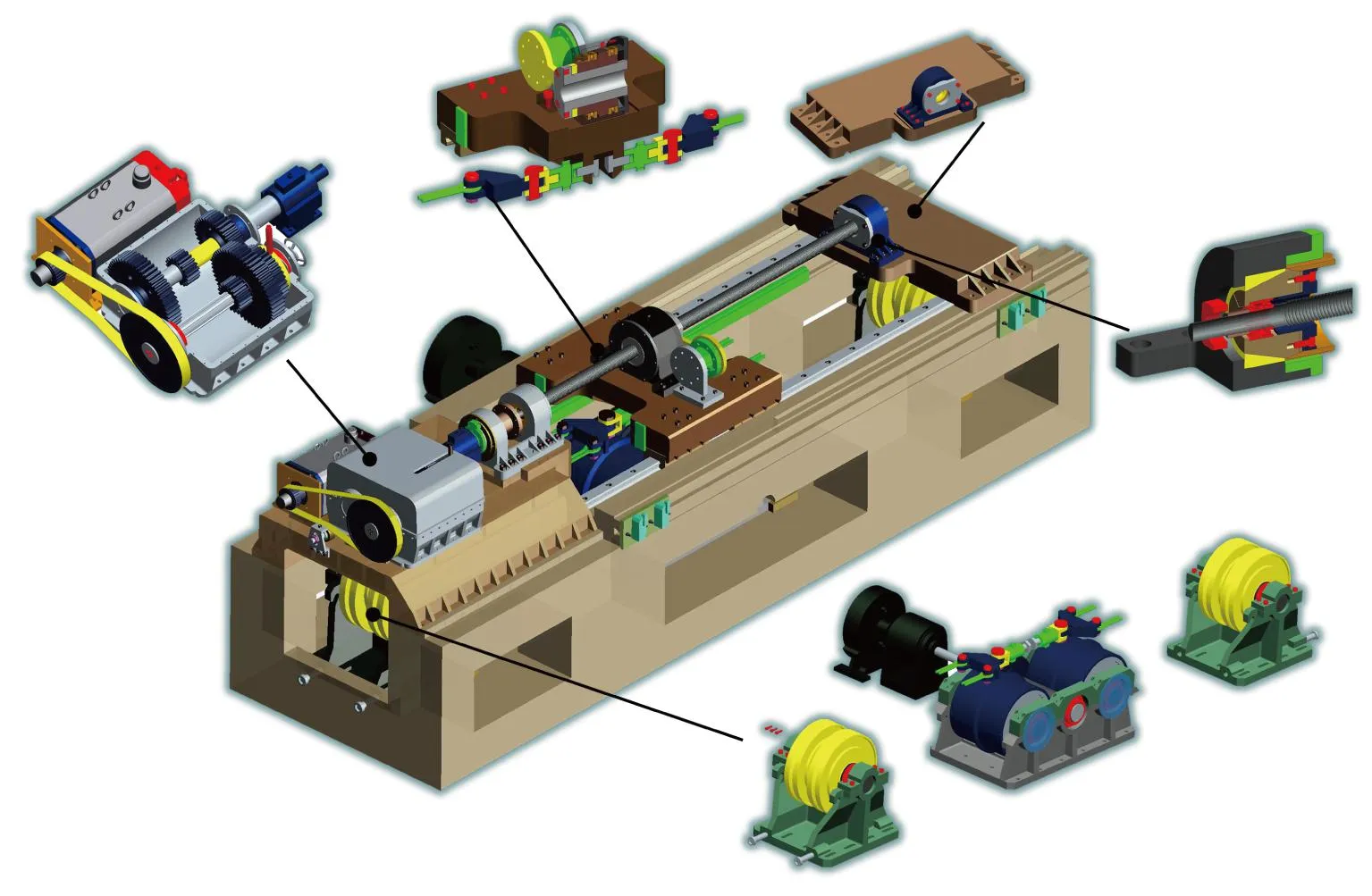
图3 滚珠丝杠副精度保持性试验装置部件爆炸图
实验装置包括机械系统和测量系统以及数据处理模块,如图2及图4,机械部分包括加载部件1、头架拖动部件2、工作台面部件3、尾架支撑部件4和床身5,其中头架拖动部件2和尾架支撑部件4均位于床身5上,工作台面部件3位于头架拖动部件2和尾架支撑部件4之间,加载部件1位于床身5中部的凹槽内;测量系统包括圆磁栅3,拉力传感器2,动态扭矩传感器9,静态扭矩传感器11,长光栅12;加载部件包括电涡流制动器13、 卷筒5、定滑轮6、钢丝绳4;加载部件包括电机7、减速器8。
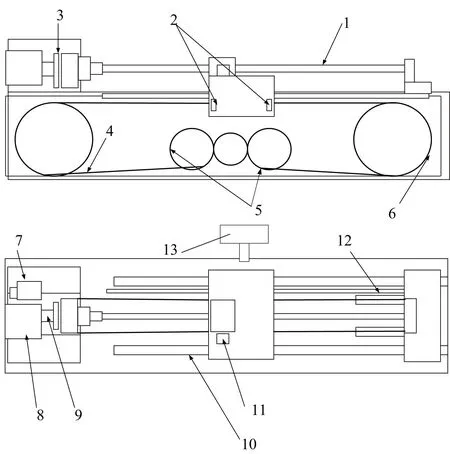
1—待测丝杠;2—拉力传感器;3—圆磁栅;4—钢丝绳;5—卷筒;6—定滑轮;7—电机;8—减速器;9—扭矩传感器;10—直线导轨;11—扭矩传感器;12—长光栅;13—电涡流制动器 图4 滚珠丝杠副精度保持性试验装置的结构组成及连接组装示意图
试验装置主要解决了如下关键问题:
1) 被测丝杠的规格普适性。试验装置的动力输入端利用三档齿轮变速箱调节丝杠转速,增加了可测量程,设计变速比分别为1∶3,1∶9,3∶1。参照THK样品手册并验算,实验装置可满足导程5mm~65mm以内大部分试验丝杠的额定输入载荷要求。
2) 被测丝杠的频繁拆装与替换。如图5所示,试验装置利用头尾架内的内外锥套及轴承套件夹持丝杠两端,以适应不同规格的丝杠,且更换方便,保证丝杠安装的兼容性与稳定性。
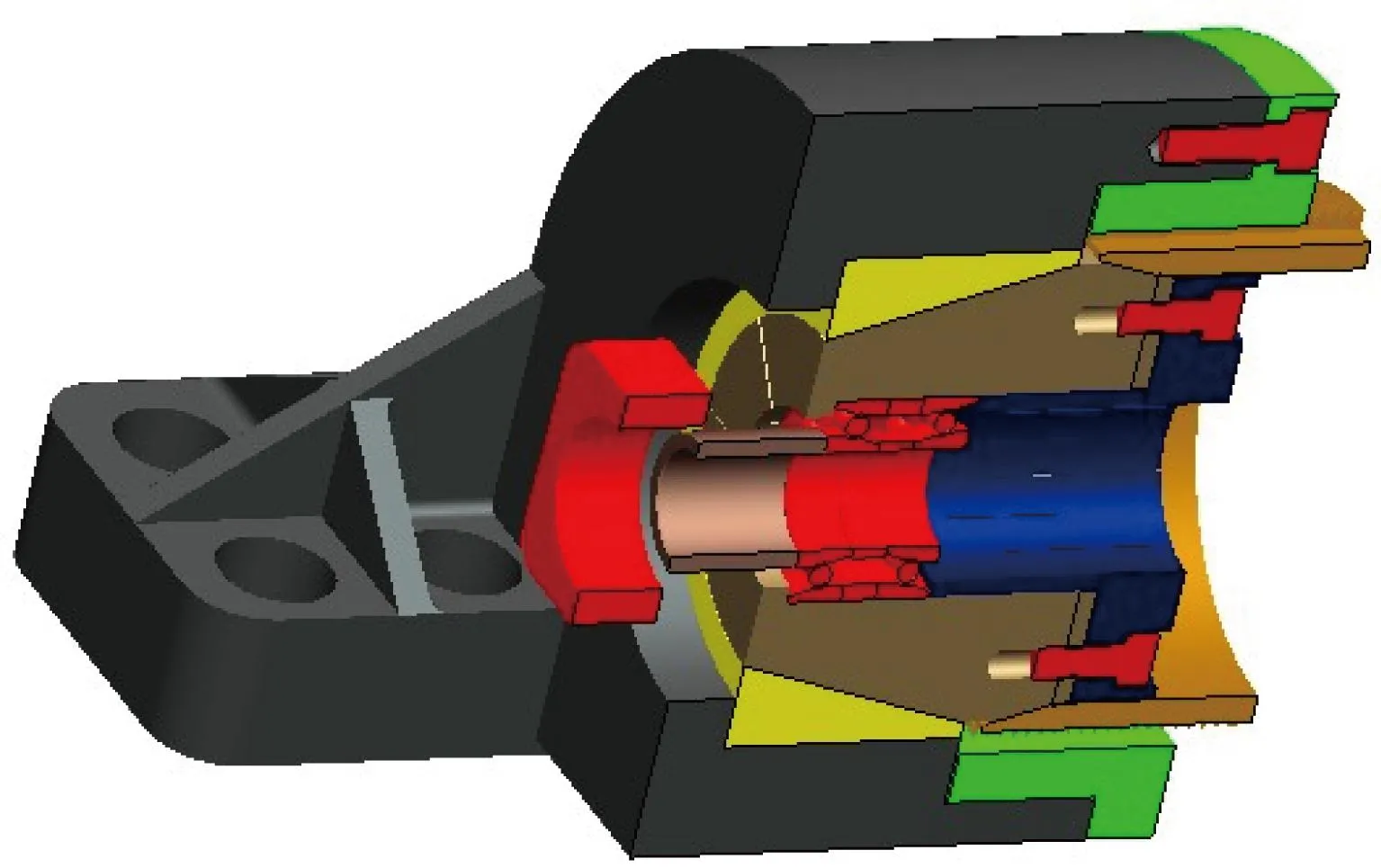
图5 头尾架丝杠夹持组件剖视示意图
3) 加载工况的模拟。如图4所示,试验装置选用一款电涡流制动器作为阻力源,通过齿轮传动将阻尼传递到电涡流制动器左右两侧的卷筒上,卷筒上缠绕有规定圈数的钢丝绳,钢丝绳绕过床体两端的定滑轮与被测丝杠螺母所连接的工作台底部相固连。本装置加载系统加载力通过钢缆传动实现,可实现阻尼的连续变化,有效地模拟了实际工况,且成本低廉。
4) 试验装置的扭矩传感器及钢丝绳与工作台连接处的拉力传感器可实现实时监测被测丝杠上加载力的大小,为模拟实际工况及数据的实时处理提供依据。
2.2试验方法
a) 试验台准备
实验装置试验准备主要包括准备工序,系统加载,系统测控,信息记录四个部分。准备工序主要包括确定测试工件,并参照试验规范选择测试总样本量,根据丝杠支撑单元及螺母轴径,选择合适的安装工装。根据丝杠安装规范,在试验台工作台上安装被测滚珠丝杠副,并根据安装型式调节尾架支撑;如果采用两端固定型式,需要将尾架锁死在床身上;如果需要预拉伸,根据预拉伸规范,使用测力扳手进行预拉伸;根据加载力大小,参照使用手册选取正确的拖动减速速箱档位及加载增速箱档位;
依次开启试验台电源、冷却系统、数控系统、测试系统;关闭防护挡板;系统加载即对被测丝杠加载至额定动载荷或规定载荷,视所测的目的而定。试验台加载由测控系统自动控制,需事先在测控系统界面设定加载力要求。
b) 关于精度保持性验证的试验方法
精度保持性试验,样本量尽量>10件,在20%额定动载荷加载条件下连续转动标称的精度保持性时间,其中只有10%以内产品行程误差劣化在30%以内,则该产品标定精度保持性时间可信。每批次样件精度保持性验证工序如图6所示。
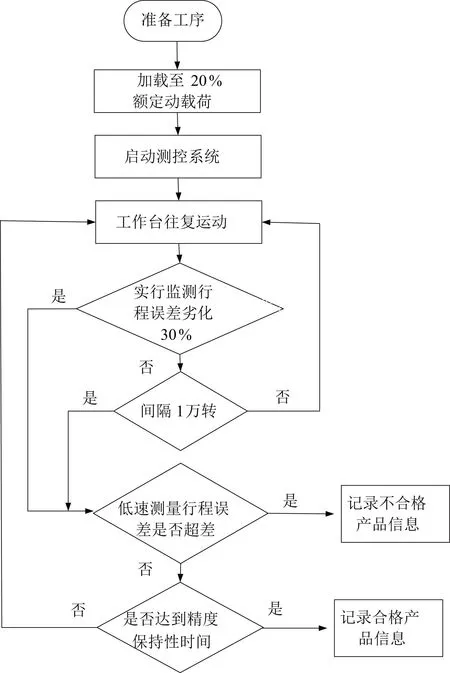
图6 每批次样件精度保持性验证工序流程原理示意图
c) 关于精度保持性测定的试验方法
精度保持性测定为批量试验,样本量尽量>10件,在标称精度保持性不可信,或不明确实际精度保持性指标下,通过本工序完成精度保持性测定试验,结合精度保持性试验规范得到产品的实际精度保持性指标。每批样件疲劳精度保持性测定工序如图7所示。
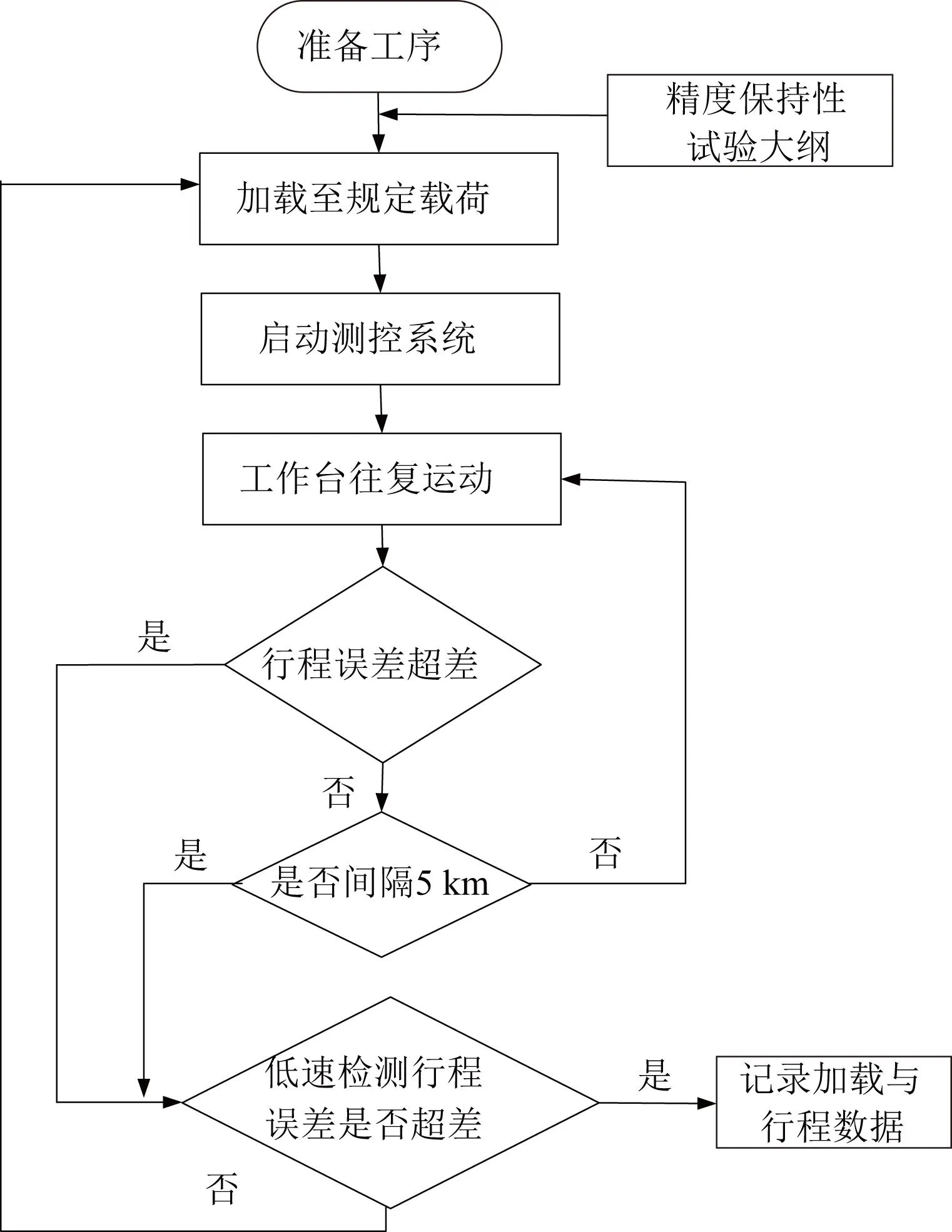
图7 每批样件疲劳精度保持性测定工序流程原理示意图
3结语
1) 试验装置最大试验力可达20kN,并且采用高精度拉压传感器、位移传感器与扭矩传感器,因此具有高载荷、高精度的优点,并且具备做满载荷寿命试验的加载能力。
2) 试验装置不仅可对常用直径系列的滚珠丝杠副进行精度保持性验证,更可直接测定滚珠丝杠副样品的精度保持性,并且对被测丝杠的长度无过高限制,具有适用范围广的优点。
3) 为避免拆装样件过于繁琐,试验装置设计了内外锥套及轴承套件用于夹持丝杠两端,针对不同规格的丝杠定做配套的夹持套件,更换方便,保证丝杠安装的兼容性与稳定性,结构简单,可靠性高。
4) 实验装置的尾架与床身之间的平—V导轨设计,可适应不同长度被测丝杠的尾端支撑要求;对于需要施加预紧力的试验,可以通过测力扳手对设置在尾架上的预紧螺母施加预紧力。
5) 试验装置通过控制电机正反转可实现被测滚珠丝杠副在电涡流制动器的可控连续加载下的持续往复跑合,成本低廉,检测的数据值精确可靠,具有很好的市场前景。
6) 针对试验装置研究的试验方法能够较好地实现滚珠丝杠副精度保持性的测量与验证,精确而可靠,并且对将来其他同类产品试验方法的研究具有指导意义。
参考文献:
[1] 王兆坦,朱继生, 张瑞, 等. 滚珠丝杠副性能指标的测试与研究[J]. 制造技术与机床, 2009(6):128-134.
[2] 许向荣,宋现春, 姜洪奎, 等. 提高数控机床滚珠丝杠进给系统机械刚度的措施[J]. 组合机床与自动化加工技术, 2008(8):1-4.
[3] 黄祖尧. 精密高速滚珠丝杠副的发展及其应用[J]. 制造技术与机床, 2002( 5) : 8-11.
[4] THK CO.,LTD. THK直线运动系统A产品解说[J]. 深圳蒂业技凯投资有限公司.
[5] 俞忠志. 我国滚动功能部件产业现状分析[J]. 制造技术与机床, 2004(4):92-94.
[6] 屠国俊,陶卫军,冯虎田,等. 高速滚珠丝杠副性能试验与分析方法研究[J].组合机床与自动化加工技术,2012(1) : 8-11.
[7] 郑金兴. 机械制造装备设计[M]. 哈尔滨:哈尔滨工程大学出版社, 2008.
Study of Horizontal Testing Program for Accuracy Retention of Ball Screw
ZHU Yu-lin,OU Yi,HAN Jun
(School of Mechanical Engineering,Nanjing University of Science and Technology,Nanjing 210094,China)
Abstract:The accuracy retention of ball screw has important influence on stability and persistence of processing accuracy of CNC. The loading program of Eddy current damper is used to design a testing device for precision preservation of the ball screw to solve the problem existing in simulating the actual working conditions of the screw with large load, sensor data real-time acquisition and so on. On this base, this paper studies the testing method for accuracy retention of the ball screw. The result shows that the testing device has the advantages of largely applied load, high degree of simulation, DUT easy disassembly and assembly, high accuracy, wide application and the testing method can be used to complete the accuracy retention test preferably, and it is of the guiding significance for the study of similar products’ testing method.
Keywords:ball screw; accuracy retention; loading program of Eddy current damper; testing program
收稿日期:2014-11-29
中图分类号:TH131
文献标志码:B
文章编号:1671-5276(2015)03-0009-04
作者简介:朱宇霖(1989- ),男,江苏大丰人,硕士研究生,主要研究方向为结构设计。