基于POR/E的印涂铝盖拉深模具工作零件参数化建模技术研究
2015-12-28鲜小红
基于POR/E的印涂铝盖拉深模具工作零件参数化建模技术研究
鲜小红
(四川职业技术学院机械工程系,四川遂宁629000)
摘要:以四川隆鑫科技有限公司的1617铝套冲压拉深模具的工作零件参数化建模过程为载体,介绍了在POR/E环境条件下拉深凸模与凹模的建模方法,凸模与凹模的装配方法,阐述了应用POR/E软件对冲压拉深模具参数化建模的实用技巧和经验,以期对冲压模具的参数化建模有一定的借鉴意义.
关键词:POR/E;冲压拉深模具;建模
收稿日期:2015-04-19
基金项目:四川省教育厅2015年度自然科学重点项目“印涂铝盖坯料参数的仿真设计方法及修边余量变化规律的研究”(15ZA0347)
作者简介:鲜小红(1967—),男,四川射洪人.副教授,主要从事模具设计与制造、模具CAD/CAM研究.
中图分类号:TP21文献标志码:A
1印涂铝盖(铝套)生产背景
艾凯数据研究中心的调查表明:酒类包装行业在国内和国际市场上发展形势都十分看好.印涂铝盖或铝塑盖是酒类包装中普遍采用的容器外盖,是不少包装企业的主要产品之一.该产品采用的材料通常是8011铝板,厚度为0.22±0.01,材料硬度为H16.
该类产品在不同的企业有不同的工艺,但落料和拉深却是他们的共同工序.拉深工序是保证产品质量的关键工序之一.不同生产厂家,最后一道拉深工序的模具尺寸一定相同,因为产品的最终尺寸是由这道工序决定的.
2印涂铝盖(铝套)最后拉深工序的冲压拉深模具结构特点
以四川隆鑫科技包装有限公司的1617铝套为例,其产品图如图1所示,铝套高度为67mm,内径尺寸为¢30,壁厚为0.22mm,综合考虑拉深工艺要求和美观设计等因素,将产品竖直壁与套底相交处的圆角半径设为0.5mm,采用的材料为8011铝板.
2.1拉深凸模与凹模的圆角半径
2.1.1凸模的圆角半径
最后一次拉深,凸模圆角半径RT应取与零件底部圆角半径相等,因此凸模圆角半径RT取0.5mm.
2.1.2凹模圆角半径
根据拉深的凹模圆角半径RA,一般可取RA=(0.6-0.8) RAn-1但不应小于2t的原则,同时顾及模具调试的需要,拉深凹模的圆角半径RA取为1mm.

图1 1617铝套
2.2拉深模的间隙
间隙过小,会增加摩擦阻力,使拉深件容易破裂,且易擦伤零件表面,降低模具寿命;间隙过大,则拉深时对毛坯的校直定形作用小,影响零件尺寸精度.确定拉深模间隙的时候是既要考虑板料厚度的公差,又要考虑圆筒形件口部的增厚现象.根据拉深模间隙的经验公式Z/2=(1~1.1)tmax=0.25;通过长期的生产实践,总结出单边间隙再增加0.13mm为宜,所以模具的双边间隙为0.76mm是最为合适,大量的生产实践也证明:采用这个间隙值是合理的.
2.3拉深凸模与凹模工作部分的尺寸


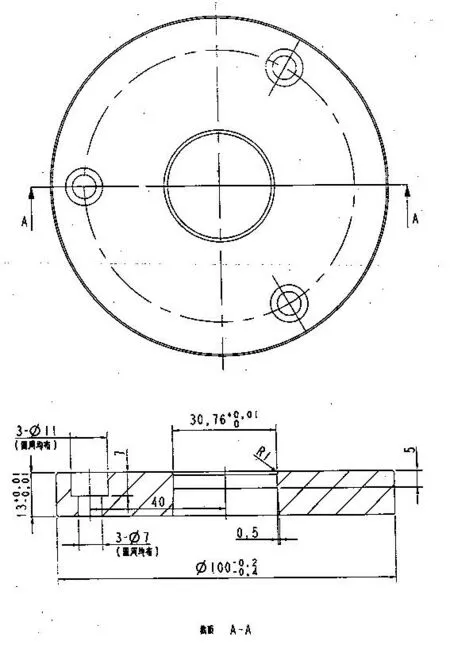
图2凸模、凹模零件图
2.4拉深凸模的推件孔及其他结构尺寸
工件在拉深时,由于拉深力的作用或润滑油等因素,使得工件很容易被粘附在凸模上,在工件与凸模间形成真空,会增加卸件的困难,造成工件底部不平.为此,凸模应设计有推件孔件兼作通气孔,以便拉深后的工件容易卸脱.根据推件块的尺寸和铝套的尺寸,将推件孔下端尺寸设计为¢20,上端打料孔尺寸设计为¢13.凸模上端安装尺寸设计为¢20.
2.5拉深凹模的其他尺寸
3印涂铝盖(铝套)冲压拉深模具的参数化建模方法
本文介绍的参数化建模方法,使用的软件是PTC.creo.2.0 M060版本,是Pro-E(Pro/Engineer)的接班产品.
3.1准备工作
第一步:在桌面建立文件夹命名为Pgm;
第二步:运行Pro/E并设置工作目录到文件夹Pgm.双击Pro/E快捷键,系统弹出对话框如图3所示,点击【桌面】→【文件夹Pgm】,点鼠标右键,出现对话框如图4所示, 点击【设置工作目录】,即完成准备工作.[2]
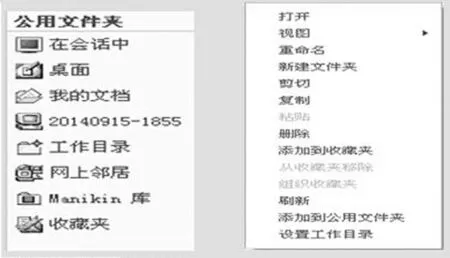
图3选择工作目录对话框图图4设置工作目录对话框
3.21617印涂铝套冲压拉深凸模的建模
第一步:绘制1617印涂铝套冲压拉深凸模的纵截面.单击工具条【新建】按钮,出现如图5所示的对话框.将名字中的系统默认文件名prt0001改为PGMT,单击【确定】按钮,系统出现如图6所示主工作界面和“菜单管理器”对话框.

图5 新建对话框图 图6 工作界面对话框
单击【模型】→【草绘】按钮,出现如图7所示的对话框.
选择RIGHT平面为草绘平面,单击【草绘】→【草绘视图】按钮,进入草绘界面.草绘完成凸模截面,点击工具条的【草绘】,出现对话框8,点击【√】确定.(因为凸模截面对称,故只绘制一半图形)即得1617印涂铝套冲压拉深凸模的纵截面图,大端¢30×67,小端¢20×29.[3]

图7 草绘对话框 图8 草绘结束对话框
第二步:用旋转特征创建1617印涂铝套冲压拉深凸模三维外轮廓.单击【模型】→【旋转】,选择Z轴为旋转轴,选择如图9所示对话框,调整参数,单击【√】确定,即完成凸模的三维外轮廓.

图9拉伸选项对话框
第三步:用拉伸特征创建1617印涂铝套冲压拉深凸模的推件孔.单击【模型】→【草绘】,出现图7所示的草绘对话框,选择凸模大端面作为草绘平面;单击【模型】→【圆】,在凸模大端面上绘制¢20圆,在图8所示的对话框中单击【√】确定;单击【模型】→【拉伸】,出现如图9所示的对话框,调整参数,单击【√】确定;即完成大端推件孔¢20×53的造型.同理可得小端推件孔¢13×43.[4]294
第四步:用圆角特征创建1617印涂铝套冲压拉深凸模大端、小端两处倒角.单击【模型】→【倒圆角】,选择¢30外圆柱面及其凸模端面倒R0.5圆角,单击【√】确定;单击【模型】→【倒圆角】,选择¢13外圆柱面及其上端面倒R1圆角,单击【√】确定;即完成1617印涂铝套拉深凸模的建模工作.[5]如图10所示

图10 1617印涂铝套拉深凸模
3.31617印涂铝套冲压拉深凹模的建模
凹模的漏料孔有较小的锥度,零件图上是用尺寸标注其锥度的,若用拔模斜度作孔,需经反三角函数计算角度,必然影响其精度.所以采用旋转特征,包括凹模型孔和漏料孔一次成型,对造型比较有利.
第一步:绘制1617印涂铝套冲压拉深凹模的纵截面.单击工具条【新建】按钮,出现如图5所示的对话框.将名字中的系统默认文件名prt0001改名为PGMA,单击【确定】按钮,系统出现如图6所示主工作界面和“菜单管理器”对话框.单击【模型】→【草绘】按钮,出现如图7所示的对话框,选择RIGHT平面为草绘平面,单击【草绘】→【草绘视图】按钮,进入草绘界面.草绘凹模截面,点击如图8所示的【√】确定.(因为凹模截面对称,故只绘制一半图形)即得1617印涂铝套冲压拉深凹模的纵截面图,外形¢100×13,凹模型孔¢30.76×5,漏料孔锥度为8:0.5,如图11所示.[4]196
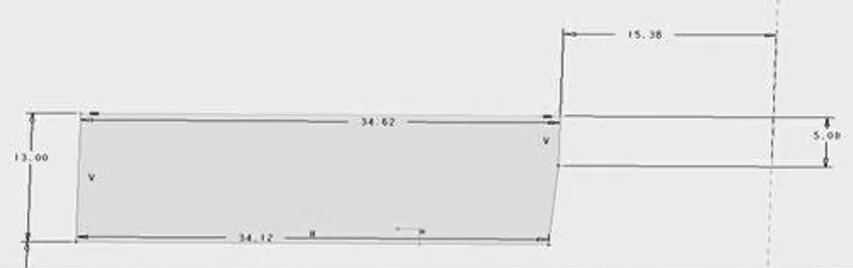
图11 1617印涂铝套冲压拉深凹模的纵截面图
第二步:用旋转特征创建1617印涂铝套冲压拉深凹模轮廓及凹模型孔和凹模漏料孔.单击【模型】→【旋转】,选择Z轴,点击如图9所示的【√】确定.
第三步:用孔特征创建1617印涂铝套冲压拉深凹模的连接¢7孔.单击【模型】→【孔】,出现如图12所示的对话框;

图12 孔特征对话框

图13 放置方位对话框
单击【放置】,选择凹模上表面为放置平面,出现如13图所示的对话框.在类型处选择径向.调整3-¢7孔的形状尺寸和位置尺寸,点击如图9所示的【√】确定.即完成3个均布的¢7通孔.
第四步:用拉伸特征创建三个沉头孔.单击【模型】→【草绘】,在图7所示的草绘对话框中,选择凹模上表面面作为草绘平面;单击【模型】→【圆】,在凹模上表面与3-¢7孔同心处绘制3-¢11,单击如图9所示的【√】确定;单击【模型】→【拉伸】,调整沉头孔深度,使之为6mm,单击如图9所示的【√】确定;即完成凹模的建模,如图14所示.[4]87

图14凹模零件
3.4凸模、凹模装配组件的建模
第一步:单击工具条【新建】按钮,出现如图5所示的对话框.选择“装配”,将名字中的系统默认文件名prt0001改名为PGM,单击【确定】按钮;
第二步:单击【模型】→【组装】,导入凹模零件,单击【元件放置】→【√】确定;
第三步:单击【模型】→【组装】,导入凸模零件;单击【元件放置】,出现如图15所示对话框;

图15 元件放置对话框
选择“重合”,用凸模、凹模轴线重合的思路,粗装凸模、凹模;然后用鼠标点住凸模下端中心点,移动凸模适当距离,【√】确定.即完成凸模、凹模装配组件的建模工作.如图16所示.[6]

图16 凸模、凹模组件
参考文献:
[1] 刘建超.冲压模具设计与制造[M].北京:高等教育出版社,2006:274.
[2] 孙小捞.Pro/ENGINEER Wildfire 2.0中文版教程[M].北京:人民邮电出版社,2007:196.
[3] 孟婷婷.Proe软件在高职高专机械制图课程中的应用[J].中国现代教育装备,2011(23):38-42.
[4] 王咏梅.Pro/ENGINEER Wildfire 5.0中文版基础教程[M].北京:清华大学出版社,2011.
[5] 郭松.Pro/E项目实训教材[M].北京:冶金工业出版社,2009:97.
[6] 焦杰. 浅析Proe软件在机械设计制造中的综合应用[J].山东工业技术,2015(2):153.
[责任编辑范藻]
Modeling Technique Study of Working Part Parameterization of
Deep Drawing Mould of Printed Aluminum Cover Based on POR/E
XIAN Xiaohong
(Mechanical Engineering Department of Sichuan Vocational and Technical College, Suining Sichuan 629000, China)
Abstract:By the example of the working part parameterization process of No. 1617 aluminum cover stamping mould from Sichuan Longxin Technique Limited Cooperation, the paper introduces the way of making terrace die and concave die under the condition of POR/E, the way of mould assembling and the practical technique and experiences of parameterization.
Key words:POR/E; stamping mould; making mould
