银锌电池隔膜烘干自动控制系统设计
2015-12-28李健苹,游中胜
银锌电池隔膜烘干自动控制系统设计
李健苹1,游中胜2
(1.重庆工商职业学院电子信息工程学院,重庆九龙坡400052;
2.重庆师范大学数学与计算机科学学院,重庆沙坪坝400000)
摘要:本系统的目的是设计一个银锌电池隔膜烘干自动控制系统.主要用于将带有水份的银锌电池隔膜烘干,达到生产出平滑无皱纹隔膜的目的.系统包括硬件和软件两部分:硬件电路的输入主要是四个温度传感器的检测值,输出是对步进电机控制的脉冲和控制4个加热管加热;软件部分主要是通过编程对温度传感器的检测值进行A/D转换、计算以及对温度的精确控制.系统通过软硬件结合控制步进电机的正反转,完成烘干布和隔膜的收放,达到烘干隔膜的目的.
关键词:加热管;步进电机;温度传感器;PLC
收稿日期:2015-05-05
作者简介:李健苹(1963—),女,河北邯郸人.副教授,主要从事计算机应用和远程教育研究.
中图分类号:S222.1文献标志码:A
1银锌电池隔膜烘干自动控制系统主要技术指标
(1)4个点的温度测量,量程 -200℃—200℃.
(2)4个温度测量显示分辨率±0.1℃,烘干保温控制精度±2℃.
(3)烘干筒内部有2只加热搅拌风扇使整个烘干筒加热温度上下左右均匀.
(4)具有温度显示及控制参数设置功能.
(5)加热管总功率 8 kW,AC220V.
(6)具有手动控制烘干筒电机、展布机、收膜机正反转功能.
(7)展布机、烘干筒和收膜机三机联动收放布的功能.具有停机手动和急停功能.
(8)加热电流显示.
(9)一次性烘干隔膜最大宽度1米,最大长度500米.
(10)安装使用场地:5米×3米.
2系统整体设计
图1是银锌电池隔膜烘干自动控制系统总体示意图.从图1上可以看到和本设计有关的几个部件:展布机1 、周转辊2、 收膜机3 、 膜张力调节器4、 隔膜5、 烘干筒6、烘干纤维布7、阀门8、 湿布槽9 、 布张力调节器 10 .展布机完成纤维布收放展平湿布张力调节的功能 、收膜机完成隔膜收放张力调节功能. 展平的纤维布和隔膜一起裹在烘干筒上, PLC的控制加热管加热完成隔膜的烘干.
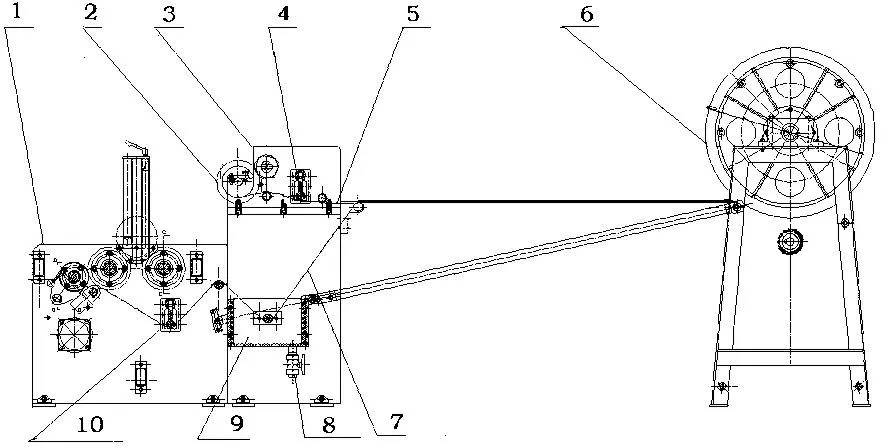
图1 银锌电池隔膜烘干自动控制系统总体示意图
3烘干筒内部结构设计
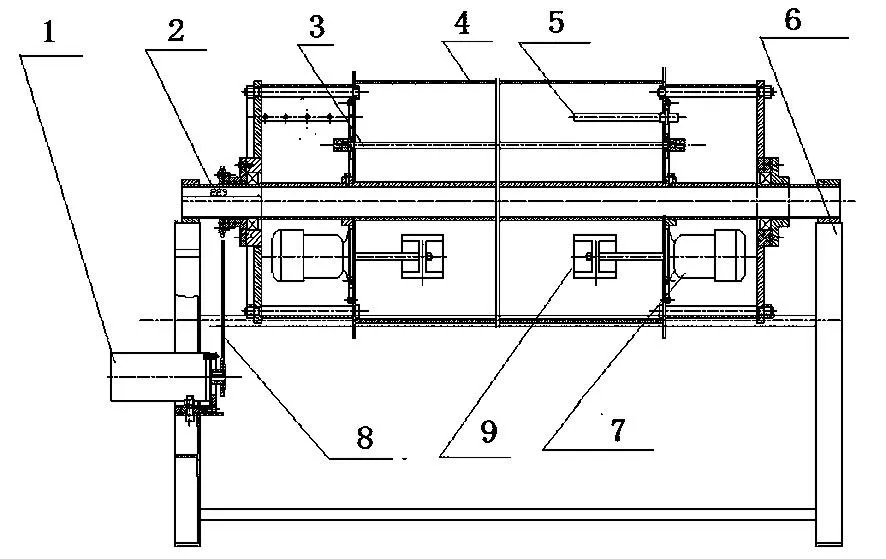
图2 是烘干筒内部结构设计示意图
图2是烘干筒内部结构设计示意图.从图2上可以看到和烘干筒结构有关的几个部件:烘干筒步进电机1、 烘干筒芯轴2 、加热管3 、烘干筒4 、 温度传感器5、烘干筒支架6 、搅拌电机7、链条8、加热搅拌风扇9.烘干筒步进电机1通过链条8拖动烘干筒围绕烘干筒芯轴2转动,完成隔膜和布的收放.烘干筒芯轴2、加热管3、测温传感器5、搅拌电机7和加热搅拌风扇9静止不动保证温度测量精度和控制精度.烘干筒芯轴2由壁厚6毫米不锈钢管制成,上有小孔便于连接控制线.为了保证烘干温度的均匀,设计了四根加热管分成上下左右布局,同时对应检测上下左右四个点的温度,并配备了两台加热搅拌风扇.
4控制部分
隔膜烘干自动控制系统总体结构框图如图3所示.系统由四个温度传感器、两个EM231模拟量输入模块、S7-226型西门子可编程控制器、西门子TD400C液晶汉字显示操作屏、四个6kW固态继电器、四个2kW不锈钢加热管、RS485/RS232转换器、一只6NM步进电机驱动器、一只4NM步进电机、两只45NM步进电机驱动器、两只45NM步进电机组成.通过西门子TD400C液晶汉字显示操作屏完成控制参数设置、四点温度显示以及系统操作控制.S7-226型西门子可编程控制器通过控制步进电机完成隔膜和布的收放.四个温度传感器输出的毫伏级信号经两个EM231模拟量输入模块送入西门子可编程控制器(型号S7-226),监视烘干滚筒的上下左右四点烘干温度.可编程控制器PLC根据检测到的四个点的温度,控制烘干筒中的对应四个加热管,保证烘干筒温度均匀和恒定,完成隔膜的烘干.
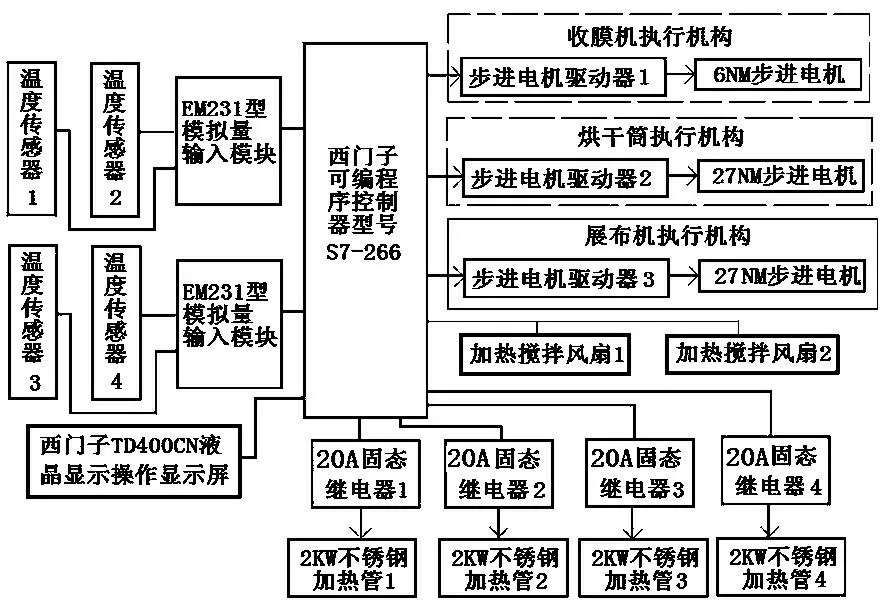
图3 自动控制系统总体结构框图
4.1PLC 选用和硬件分配
4.1.1PLC 选用[1]

表1 PLC选用表
4.1.2PLC输入输出分配
PLC输入端分配表如表2所示,PLC输出端分配表如表3所示.
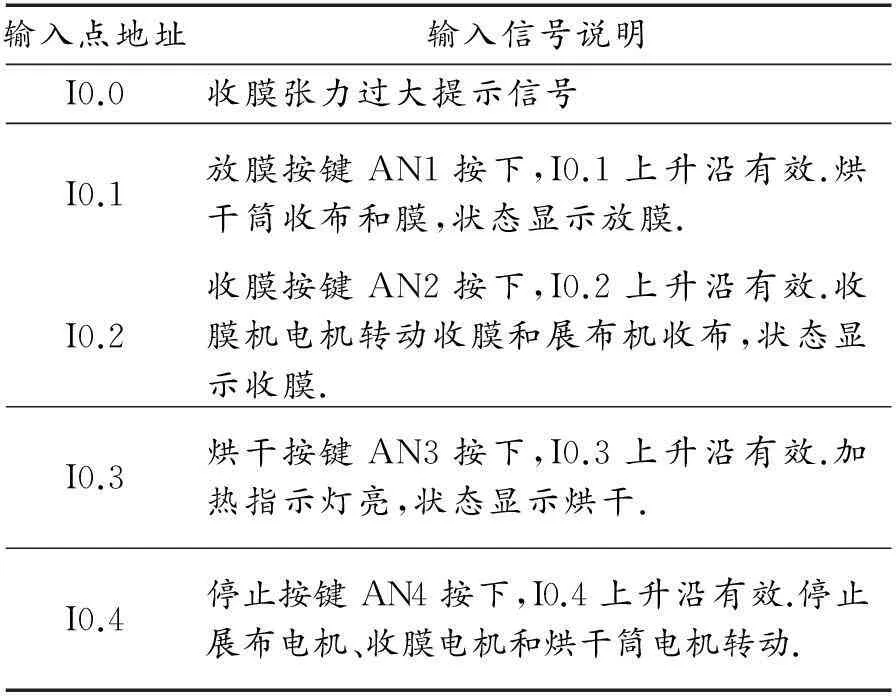
表2 输入分配表

表3 输出分配表
4.2温度采集电路
图4是温度采集电路图.本系统中的温度传感器采用了四只Pt100[2]温度传感器RTD1、RTD2、RTD、RTD4其主要性能指标:采集温度范围为-200℃—+200℃,显示精度0.1℃;综合精度0.3℃.AD转换器选用2只EM231热电阻模拟量输入模块.EM231模块DIP开关配置如表4.
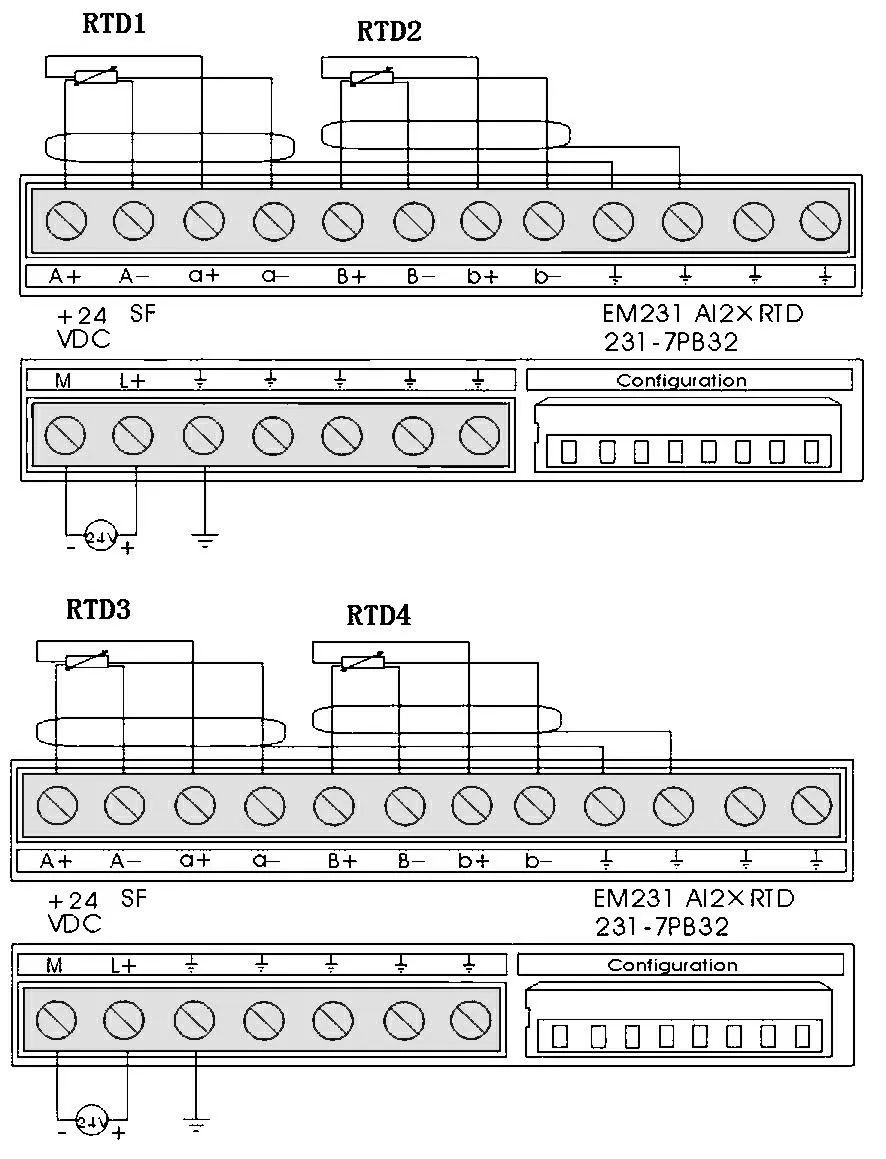
图4 温度采集电路图
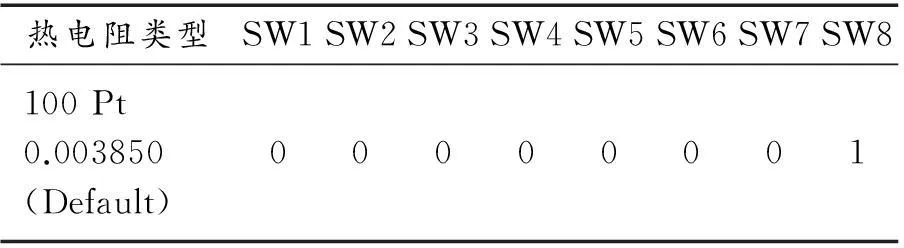
热电阻类型SW1SW2SW3SW4SW5SW6SW7SW8100Pt0.003850(Default)00000001
SW6=0正标定 (+3276.7度) SW7=0 测量单位采用摄氏度(℃) SW8=1接线方式4线.
4.3步进电机驱动电路
图5是步进电机驱动电路图,[3]电路主要由收膜机的步进电机DJ1、驱动器QD1、烘干筒步进电机DJ2、驱动器QD2、展布机的步进电机DJ3、驱动器QD3、三只二极管、9只1.8KΩ的限流电阻构成.步进电机和驱动器选用金坛市四海电机电器厂的产品.DJ1型号为86BYG204,QD1型号为SH2034D,DJ2型号为130BYG250,QD2型号为SH20822M,DJ3型号为130BYG250,QD3型号为SH20822M.二极管型号选用IN4007.烘干筒步进电机和展布机步进电机公用Q0.1高速脉冲信号输入,Q1.5和Q1.6控制那路有效.Q1.5=0,Q1.6=1,烘干筒步进电机高速脉冲信号有效Q1.5=1,Q1.60=0,展布机步进电机高速脉冲信号有效.
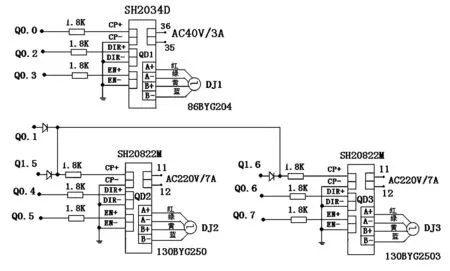
图5 步进电机驱动电路图
4.4加热器控制电路[4]
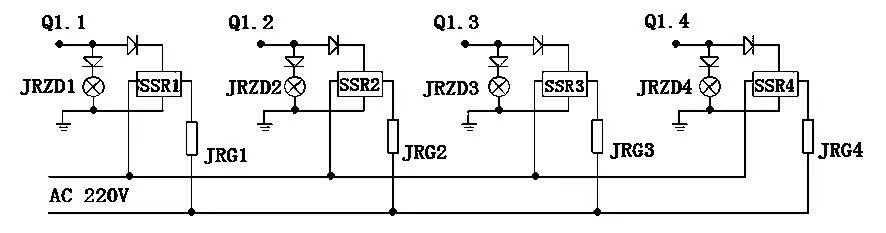
图6 加热器控制电路
图6是步进电机驱动电路图,电路主要由加热管[5]JRG1、加热管JRG2、加热管JRG3、加热管JRG4、固态继电器SSR1、固态继电器SSR2、固态继电器SSR3、固态继电器SSR4、加热指示灯JRZD1、加热指示灯JRZD2、加热指示灯JRZD3、加热指示灯JRZD4和8只二极管组成.二极管型号选用IN4007.固态继电器选用苏州市固达继电器制造有限公司生产的交流安装式20A固态继电器型号为GJ20-W.加热管在盐城市松泰电工器材厂[5]定制,四只功率2KW,电压AC220V.指示灯选用4只红色DC24.
4.5系统控制程序设计
本系统的控制流程如图7所示,本系统工作时先对系统初始化,为系统工作做好准备,系统参数设置好后,系统进入待机状态.烘干系统操作过程是放膜→烘干→收膜→待机.放膜按健AN1按下,I0.1上升沿有效,烘干筒电机启动将膜和纤维布裹在烘干筒上,状态显示放膜.烘干按键AN3按下,I0.3上升沿有效,开烘干定时中断,状态显示烘干,烘干加热指示灯亮.可编程控制器PLC根据检测到的温度控制烘干筒中的加热管电源开关,保证烘干筒温度均匀和恒定,烘干时间到,关加热管电源并使系统进入待机状态.收膜按键AN2按下,I0.2上升沿有效.收膜机电机转动收膜和展布机收布,状态显示收膜.停止按键AN4按下,I0.4上升沿有效,停止展布电机、收膜电机和烘干筒电机转动并使系统进入待机状态.
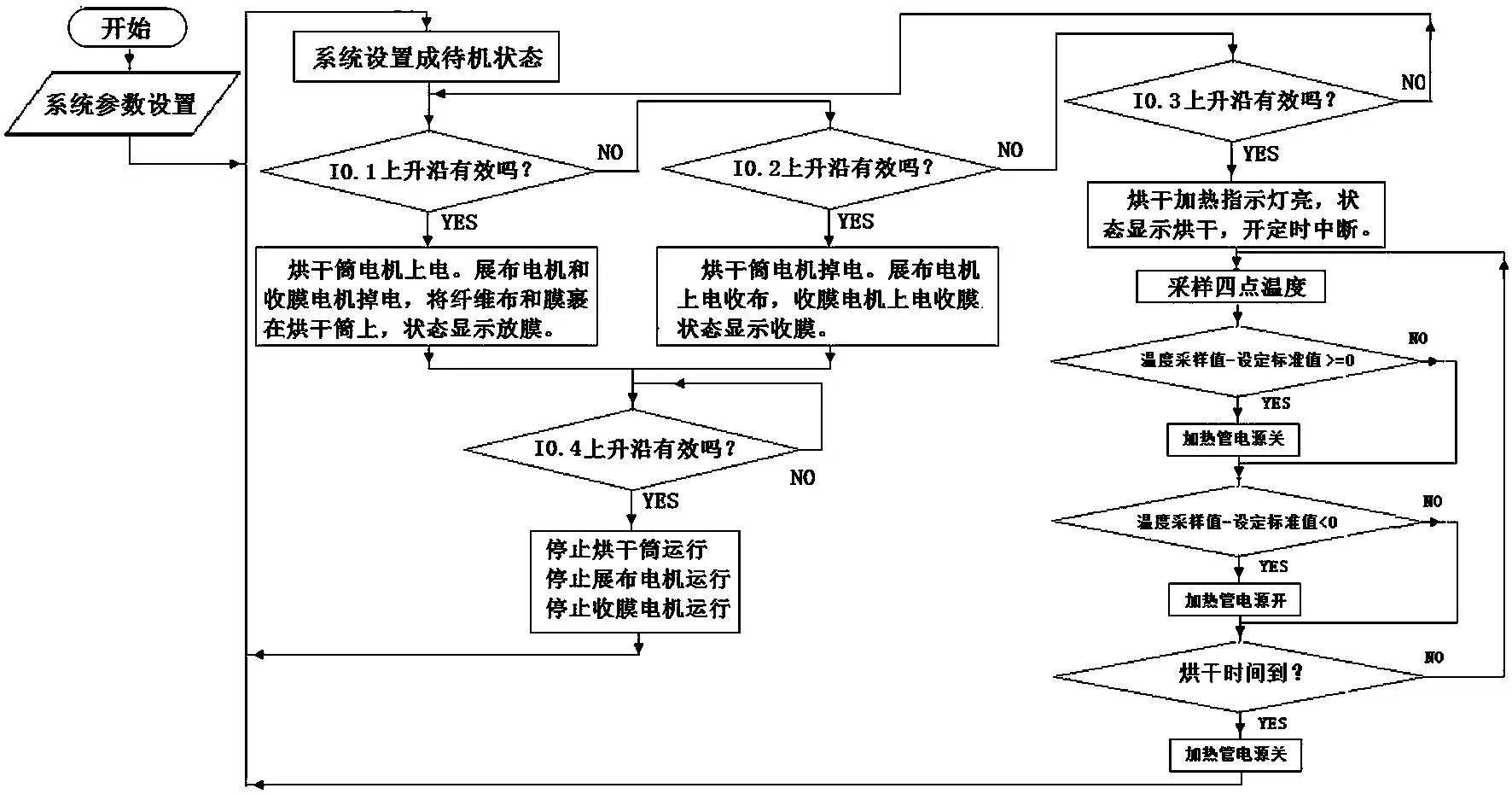
图7 系统的控制流程图
5总结
本系统设计了一个银锌电池隔膜烘干自动控制系统.主要用于将带有水份银锌电池隔膜烘干,达到生产出平滑无皱纹隔膜的目的.系统包括硬件和软件两部分:硬件电路的输入主要是四个温度传感器的检测值,输出是对步进电机控制的脉冲和控制4个加热管加热;软件部分主要是编程对温度传感器的检测值进行A/D转换、计算以及对温度的精确控制.系统通过软硬件结合控制步进电机的正反转,完成烘干布和隔膜的收放,达到烘干隔膜的目的.
参考文献:
[1] S7-200,可编程控制器系统手册[S].
[2] 深圳市铂电科技有限公司.装电式PT100热电阻[EB/OL].[2015-03-15].http://www.rtd-rtd.com/s04/rtd-rtd/cpxx/20121015/16239968.html.
[3] 金坛市四海电机电器厂.永磁感应步进电机[EB/OL].[2015-03-18].http://www.sihaidj.com/company.html.
[4] 苏州固达继电器制造有限公司.固态继电器模块[EB/OL].[2015-03-18].http://www.ssrzzq.com/gsjj.htm.
[5] 盐城市松泰电工器材厂.电加热管系列[EB/OL].[2015-03-18].http://www.ycstdg.com/Products.asp?sort=9.
[责任编辑范藻]
Automatic Control System Design of Smee Cell Membrane Drying
LI Jianping1, YOU Zhongsheng2
(1.Electronic Information Engineering Department of Chongqing Vocational Industry and Business College, Chongqing 400052;
2.Mathematics and Computer Science School of Chongqing Normal University, Chongqing 400000, China)
Abstract:The program will design an automatic control system of Smee cell membrane drying in order to produce flat and smooth membrane. The system includes soft and hard parts. The import of the hard part focuses on the test value of four temperature transmitters and the export is to adjust the impulse of the stepping motor and the heat of the four heating tubes. The soft part refers to the programming which can achieve A/D transform of the test value, calculation and precise control of temperature. The program combines the soft and hard part to control the positive and native rotation of the stepping motor and to put and take drying cloth and membrane.
Key words:heating tube; stepping motor; temperature transmitter; PLC
