某新建步进式热处理炉及精整线的工艺特点
2015-12-28杨为国王旭午夏克东徐元甲徐福昌
杨为国,王旭午,吴 松,夏克东,徐元甲,徐福昌
(烟台宝钢钢管有限责任公司,山东 烟台 264002)
为满足高抗硫石油套管、抗硫管线管等品种钢管热处理工艺要求[1-4],烟台宝钢钢管有限责任公司(简称烟台宝钢)于2009年建设了一条连续式热处理线,包括淬火炉、回火炉各1座,并引进了矫直机、漏磁探伤机、超声波探伤机等世界先进设备,组成了一条完整的生产线。淬火炉和回火炉的设计汲取了宝山钢铁股份有限公司(简称宝钢股份)等企业已有步进式热处理炉的生产实践经验[5-8],进行了优化设计。本文主要介绍烟台宝钢热处理及精整生产线的工艺装备及其特点,以期对国内其他企业新建或改造生产线起到一定借鉴作用。
1 产品规模及工艺流程
该条生产线主要产品有石油套管、管线管等,钢管规格为:外径177.80~431.80 mm,壁厚5.87~30.00 mm,长度7.35~14.45 m,设计能力为15.3万t/a,其中高抗硫套管6.5万t/a。如果年生产高抗硫套管仅为1万t,则热处理能力可达25万t。烟台宝钢热处理及精整线生产工艺流程如图1所示。
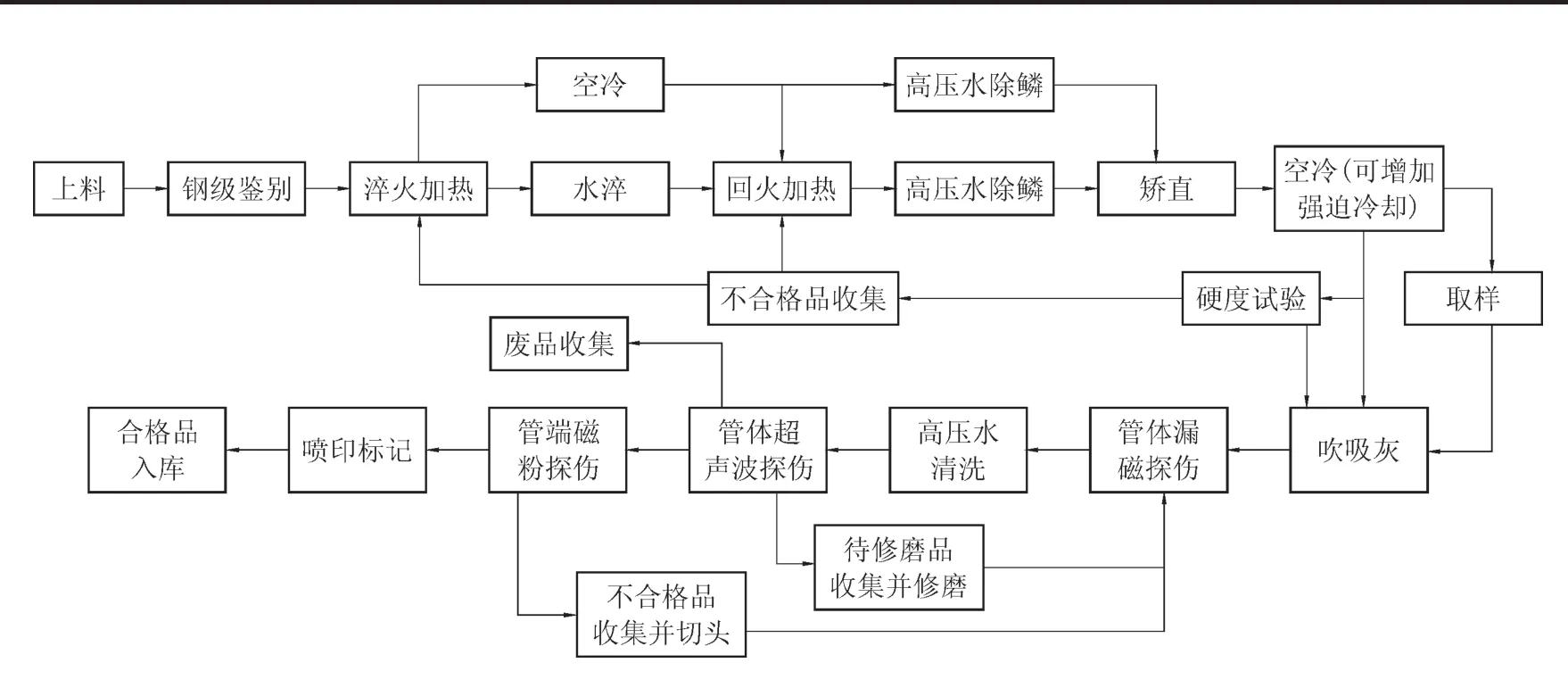
图1 烟台宝钢热处理及精整线生产工艺流程示意
2 主要设备参数及特点
2.1 热处理线
2.1.1 设备参数
(1) 淬火炉。
钢管加热温度 880~1 050℃
控制精度 ±10℃
装出料辊道中心距 20 720 mm
炉膛内宽度 16 000 mm
小时产量 最大70 t
生产节奏 最快30 s/支
(2)水淬装置。
水淬方式 外淋+内喷
钢管旋转驱动 旋转托辊
生产节奏 最快30 s/支
(3) 回火炉。
钢管加热温度 550~750℃
装出料辊道中心距 31 080 mm
炉膛内宽度 16 000 mm
生产节奏 最快30 s/支
2.1.2 优化设计
烟台宝钢热处理步进炉是目前国内产能最大的步进梁式热处理炉,满足正火、正火+回火、淬火+回火3种工艺生产。其特点如下:
(1)根据热处理温度制度,淬火炉在长度方向上设计了预热段、加热段和均热段,宽度方向上设计了左、中、右共3段,控制炉温的操作方便可靠,保证了热处理温度的均匀,从而提高钢管质量。针对淬火炉加热段温度高的情况,在淬火炉入口端增加了长1 500 mm的预热段,并在加热段和预热段之间增加了一道悬空隔墙,减少了加热段的热量直接进入入口侧的排烟管道,降低了排出的烟气温度,同时利用烟气预热刚入炉的钢管[9-10]。增加预热段后,改善了淬火加热后钢管的直度。在步进炉内增加预热段是烟台宝钢步进炉设计方面的一个创新,可更好地满足高合金钢管的热处理要求。
(2)采用完善的热工自动化控制及计算机技术,可保证燃料完全燃烧,并能严格控制炉内温度及炉内气氛,以减少钢管的氧化。淬火炉的炉膛温度控制精度为±10℃。
(3)回火炉采用炉内烟气强制循环,保证回火处理温度稳定,提高钢管质量。回火炉的炉膛温度控制精度为±5℃,通过先进的热工自动化控制、计算机技术调节循环风机烟气的循环量来实现。
(4)淬火炉和回火炉的合金梁采用新型齿形,可保证炉内钢管表面不产生划伤和粘钢,提高产品质量。
(5)参照宝钢股份HFW热处理线水淬装置存在的问题进行了优化设计,改变了原控制内喷的液压切换阀悬挂在空中管道上的设计方案,将液压切换阀安装在基础上,增加了防震措施,并将阀体与喷口的距离设计为最短且减少弯头。通过改进,水淬大直径钢管时,常发生的水锤现象基本消失[11]。
(6)改进正火双向链冷床设计。淬火炉出来的高温钢管,通过斯惠顿拨料装置送入双向链式冷床。原设计中双向链式冷床不带斜度,改进后增加了1°的斜度,可以让高温钢管贴着反向链的凸轮在正向链上滚动,确保了冷却的均匀性,改善了钢管的直度[12-13]。
2.2 精整线
(1) 矫直机。
钢管最大屈服强度 1 300 MPa
钢管温度 ≤600℃
矫直速度 0.2~1.0 m/s
矫直辊数量 6个(上、下辊各3个)
矫直辊布置型式 “2-2-2”立式布置
矫直辊传动数量 6个
矫直辊传动方式 集中传动
矫直机机架型式 8根钢柱的钢结构
工作时快开的矫直辊 第1机架下辊,第2机架上辊,第3机架下辊
矫直辊尺寸 喉径Φ450 mm,长度720 mm
矫直辊角度调整范围 30°±5°
矫直辊间距 1 370 mm
主传动电机 2×200 kW
(2)漏磁探伤设备。
漏磁探伤设备由美国Tuboscope公司生产,探伤型式为钢管纵向前进,带气动夹紧辊的漏磁横向和漏磁纵向组合式探伤,可检测钢管内外表面纵向、横向缺陷及孔洞等。其中漏磁纵向探伤装置为旋转式,包含2只探鞋,每只探鞋含16个检测线圈,单个线圈长度13.98 mm,探鞋长度196.85 mm。漏磁横向探伤装置为固定式,包含8只探鞋,检测线圈最多达80个。检测钢管的通孔孔径为Φ1.6 mm,管端盲区长度≤250 mm,最大探伤速度2.0 m/s,信噪比≥8 dB,周向灵敏度差≤4 dB,剩磁≤3 mT,缺陷的定位误差为±50 mm,测量钢管长度精度≤5‰。
(3)超声波探伤设备。
超声波探伤设备由德国GE公司进口,探伤型式为钢管纵向前进、探头旋转。可检测钢管的内表面横向、纵向,外表面横向、纵向及分层等缺陷,还可对钢管壁厚进行测量,测厚精度为±0.05 mm。其探头数量为纵向8个,横向8个,测厚和分层4个,基准1个。检测钢管的管端盲区长度≤200 mm,探伤速度≤25 m/min,信噪比≥10 dB,周向灵敏度差≤4 dB,缺陷的定位误差为±50 mm,测量钢管长度精度≤2‰。
(4)管端磁粉探伤装置。
管端磁粉探伤装置可同时磁化2根钢管,磁化方式为磁化线圈移动,自动周向、纵向磁化;通过紫外线或暗室白光照射,肉眼查看钢管内外表面的纵向缺陷、横向缺陷和斜向缺陷;探伤长度为400 mm;退磁方式为退磁线圈移动,自动退磁,退磁后剩磁 ∧2 mT。
3 应用效果
该生产线于2009年11月底投产,至今已热处理钢管约50万t,其中以高钢级抗硫化物应力腐蚀钢管的热处理控制要求最高。现以Φ244.48 mm×11.99 mm规格的C110钢级套管为例,介绍该热处理线的生产实践情况。
3.1 热处理工艺
淬火温度:加热段940℃±10℃,均热段920℃±10℃。水淬:外淋水量≥4 000 m3/h,内喷水量≥2 000 m3/h,水淬时间35 s。回火温度:加热段703℃±5℃,均热段703℃±5℃。
3.2 炉温均匀性
每半小时记录1次烟台宝钢淬火炉实时温度,数据见表1。加热段设定温度为940℃,实际最高温度为946.3℃,上偏差为6.3℃;最低温度为936.4℃,下偏差为-3.6℃。均热段设定温度为920℃,实际最高温度为923.2℃,上偏差为3.2℃;最低温度为918.3℃,下偏差为-1.7℃。淬火炉炉温控制较好,优于设计指标(±10℃),尤其是均热段可以控制在±5℃内,这有利于提高钢管性能的稳定性。
每半小时记录1次回火炉实时炉温,数据见表2。加热段设定温度为704℃,实际最高温度为706.5℃,上偏差2.5℃;最低温度为701.5℃,下偏差为-2.5℃。均热段设定温度为704℃,实际最高温度为707.3℃,上偏差3.3℃;最低温度为702.1℃,下偏差为-1.9℃。烟台宝钢回火炉炉温控制较好,温度偏差基本可以控制在±3℃的水平,优于设计值(±5℃)。
3.3 水淬过程的稳定性
烟台宝钢在生产Φ244.48 mm×11.99 mm规格C110钢级套管时,水淬方式为外淋+内喷,外淋水量基本维持在2 100 m3/h,内喷水量维持在2 080 m3/h,水量稳定,满足工艺的稳定性要求。
3.4 热处理后性能检测
3.4.1 淬透性
水淬后,随机选取1支钢管,分别在其头部(进水端)和尾部(出水端)各取1个试样进行钢管的淬透性检测试验,结果见表3。

表1 烟台宝钢处理Φ244.48 mm×11.99 mm C110钢级套管的淬火炉实时炉温 ℃
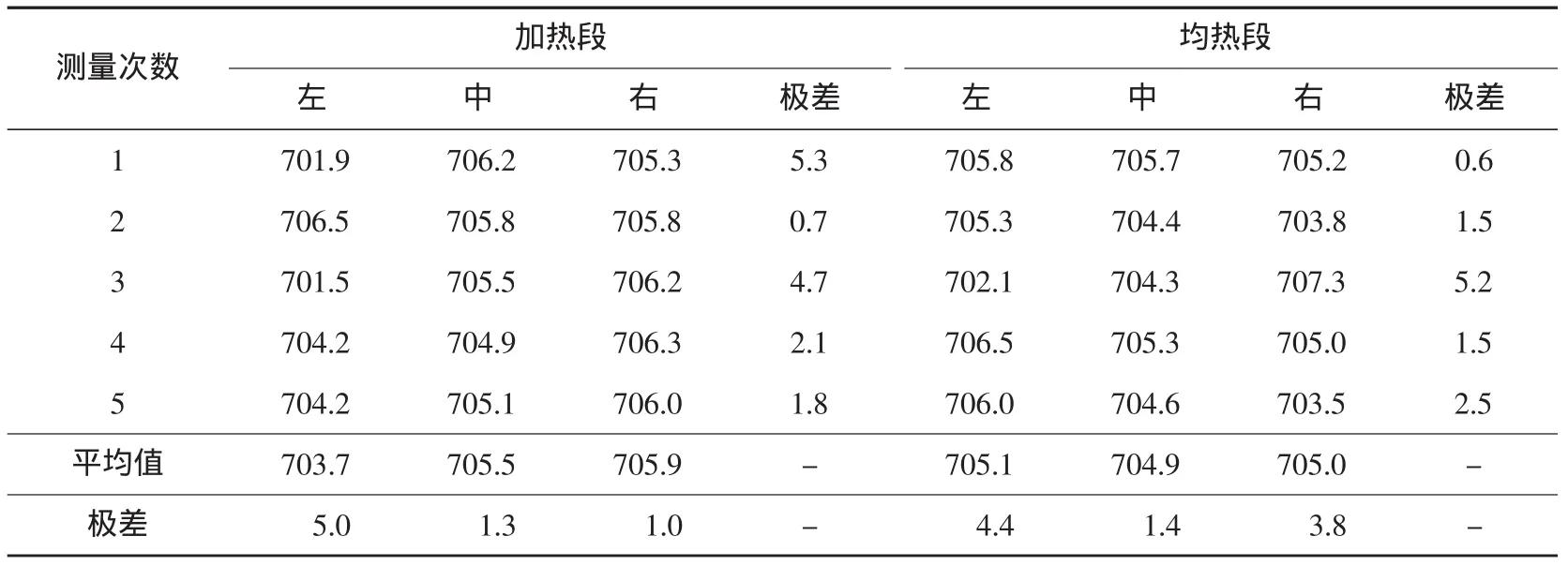
表2 烟台宝钢处理Φ244.48 mm×11.99 mm C110钢级套管的回火炉实时炉温 ℃

表3 钢管的淬透性检测试验结果HRC
从表3看出:①在钢管内壁、中间和外壁的淬透性最大差距为2.5 HRC,壁厚方向上水淬的均匀性较好;②在Ⅰ、Ⅱ、Ⅲ和Ⅳ象限的淬透性最大差距为2.4 HRC,在圆周方向上水淬的均匀性较好;③钢管头部淬透性试样的平均硬度为52.9 HRC,尾部淬透性试样的平均硬度为52.4 HRC,相差仅0.5 HRC,钢管在长度方向的水淬均匀性较好。
3.4.2 力学性能
热处理后随机选取1支钢管,在其头、尾部各取1段试样,进行常温拉伸试验、0℃纵向全尺寸冲击试验和硬度试验,结果见表4。
由表4可以看出:①钢管头部和尾部在Ⅰ、Ⅱ、Ⅲ和Ⅳ象限的强度最大极差分别为10 MPa和15 MPa,钢管在圆周方向上的性能均匀性较好;②头部和尾部之间强度的最大极差为25 MPa,钢管在长度方向上性能均匀性也较好。
3.5 矫直机生产实践
矫直机运行比较稳定,除了极少量钢管因矫直盲区造成的头尾矫直效果较差外,管体矫直质量均较好。
3.6 探伤设备生产实践
(1)漏磁探伤。可对长度25.4 mm的人工缺陷进行L2级别检测,满足API等标准对钢管漏磁检测的最严要求;能够检测钢管横向、纵向以及斜向的折叠、轧疤、碰凹等缺陷,同时对孔洞缺陷也能够很好地检出;能以2.0 m/s的速度进行最高级别的钢管检测,检测效率高,故障率低。
(2)超声波探伤。可对长度25.4 mm的人工缺陷进行L2级别检测,满足API等标准对钢管超声波检测的最严要求;能够检测钢管横向、纵向以及斜向的折叠、轧疤、碰凹等缺陷,对分层缺陷也能够很好地检出,同时能够对钢管壁厚进行100%检测;能以25 m/min的速度对钢管进行最高级别的横向、纵向检测,同时,还能够以同样速度进行分层以及100%壁厚检测。
(3)磁粉探伤。能够发现管端裂纹、发纹、钢管端面分层等缺陷,有效地解决漏磁探伤和超声波探伤存在的钢管管端盲区漏检问题。

表4 热处理后钢管力学性能数据
4 结 语
烟台宝钢热处理及精整线主要技术特点:①淬火炉采用预热段、加热段、均热段共3段设计,炉膛温度可控制在±10℃以内,均热段可控制在±5℃以内,增加的预热段是步进炉设计上的一个创新;②水淬装置采用外淋+内喷技术,并消除了大直径钢管水淬时常见的水锤现象,使钢管淬火均匀;③回火炉炉膛温度可控制在±3℃以内;④热处理后钢管的力学性能均匀稳定;⑤联合使用世界先进的漏磁探伤机、超声波探伤机和磁粉探伤机3种探伤设备,保证了产品质量的可靠性。
烟台宝钢热处理线于2009年11月底投产至今,设备运行正常,质量指标稳定,并大量生产了对热处理工艺要求严格的BG系列抗硫套管及管线管等,产品质量稳定可靠。
[1]赵鹏,桂明祥,樊耀铭.宝钢H2S腐蚀试验系统的自主设计集成[J].钢管,2010,39(4):66-69.
[2]尹溪泉,蔡景德.高强度抗硫化氢腐蚀套管的轧制工艺研究[J].钢管,2007,36(3):26-29.
[3]左宏志.宝山钢铁股份有限公司抗硫钻杆在普光气田试用[J].钢管,2008,37(5):25.
[4]刘启增.湖南衡阳钢管(集团)有限公司成功批量生产出HS95SS 双抗硫石油套管[J].钢管,2010,39(3):44.
[5]李志文.宝钢ERW直缝焊管工程主厂房建筑设计[J].工业建筑,2007(S1):40-42.
[6]林传宏.采用步进梁式加热炉的油井管调质生产线[J].钢管,2005,34(4):54-57.
[7]卢盛孝,孙武权.步进式炉热处理生产线[J].金属热处理,1993(12):41-44.
[8]田大鹏,欧阳德刚,韩斌.某厂步进式加热炉主要设备及工艺特点[J].武钢技术,2012(5):25-28.
[9]栗涛.余热回收在步进梁式加热炉的应用及研究[J].中国科技纵横,2013(6):7.
[10]丁永健,刘光荣.工业炉烟气的余热利用[J].钢管,2003,32(5):48-49.
[11]刘国勇,朱冬梅,张少军,等.大口径无缝钢管淬火冷却均匀性影响因素[J].北京科技大学学报,2011(2):232-236.
[12]李洪亮.双向链式冷床设计分析[J].内蒙古石油化工,2008(21):79-81.
[13]饶维江,朱燕玉.钢管步进式冷床齿形设计方法及其应用[J].钢管,2013,42(2):37-41.